汽车生产工艺参数的管理方法、装置、设备以及存储介质与流程
本发明涉及数据处理领域,尤其涉及一种汽车生产工艺参数的管理方法、装置、设备以及存储介质。
背景技术:
1、在汽车的涂装生产过程中,汽车的生产工艺参数包括:各工艺工位的设备参数,如温度、湿度、电压、电流和设备运行状态等,以及生产过程所需的化学槽液、油漆等物料的相关化学参数。其中,所述各工艺工位的设备参数由汽车的中控系统负责采集,所述物料的相关化学参数由人工在生产现场进行取样测试后,录入电脑中储存。
2、在汽车企业的生产数据管理中,为了后续可以对各车体的生产工艺参数进行追溯,需要将汽车涂装生产过程中的生产工艺参数与车体进行绑定。
3、但是在现有技术中,车体的本体信息如车型、颜色、工位过点信息等,由汽车的车体自动识别跟踪系统负责收集,所述车体自动识别跟踪系统与负责采集各工艺工位的设备参数的中控系统之间没有实现数据互通,形成数据孤岛,造成车体信息、各工艺工位的设备参数以及物料的相关化学参数,这三种数据之间互相独立,无法实现生产工艺参数与车体数据信息的有效绑定,涂装生产过程中的车体、设备、物料等数据之间无法进行有效追溯。
技术实现思路
1、本发明提供了一种汽车生产工艺参数的管理方法、装置、设备以及存储介质,可以实现汽车涂装生产过程中,车体数据信息与生产工艺参数之间的有效绑定。
2、为了解决上述技术问题,本发明实施例提供了一种汽车生产工艺参数的管理方法,包括:
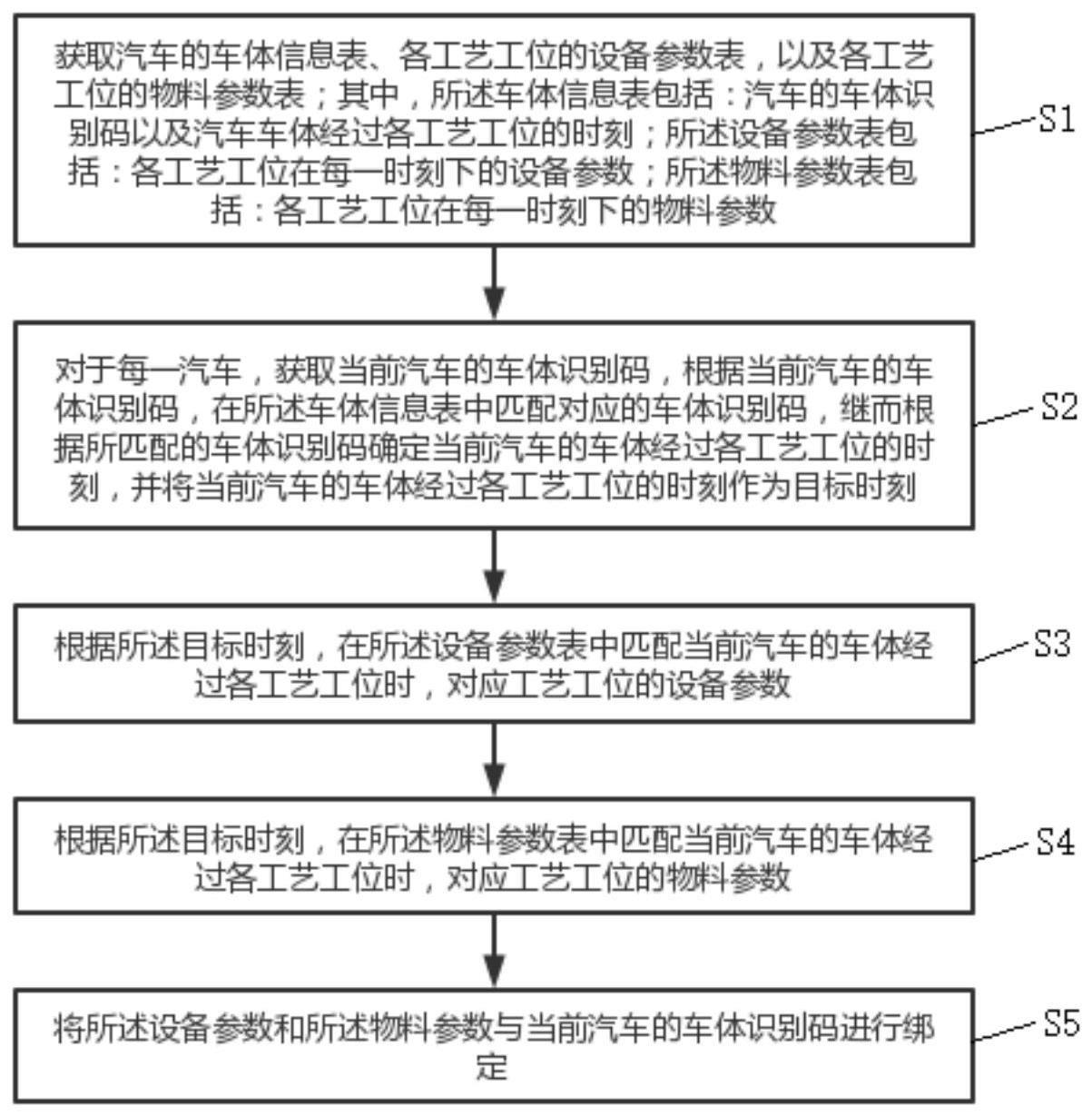
3、获取汽车的车体信息表、各工艺工位的设备参数表,以及各工艺工位的物料参数表;其中,所述车体信息表包括:汽车的车体识别码以及汽车车体经过各工艺工位的时刻;所述设备参数表包括:各工艺工位在每一时刻下的设备参数;所述物料参数表包括:各工艺工位在每一时刻下的物料参数;
4、对于每一汽车,获取当前汽车的车体识别码,根据当前汽车的车体识别码,在所述车体信息表中匹配对应的车体识别码,继而根据所匹配的车体识别码确定当前汽车的车体经过各工艺工位的时刻,并将当前汽车的车体经过各工艺工位的时刻作为目标时刻;
5、根据所述目标时刻,在所述设备参数表中匹配当前汽车的车体经过各工艺工位时,对应工艺工位的设备参数;
6、根据所述目标时刻,在所述物料参数表中匹配当前汽车的车体经过各工艺工位时,对应工艺工位的物料参数;
7、将所述设备参数和所述物料参数与当前汽车的车体识别码进行绑定。
8、作为优选方案,在所述将所述设备参数和所述物料参数与当前汽车的车体识别码进行绑定之后,还包括:
9、将绑定后的当前汽车的车体识别码、当前汽车的车体经过各工艺工位时,对应工艺工位的设备参数以及物料参数,在一预设的信息显示页面上进行显示。
10、作为优选方案,所述车体信息表的生成,包括:
11、获取汽车的车体识别码,根据所述车体识别码,在预设的数据库中提取对应汽车在涂装生产过程中,汽车车体经过各工艺工位的时刻;
12、根据每一汽车的车体识别码,以及每一汽车的车体经过各工艺工位的时刻,生成车体信息表。
13、作为优选方案,所述获取汽车的车体识别码,包括:
14、获取生产现场的rfid读写器的读写器信息,根据所述读写器信息得到对应汽车撬体中的rfid码片的码片信息;
15、对所述码片信息进行解析,得到汽车的车体识别码。
16、作为优选方案,所述设备参数表的生成,包括:
17、获取每一时刻下,各工艺工位的设备参数;其中,所述设备参数包括:各工艺工位中设备的温度、湿度、电压、电流以及设备运行状态的模拟参数;
18、对各所述模拟参数进行解析,得到各设备的数字参数,继而根据所述数字参数生成各工艺工位的设备参数表。
19、作为优选方案,所述对各所述模拟参数进行解析,得到各设备的数字参数,包括:
20、将各所述模拟参数输入一预设的模拟参数解析模块,以使所述模拟参数解析模块对各所述模拟参数进行解析,得到各设备的数字参数。
21、作为优选方案,所述物料参数表的生成,包括:
22、获取每一时刻下,各工艺工位的物料参数;其中,所述物料参数包括:前处理电泳槽液的导电率、ph值、脱脂碱浓度、磷化酸浓度以及电泳固体份;
23、根据所述物料参数,生成各工艺工位的物料参数表。
24、在上述实施例的基础上,本发明另一实施例提供了一种汽车生产工艺参数的管理装置,包括:数据获取模块、目标时刻确定模块、设备参数匹配模块、物料参数匹配模块以及汽车信息绑定模块;
25、所述数据获取模块,用于获取汽车的车体信息表、各工艺工位的设备参数表,以及各工艺工位的物料参数表;其中,所述车体信息表包括:汽车的车体识别码以及汽车车体经过各工艺工位的时刻;所述设备参数表包括:各工艺工位在每一时刻下的设备参数;所述物料参数表包括:各工艺工位在每一时刻下的物料参数;
26、所述目标时刻确定模块,用于对于每一汽车,获取当前汽车的车体识别码,根据当前汽车的车体识别码,在所述车体信息表中匹配对应的车体识别码,继而根据所匹配的车体识别码确定当前汽车的车体经过各工艺工位的时刻,并将当前汽车的车体经过各工艺工位的时刻作为目标时刻;
27、所述设备参数匹配模块,用于根据所述目标时刻,在所述设备参数表中匹配当前汽车的车体经过各工艺工位时,对应工艺工位的设备参数;
28、所述物料参数匹配模块,用于根据所述目标时刻,在所述物料参数表中匹配当前汽车的车体经过各工艺工位时,对应工艺工位的物料参数;
29、所述汽车信息绑定模块,用于将所述设备参数和所述物料参数与当前汽车的车体识别码进行绑定。
30、在上述实施例的基础上,本发明又一实施例提供了一种汽车生产工艺参数的管理设备,所述设备包括处理器、存储器以及存储在所述存储器中且被配置为由所述处理器执行的计算机程序,所述处理器执行所述计算机程序时实现上述发明实施例所述的汽车生产工艺参数的管理方法。
31、在上述实施例的基础上,本发明又一实施例提供了一种存储介质,所述存储介质包括存储的计算机程序,其中,在所述计算机程序运行时控制所述存储介质所在设备执行上述发明实施例所述的汽车生产工艺参数的管理方法。
32、相比于现有技术,本发明实施例具有如下有益效果:
33、在本发明中,对于每一汽车,根据当前汽车的车体识别码,在所述车体信息表中匹配对应的车体识别码,继而根据所匹配的车体识别码确定当前汽车的车体经过各工艺工位的时刻,并将当前汽车的车体经过各工艺工位的时刻作为目标时刻;根据所述目标时刻,在设备参数表中匹配当前汽车的车体经过各工艺工位时,对应工艺工位的设备参数;根据所述目标时刻,在物料参数表中匹配当前汽车的车体经过各工艺工位时,对应工艺工位的物料参数;将所述设备参数和所述物料参数与当前汽车的车体识别码进行绑定。通过本发明可以实现汽车涂装生产过程中,车体数据信息与生产工艺参数之间的有效绑定。
- 还没有人留言评论。精彩留言会获得点赞!