作业车间调度方法、作业车间调度装置及电子设备与流程
本发明涉及生产调度,尤其涉及一种作业车间调度方法、作业车间调度装置及电子设备。
背景技术:
1、作为生产与管理过程中的重要环节,车间调度,例如工程机械行业的组装线调度是研究热点。
2、相关技术可知,当前组装线调度主要依靠人工经验方式进行,这不仅造成人工成本的提高,并且还存在排程不合理、不科学的问题。因此,当前寻找一种能够自动、科学的进行作业车间调度的方法成为研究热点。
技术实现思路
1、本发明提供一种作业车间调度方法、作业车间调度装置及电子设备,实现了可以自动、科学的进行作业车间调度,从而能够提高作业车间的生产效率。
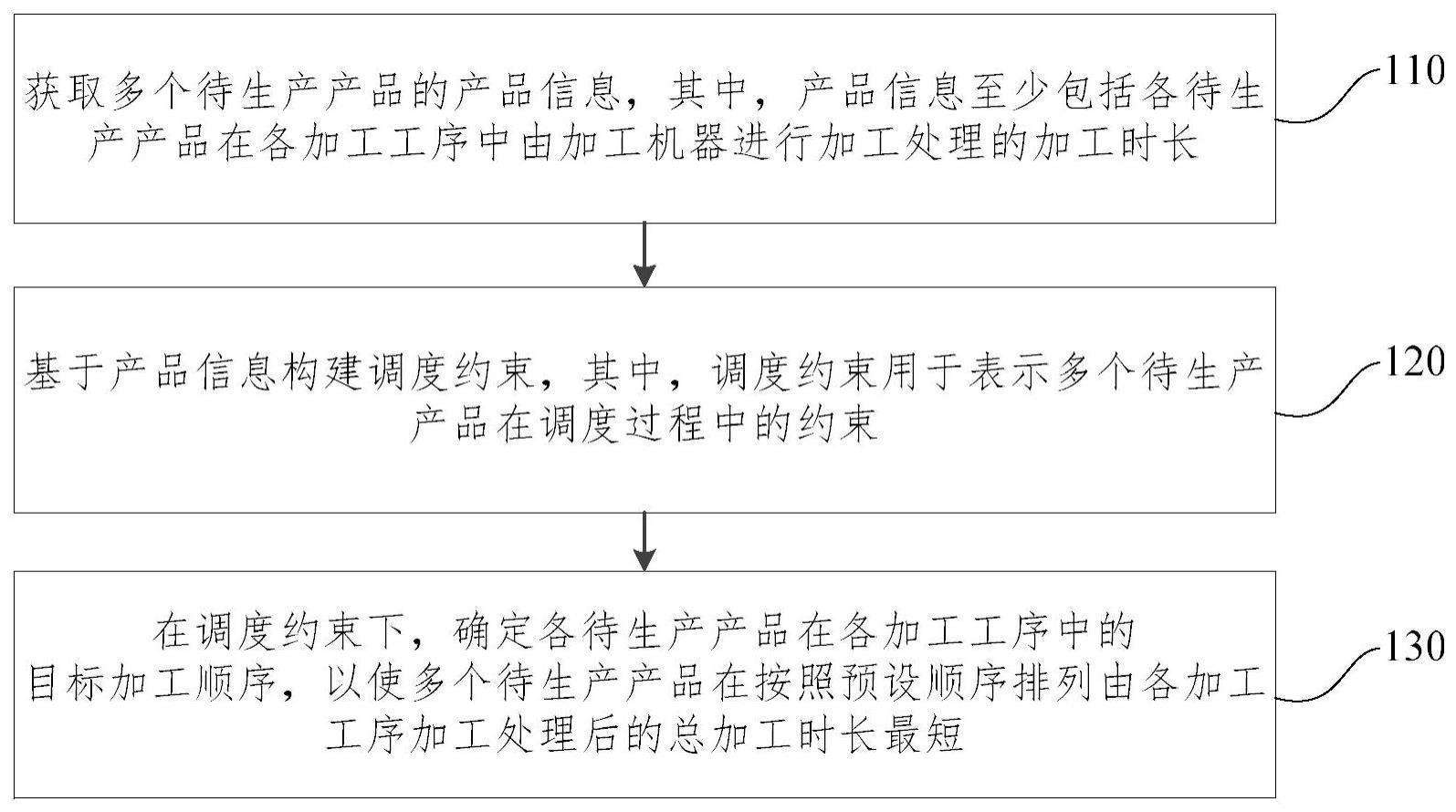
2、本发明提供一种作业车间调度方法,所述作业车间包括按照预设顺序排列的加工工序,各所述加工工序由至少一个加工机器执行,所述方法包括:获取多个待生产产品的产品信息,其中,所述产品信息至少包括各所述待生产产品在各所述加工工序中由所述加工机器进行加工处理的加工时长;基于所述产品信息构建调度约束,其中,所述调度约束用于表示多个所述待生产产品在调度过程中的约束;在所述调度约束下,确定各所述待生产产品在各所述加工工序中的目标加工顺序,以使多个所述待生产产品在按照所述预设顺序排列由各所述加工工序加工处理后的总加工时长最短。
3、根据本发明提供一种的作业车间调度方法,所述在所述调度约束下,确定各所述待生产产品在各所述加工工序中的目标加工顺序,具体包括:在所述调度约束下,基于人工蜂群算法,确定各所述待生产产品在各所述加工工序中的初始加工顺序;对所述初始加工顺序进行启发搜索,得到与所述初始加工顺序对应的多个启发搜索后加工顺序;基于多个所述启发搜索后加工顺序,确定所述目标加工顺序。
4、根据本发明提供一种的作业车间调度方法,在所述基于人工蜂群算法,确定各所述待生产产品在各所述加工工序中的初始加工顺序之前,所述方法还包括:按照预设排序规则,初始化各所述待生产产品在各所述加工工序中的多组候选加工顺序;基于多组所述候选加工顺序,确定与所述人工蜂群算法对应的初始种群;所述基于人工蜂群算法,确定各所述待生产产品在各所述加工工序中的初始加工顺序,具体包括:基于所述初始种群和所述人工蜂群算法,确定各所述候选加工顺序的序列适应值;基于所述序列适应值,确定各所述待生产产品在各所述加工工序中的初始加工顺序。
5、根据本发明提供一种的作业车间调度方法,所述启发搜索后加工顺序包括第一启发搜索后加工顺序和第二启发搜索后加工顺序;所述对所述初始加工顺序进行启发搜索,得到与所述初始加工顺序对应的多个启发搜索后加工顺序,具体包括:基于变邻域搜索算法,对所述初始加工顺序进行启发搜索,得到与所述初始加工顺序对应的多个第一启发搜索后加工顺序;基于附加搜索算法,对所述初始加工顺序进行启发搜索,得到与所述初始加工顺序对应的多个第二启发搜索后加工顺序,其中,所述附加搜索算法为除所述变邻域搜索算法之外的其他启发搜索算法;所述基于多个所述启发搜索后加工顺序,确定所述目标加工顺序,具体包括:基于多个所述第一启发搜索后加工顺序,确定第一种群;基于多个所述第二启发搜索后加工顺序,确定第二种群;基于所述第一种群和所述第二种群,确定第三种群;将所述第三种群作为更新后的初始种群,并重复迭代执行预设次数的基于所述初始种群确定初始加工顺序,以及对所述初始加工顺序进行启发搜索得到多个启发搜索后加工顺序,直至基于多个启发搜索后加工顺序确定所述目标加工顺序的步骤,并将执行完最后一次前述各步骤得到的目标加工顺序作为最终的目标加工顺序。
6、根据本发明提供的一种作业车间调度方法,所述基于多个所述启发搜索后加工顺序,确定所述目标加工顺序,具体包括:获取各所述启发搜索后加工顺序的序列适应值;将序列适应值最小的启发搜索后加工顺序,作为所述目标加工序列。
7、根据本发明提供的一种作业车间调度方法,所述基于所述第一种群和所述第二种群,确定第三种群,具体包括:将所述第一种群内的所述第一启发搜索后加工顺序和所述第二种群内的所述第二启发搜索后加工顺序进行合并,得到合并启发搜索后加工顺序;分别确定多个所述合并启发搜索后加工顺序的序列适应值,并按照序列适应值由低到高的顺序进行排序,得到第一序列;选取位于所述第一序列前端的预设数目的所述合并启发搜索后加工顺序;基于所述预设数目的所述合并启发搜索后加工顺序,得到所述第三种群。
8、根据本发明提供的一种作业车间调度方法,所述第一种群采用以下方式确定:分别确定所述第一启发搜索后加工顺序的序列适应值,以及所述初始加工顺序的序列适应值;在所述第一启发搜索后加工顺序的序列适应值小于所述初始加工顺序的序列适应值的情况下,将所述第一启发搜索后加工顺序进行聚合保存,得到所述第一种群;在所述第一启发搜索后加工顺序的序列适应值大于所述初始加工顺序的序列适应值的情况下,将所述初始加工顺序进行聚合,得所述第一种群。
9、根据本发明提供的一种作业车间调度方法,所述第二种群采用以下方式确定:分别确定所述第二启发搜索后加工顺序的序列适应值,以及所述初始加工顺序的序列适应值;在所述第二启发搜索后加工顺序的序列适应值小于所述初始加工顺序的序列适应值的情况下,将所述第二启发搜索后加工顺序进行聚合保存,得到所述第二种群;在所述第二启发搜索后加工顺序的序列适应值大于所述初始加工顺序的序列适应值的情况下,将所述初始加工顺序进行聚合保存,得到所述第二种群。
10、本发明还提供一种作业车间调度装置,所述作业车间包括按照预设顺序排列的加工工序,各所述加工工序由至少一个加工机器执行,所述装置包括:获取模块,用于获取多个待生产产品的产品信息,其中,所述产品信息至少包括各所述待生产产品在各所述加工工序中由所述加工机器进行加工处理的加工时长;构建模块,用于基于所述产品信息构建调度约束,其中,所述调度约束用于表示多个所述待生产产品在调度过程中的约束;处理模块,用于在所述调度约束下,确定各所述待生产产品在各所述加工工序中的目标加工顺序,以使多个所述待生产产品在按照所述预设顺序排列由各所述加工工序加工处理后的总加工时长最短。
11、本发明还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一种所述作业车间调度方法的步骤。
12、本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述作业车间调度方法的步骤。
13、本发明提供的作业车间调度方法、作业车间调度装置及电子设备,获取多个待生产产品的产品信息,其中,产品信息至少包括各待生产产品在各加工工序中由所述加工机器进行加工处理的加工时长;再基于产品信息构建多个待生产产品在调度过程中的调度约束,并在调度约束下,自动确定各待生产产品在各加工工序中的目标加工顺序,以使多个待生产产品在按照预设顺序排列由各加工工序加工处理后的总加工时长最短,从而实现了自动、科学的进行作业车间调度,进而能够提高作业车间的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!