一种铝合金氩弧焊焊接图像分割方法及系统与流程
本发明涉及图像分割,具体涉及一种铝合金氩弧焊焊接图像分割方法及系统。
背景技术:
1、铝合金氩弧焊技术被广泛应用于焊接领域。由于焊接过程大多是人为操作,往往难于控制焊接的速度,焊接速度过慢,融化金属受热时间较长,吸收气体的机会较多,而凝固时气体可能未能及时逸出,就会使焊接表面形成气孔,造成气孔缺陷,从而影响焊接的质量。因此,为了便于分析气孔缺陷的严重程度,往往需要从焊接图像中分割出气孔缺陷区域。目前,对图像进行分割时,通常采用的方式为:采用大津阈值分割算法,对采集的铝合金氩弧焊焊接图像进行分割。
2、然而,当采用大津阈值分割算法,从采集的焊接图像中分割出气孔缺陷区域时,经常会存在如下技术问题:
3、由于铝合金氩弧焊焊接图像往往是采用相机直接采集的,所以采集的铝合金氩弧焊焊接图像中气孔缺陷特征往往并不明显,因此直接采用大津阈值分割算法,对采集的铝合金氩弧焊焊接图像进行分割时,往往并不能精确地从铝合金氩弧焊焊接图像中分割出气孔缺陷区域,往往导致气孔缺陷区域分割的准确度较低。
技术实现思路
1、本发明的内容部分用于以简要的形式介绍构思,这些构思将在后面的具体实施方式部分被详细描述。本发明的内容部分并不旨在标识要求保护的技术方案的关键特征或必要特征,也不旨在用于限制所要求的保护的技术方案的范围。
2、为了解决气孔缺陷区域分割的准确度较低的技术问题,本发明提出了一种铝合金氩弧焊焊接图像分割方法及系统。
3、第一方面,本发明提供了一种铝合金氩弧焊焊接图像分割方法,该方法包括:
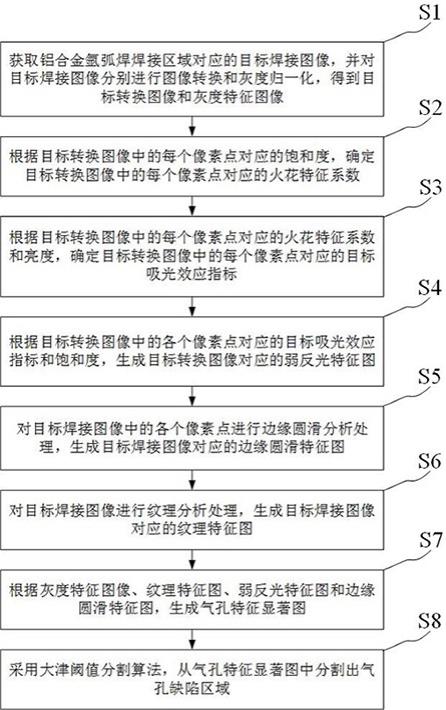
4、获取铝合金氩弧焊焊接区域对应的目标焊接图像,并对所述目标焊接图像分别进行图像转换和灰度归一化,得到目标转换图像和灰度特征图像;
5、根据所述目标转换图像中的每个像素点对应的饱和度,确定所述目标转换图像中的每个像素点对应的火花特征系数;
6、根据所述目标转换图像中的每个像素点对应的火花特征系数和亮度,确定所述目标转换图像中的每个像素点对应的目标吸光效应指标;
7、根据所述目标转换图像中的各个像素点对应的目标吸光效应指标和饱和度,生成所述目标转换图像对应的弱反光特征图;
8、对所述目标焊接图像中的各个像素点进行边缘圆滑分析处理,生成所述目标焊接图像对应的边缘圆滑特征图;
9、对所述目标焊接图像进行纹理分析处理,生成所述目标焊接图像对应的纹理特征图;
10、根据所述灰度特征图像、所述纹理特征图、所述弱反光特征图和所述边缘圆滑特征图,生成气孔特征显著图;
11、采用大津阈值分割算法,从所述气孔特征显著图中分割出气孔缺陷区域。
12、可选地,所述根据所述目标转换图像中的每个像素点对应的饱和度,确定所述目标转换图像中的每个像素点对应的火花特征系数,包括:
13、将所述目标转换图像中的每个像素点对应的预设滑窗内最大饱和度和最小饱和度的差值,确定为所述目标转换图像中的每个像素点对应的第一差异;
14、将所述目标转换图像中的每个像素点对应的饱和度与其对应的预设邻域内的每个像素点对应的饱和度的差值的绝对值,确定为所述预设邻域内的每个像素点对应的第二差异;
15、根据所述目标转换图像中的每个像素点对应的饱和度与所述预设邻域内的每个像素点对应的饱和度,确定所述预设邻域内的每个像素点对应的综合饱和指标,其中,饱和度与综合饱和指标呈正相关;
16、根据所述预设邻域内的各个像素点对应的综合饱和指标和第二差异,确定所述目标转换图像中的每个像素点对应的第一火花特征,其中,综合饱和指标和第二差异均与第一火花特征呈正相关;
17、根据所述目标转换图像中的每个像素点对应的第一差异和第一火花特征,确定所述目标转换图像中的每个像素点对应的火花特征系数,其中,第一差异和第一火花特征均与火花特征系数呈正相关。
18、可选地,所述根据所述目标转换图像中的每个像素点对应的火花特征系数和亮度,确定所述目标转换图像中的每个像素点对应的目标吸光效应指标,包括:
19、将所述目标转换图像中亮度通道中的最大值,确定为参考亮度;
20、将所述参考亮度与所述目标转换图像中的每个像素点对应的预设滑窗内的每个像素点对应的亮度的差值,确定为所述预设滑窗内的每个像素点对应的目标亮度差异;
21、根据所述预设滑窗内的每个像素点对应的亮度和目标亮度差异,确定所述预设滑窗内的每个像素点对应的第一吸光效应指标,其中,亮度与第一吸光效应指标呈负相关,目标亮度差异与第一吸光效应指标呈正相关;
22、根据所述预设滑窗内的各个像素点对应的第一吸光效应指标,确定所述目标转换图像中的每个像素点对应的第二吸光效应指标,其中,第一吸光效应指标和第二吸光效应指标呈正相关;
23、根据所述目标转换图像中的每个像素点对应的火花特征系数和第二吸光效应指标,确定所述目标转换图像中的每个像素点对应的目标吸光效应指标,其中,火花特征系数和目标吸光效应指标呈负相关,第二吸光效应指标和目标吸光效应指标呈正相关。
24、可选地,所述根据所述目标转换图像中的各个像素点对应的目标吸光效应指标和饱和度,生成所述目标转换图像对应的弱反光特征图,包括:
25、根据所述目标转换图像中的每个像素点对应的目标吸光效应指标和饱和度,确定所述目标转换图像中的每个像素点对应的弱反光指标,其中,目标吸光效应指标与弱反光指标呈正相关,饱和度与弱反光指标呈负相关;
26、将所述目标转换图像中的各个像素点对应的像素值,更新为对应的弱反光指标,得到弱反光特征图。
27、可选地,所述对所述目标焊接图像中的各个像素点进行边缘圆滑分析处理,生成所述目标焊接图像对应的边缘圆滑特征图,包括:
28、对所述目标焊接图像进行边缘检测,得到边缘像素点集合和非边缘像素点集合;
29、确定所述边缘像素点集合中的每个边缘像素点对应的边缘曲率;
30、根据每个边缘像素点对应的边缘曲率和其对应的预设邻域内的每个边缘像素点对应的边缘曲率,确定所述预设邻域内的每个边缘像素点对应的第一圆滑指标,其中,边缘曲率与第一圆滑指标呈正相关;
31、将每个边缘像素点对应的边缘曲率和其对应的预设邻域内的每个边缘像素点对应的边缘曲率的差值的绝对值,确定为所述预设邻域内的每个边缘像素点对应的第二圆滑指标;
32、根据所述预设邻域内的各个边缘像素点对应的第一圆滑指标和第二圆滑指标,确定所述边缘像素点集合中每个边缘像素点对应的边缘圆滑程度,其中,第一圆滑指标与边缘圆滑程度呈正相关,第二圆滑指标与边缘圆滑程度呈负相关;
33、将预设圆滑程度,设置为所述非边缘像素点集合中的每个非边缘像素点对应的边缘圆滑程度;
34、将所述目标焊接图像中的各个像素点对应的像素值,更新为对应的边缘圆滑程度,得到边缘圆滑特征图。
35、可选地,所述对所述目标焊接图像进行纹理分析处理,生成所述目标焊接图像对应的纹理特征图,包括:
36、对所述目标焊接图像进行灰度化,得到目标灰度图像;
37、确定所述目标灰度图像中的每个像素点对应的lbp值;
38、对所述目标灰度图像中的每个像素点对应的lbp值进行归一化,得到所述目标灰度图像中的每个像素点对应的目标纹理指标;
39、将所述目标灰度图像中的各个像素点对应的灰度值,更新为对应的目标纹理指标,得到纹理特征图。
40、可选地,所述根据所述灰度特征图像、所述纹理特征图、所述弱反光特征图和所述边缘圆滑特征图,生成气孔特征显著图,包括:
41、根据所述灰度特征图像、所述纹理特征图、所述弱反光特征图和所述边缘圆滑特征图,通过四元数傅里叶变换,得到四元傅里叶显著性图,并将得到的四元傅里叶显著性图,确定为气孔特征显著图。
42、可选地,所述采用大津阈值分割算法,从所述气孔特征显著图中分割出气孔缺陷区域,包括:
43、采用大津阈值分割算法,对所述气孔特征显著图进行阈值分割,得到分割阈值,并将所述气孔特征显著图中特征值大于所述分割阈值的像素点所在的区域,确定为候选缺陷区域;
44、根据所述候选缺陷区域中的各个像素点对应的特征值,确定所述候选缺陷区域对应的特征代表指标,其中,特征值与特征代表指标呈正相关;
45、当所述特征代表指标大于或等于预设缺陷阈值时,将所述候选缺陷区域确定为气孔缺陷区域。
46、可选地,所述获取铝合金氩弧焊焊接区域对应的目标焊接图像,包括:
47、通过ccd相机,获取铝合金氩弧焊焊接区域的表面图像,并将该表面图像,作为初始焊接图像;
48、采用双边滤波的去噪方法,对初始焊接图像进行去噪处理,并将去噪后的初始焊接图像,作为目标焊接图像。
49、第二方面,本发明提供了一种铝合金氩弧焊焊接图像分割系统,包括处理器和存储器,上述处理器用于处理存储在上述存储器中的指令以实现上述的一种铝合金氩弧焊焊接图像分割方法。
50、本发明具有如下有益效果:
51、本发明的一种铝合金氩弧焊焊接图像分割方法,通过对目标焊接图像进行图像处理,生成气孔特征显著图,放大了气孔缺陷的特征,解决了气孔缺陷区域分割的准确度较低的技术问题,提高了气孔缺陷区域分割的准确度。首先,对获取的目标焊接图像分别进行图像转换和灰度归一化,可以便于后续放大气孔缺陷的特征。接着,由于气孔缺陷是金属凝固时气体未能及时逸出使焊接表面形成的气孔,所以存在火花的区域往往是正在焊接,还没有凝固的区域,因此火花区域内往往不会存在气孔缺陷。故确定目标转换图像中的每个像素点对应的火花特征系数,可以便于后续确定火花区域。然后,综合考虑火花特征系数和亮度,可以提高目标吸光效应指标确定的准确度。其次,由于不同类型的区域的吸光效应往往不同,因此确定像素点对应的目标吸光效应指标可以便于和后续判断像素点是否为气孔缺陷像素点。继续,综合考虑目标转换图像中的各个像素点对应的目标吸光效应指标和饱和度,可以提高弱反光特征图生成的准确度。之后,对目标焊接图像中的各个像素点进行边缘圆滑分析处理,可以提高边缘圆滑特征图生成的准确度。而后,对目标焊接图像进行纹理分析处理,可以便于提取目标焊接图像的纹理特征,可以提高纹理特征图生成的准确度。其次,综合考虑灰度特征图像、纹理特征图、弱反光特征图和边缘圆滑特征图,可以得到放大了气孔缺陷特征的气孔特征显著图。最后,采用大津阈值分割算法,从气孔特征显著图中分割出气孔缺陷区域,实现了气孔缺陷区域的精确分割。相较于直接采用大津阈值分割算法,从目标焊接图像中分割出气孔缺陷区域,本发明通过量化多个与气孔缺陷相关的指标,放大了气孔缺陷特征,得到了放大了气孔缺陷特征的气孔特征显著图,并从放大了气孔缺陷特征的气孔特征显著图中分割出气孔缺陷区域,提高了气孔缺陷区域分割的准确度。
- 还没有人留言评论。精彩留言会获得点赞!