密封胶密封质量检测方法、装置、设备及其介质与流程
本发明涉及密封质量检测,尤其涉及一种密封胶密封质量检测方法、装置、设备及其介质。
背景技术:
1、汽车车灯作为照明和安全信号传递的工具,是汽车必不可少的组件。为了提高车灯的使用性能,要求车灯具有良好密封质量。如果汽车车灯的密封质量不好,会造成水汽的侵入,进而影响车灯照明、车灯寿命和车灯外观,危及行车安全。汽车车灯在生产制作过程中,密封胶的粘结强度好,通常使用密封胶粘结进而实现密封保护,使用时,将密封胶均匀涂抹在第一装配件上,通过密封胶形成的密封胶层与第二装配件密封粘结。由于生产过程中涂抹密封胶时胶量无法实时把控等问题,密封胶的密封质量无法得到保障,若密封质量有问题,将直接影响设备的性能和寿命,进而影响设备运行的可靠性。
2、现代化高速的生产线,人眼无法识别或识别效率较低,另外,高额的人工成本,都迫使生产企业进行变革,如通过机器视觉助力产品质量检测效率,引入视觉检测系统,让机器来替代人工检测进而提高生产检测效率。密封胶的密封质量检测可以通过人眼进行,但由于工作人员在长时间工作下容易疲惫,人工视觉质量效率低下。为了提高检测效率,现有技术中采用机器视觉对密封胶的密封质量进行检测,例如基于深度学习和halcon处理技术的密封胶密封质量检测,虽然两种方法检测过程检测效率高,但是基于深度学习在检测过程中需要获取大量数据集,且需要消耗时间去标注样本,耗时耗力,且当背景改变时,还需要重新训练模型,适用性不高;基于halcon处理技术的密封胶检测技术无法识别少胶状态,且存在合格品误判不合格品的问题,检测准确性低。
技术实现思路
1、本发明要解决的技术问题是:为了解决现有技术中密封胶密封质量速度慢、适用性低以及检测准确性低的问题,本发明提供一种密封胶密封质量检测方法,提高了密封胶密封质量检测的效率,测量准确率高,且适用性高。
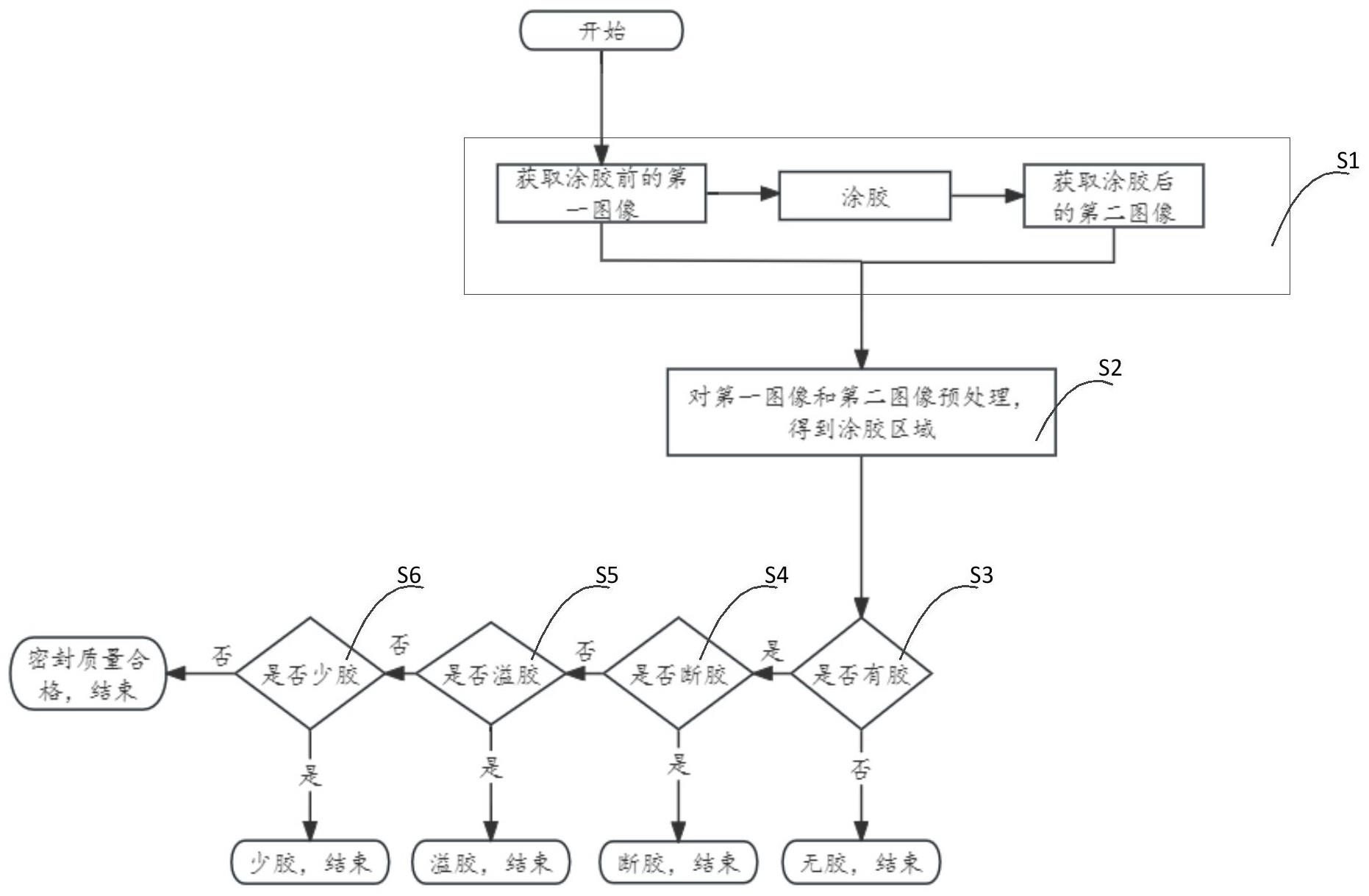
2、本发明解决其技术问题所采用的技术方案是:一种密封胶密封质量检测方法,包括以下步骤:
3、s1,获取涂胶前的第一图像和涂胶后的第二图像;
4、s2,对所述第一图像和所述第二图像预处理,得到涂胶区域;
5、s3,通过目标检测模型判断所述涂胶区域是否有涂胶,若有胶,则进入下一步;
6、s4,获取所述涂胶区域的胶体轮廓,根据胶体轮廓判断所述涂胶区域是否有断胶,若无断胶,则进入下一步;
7、s5,计算所述胶体轮廓的宽度值 w,并与预设宽度值比较,判断所述涂胶区域是否有溢胶,若所述胶体轮廓的宽度值 w在预设宽度值的范围内,则无溢胶,进入下一步;
8、s6,计算所述涂胶区域的骨骼线,获取所述骨骼线在所述胶体上的占比值,并与预设阈值比较,判断所述涂胶区域是否有少胶,若无少胶,密封胶的密封质量合格;
9、所述步骤s6具体包括以下步骤:
10、s61,获取所述涂胶区域的顶点以及所述顶点的坐标;
11、s62,根据所述顶点的坐标计算所述涂胶区域质心的坐标p( x, y);
12、s63,根据所述顶点和所述质心对所述涂胶区域进行区域划分,形成多个子区域,所述子区域的数量和所述顶点的数量相同;
13、s64,计算所述涂胶区域的骨骼线,所述涂胶区域的骨骼线的计算包括:所述胶体轮廓包括胶体外轮廓和胶体内轮廓,获取所述胶体外轮廓的像素点a(x1,y1),以及所述像素点a(x1,y1)距离所述胶体内轮廓上最近的像素点a(x2,y2),计算所述像素点a和所述像素点a之间中心点的坐标,遍历所述胶体外轮廓和所述胶体内轮廓的全部像素点,计算得到所有中心点的坐标,连接所有中心点形成的直线为所述骨骼线;
14、s65,统计每块子区域骨骼线在胶体上的占比,将占比值与预设阈值比较,判断所述涂胶区域是否有少胶;
15、若无少胶,密封胶的密封质量合格;
16、反之,若少胶,密封胶的密封质量不合格。
17、进一步,具体地,所述步骤s2具体包括以下步骤:
18、s21,将所述第一图像和所述第二图像进行灰度处理,得到第一灰度图像和第二灰度图像;
19、s22,所述第一灰度图像上像素点的灰度值减去所述第二灰度图像上像素点的灰度值得到差分图像;
20、s23,对所述差分图像进行亮度自适应调整;
21、s24,利用滤波器对亮度调整后的所述差分图像进行滤波,得到滤波图像;
22、s25,通过大津法分割将所述滤波图像分为前景和背景,得到二值图像;
23、s26,基于所述二值图像,计算最大连通区域,所述最大连通区域为涂胶区域。
24、进一步,具体地,所述步骤s3具体包括以下步骤:
25、s31,将所述涂胶区域输入至所述目标检测模型检测,得到所述涂胶区域的线信息和位置坐标信息;
26、s32,根据所述线信息和所述位置坐标信息计算所述涂胶区域的面积;
27、s33,将所述涂胶区域的面积值与预设阈值比较;
28、若在所述预设阈值范围内,则判定为有胶,进入步骤s4;
29、反之,则为无胶,所述密封胶的密封质量不合格。
30、进一步,具体地,所述步骤s4具体包括以下步骤:
31、s41,根据所述线信息,提取所述涂胶区域的胶体内轮廓和胶体外轮廓,所述胶体内轮廓和所述胶体外轮廓之间形成所述胶体;
32、s42,检测所述胶体内轮廓和所述胶体外轮廓是否封闭;
33、若封闭,则未断胶,进入步骤s5;
34、反之,则为断胶,所述密封胶的密封质量不合格。
35、进一步,具体地,所述胶体轮廓的宽度值 w计算包括以下步骤:
36、
37、其中, xn1表示所述胶体外轮廓的横坐标, xn2表示所述胶体内轮廓的横坐标, yn1表示所述胶体外轮廓的纵坐标, yn2表示所述胶体内轮廓的纵坐标。
38、进一步,具体地,所述质心的坐标p( x, y)计算公式为:
39、;
40、;
41、其中, n为线信息的数量, i为根据顶点的数量形成三角形的数量,si为形成三角形的面积,xi为以si为面积三个顶点的横坐标之和,yi为以si为面积三个顶点的纵坐标之和。
42、一种密封胶密封质量检测装置,所述检测装置包括:
43、视觉控制器,用以传输控制信号;
44、工业相机,根据所述控制信号拍摄涂胶前的第一图像和涂胶后的第二图像;
45、算法移动端,用以执行如上所述的密封胶密封质量检测方法;
46、显示器,显示所述工业相机拍摄的所述第一图像和所述第二图像;
47、一种计算机设备,包括:
48、处理器;
49、存储器,用于存储可执行指令;
50、其中,所述处理器用于从所述存储器中读取所述可执行指令,并执行所述可执行指令以实现如上所述的密封胶密封质量检测方法。
51、一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,当所述计算机程序被处理器执行时,使得处理器实现如上所述的密封胶密封质量检测方法
52、本发明的有益效果是,本发明的一种密封胶密封质量检测方法,能够快速准确地辨别出密封胶是否涂在正确的位置上,提高了密封胶密封质量检测的效率,密封质量检测准确率高,且适用性高。
- 还没有人留言评论。精彩留言会获得点赞!