一种带钢冷连轧的群智能优化轧制力预测方法与流程
本发明涉及轧制过程智能控制,具体为一种带钢冷连轧的群智能优化轧制力预测方法。
背景技术:
1、近年来,随着中厚板产线转型升级,客户对中厚板的质量要求,特别是对中厚板产品板形和厚度等尺寸精度的要求越来越高。轧制力模型是决定中厚板产品厚度精度的关键。轧制力模型建模复杂,涉及变量繁多,大多相互强耦合,而且存在严重非线性。因此,需要寻找新的突破口,比如用智能算法优化轧制力模型,对现有轧制数学模型加以改进,提高模型预测精度。
2、智能优化算法规避了对复杂轧制数学模型永无止境的深入探索,以大量现场生产数据为基础,通过利用现代计算机的超强计算能力,得到了各项数据间的数学规律。大数据时代,现场实际生产数据就是最宝贵的资源,因此,基于传统轧制理论,在理论模型和回归模型的基础上,从海量生产数据中剔除不良数据并加之以智能算法处理,从生产数据中发现内部规律,建立高精度的轧制力模型。
3、现有技术中,专利号cn 115577308 a《一种故障特征选择的蛇优化支持向量机的轴承故障分类方法》该方法能够在输入少量的故障特征下,快速准确,高效的完成轴承的故障分类。该方法包括数据处理模块、特征选择模块、模型参数优化模快以及故障分类模块。数据处理模块将采集的原始数据进行划分,然后将每组数据通过计算转换成时域信号指标,作为模型的故障特征输入输入数据。特征选择模块采用决策树进行最优故障特征,决策树基于划分属性对根节点进行划分,将划分属性作为模型的最优故障特征。模型参数优化模快将蛇优化算法和支持向量机相结合,提高模型的分类准确率以及分类时间。故障分类模块将轴承故障划分四种形式,并精准定位故障状态。专利号cn 116306220 a《一种基于量子粒子群算法与bp神经网络的轧制力预测方法》包括步骤如下:步骤1:采集样本数据,包括入口厚度、压下量、轧制速度、轧制温度、轧件宽度、轧辊半径、传统模型预报值、自学习系数、轧制力实测值;步骤2:对样本中的数据进行筛选;步骤3:对样本中的数据进行归一化处理,将所收集的带钢原始生产数据样本分为训练集、验证集、测试集;步骤4:确定bp神经网络的网络结构,确定神经网络的输入节点为:轧件入口厚度、压下量、轧制速度、轧制温度、轧件宽度、轧辊半径、传统模型预报值;并利用训练集、验证集、测试集对bp神经网络进行训练;步骤5:利用量子粒子群算法对bp模型初始权阈值进行优化,并进行模型测试。
4、上述专利技术基于传统智能优化算法全局搜索能力强,局部搜索能力较弱,往往只能得到次优解而不是最优解;粒子群算法产生早熟收敛并被证明算法不是全局收敛,未加权重收敛速度快但容易陷入局部最优解;蚁群、鱼群算法参数设置复杂,如果参数设置不当,容易偏离优质解;鲸鱼优化算法存在算法陷入局部极值和收敛速度问题。
技术实现思路
1、本发明的目的在于提供一种带钢冷连轧的群智能优化轧制力预测方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种带钢冷连轧的群智能优化轧制力预测方法,包括以下步骤:
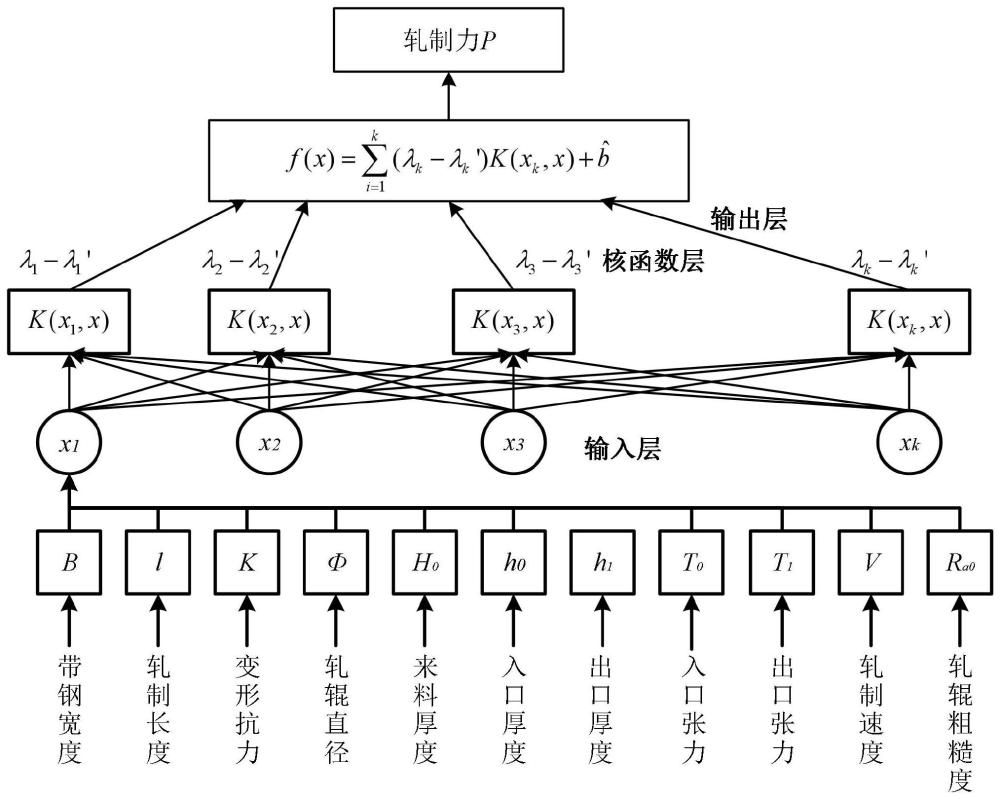
4、s1:采集样本数据,包括带钢宽度b、轧制长度l、变形抗力k、轧辊直径φ、来料厚度h0、入口厚度h0、出口厚度h1、入口张力t0、出口张力t1、轧制速度v、轧辊原始粗糙度ra0、输出轧制力p;
5、s2:检测样本中的孤立点来确定异常值;
6、s3:对样本中的数据进行归一化处理,将所收集的带钢原始生产数据样本分为训练集、验证集、测试集;
7、s4:确定蛇优化算法,并引入多阶段自改进学习因子策略;并利用训练集、验证集、测试集对引入多阶段自改进学习因子策略的蛇优化算法进行训练、验证和测试;
8、s5:利用s4更新蛇群中雌/雄性个体位置和对应的适应度值,确定蛇群最优适应度值及对应的位置;取上次迭代和本次计算的蛇群最优适应度值之小者作为蛇群当前最优适应度值,对应位置为蛇群最优位置;
9、s6:判断算法是否达到最大迭代次数,若满足,则执行s7;否则返回s4;
10、s7:达到最大迭代次数后,输出蛇群的最优位置,即全局最优辨识参数,以及对应的适应度值,计算得出结果输出轧制力p。
11、更进一步地,s2中包括训练阶段:使用数据集样本构建孤立树,具体方法如下:
12、s201:从原始数据中随机选取m个样本作为数据集;
13、s202:从数据集中随机选取一个特征,在该特征最大值和最小值间随机选取一个切割点p;
14、s203:在p点形成一个超平面,将数据集进行二分割,数据集中小于p的数据划分至左侧子节点,大于等于的数据划分至右侧子节点;
15、s204:分别在新分割的左右两侧子节点数据重复s202-s203,直至数据不可分或达到最大分割深度;
16、s205:重复上述过程,构建t颗孤立树。
17、更进一步地,s2中还包括检测阶段:将被测样本x代入孤立树中,并计算由根节点到样本所在节点的路径长度,遍历t棵树得出平均路径长度h(x);对所有的被测样本点的平均路径长度做归一化,得到一个0-1之间的异常分数,越接近1异常的可能性越高。
18、更进一步地,异常分数的计算方法为:
19、
20、其中,n表示孤立树分化的节点个数,e(h(x))为样本x的路径长度的期望值,h(x)表示样本x的平均路径长度;
21、
22、其中:c(n)表示n个样本构建的孤立树的平均路径长度;h(x)=ln(x)+γ,γ是欧拉常数。
23、更进一步地,s4中具体方法如下:蛇优化算法将支持向量机的分类准确率作为目标函数,惩罚参数(c)和核参数(g)作为蛇优化算法的变量;蛇的个体相当于在可行空间中的解,通过模拟蛇的生活习性完成寻优;种群受食物数量和当前温度两个因素的影响,在二者的共同作用下产生不同的行为;食物数量qty(t)和温度temp(t)的计算公式如下:
24、
25、其中,t和t分别为当前迭代次数和最大迭代次数,c1为学习因子;
26、更进一步地,当食物数量qty(t)低于阈值qty_th时,种群进入勘探阶段进行全局搜索,通过生成随机个体决定种群位置的更新,公式如下:
27、
28、式中:xi,m和xi,f分别为第i个雄性和雌性个体位置,xmax和xmin分别为种群位置的上下边界,xr,m和xr,f分别为雄性和雌性种群中随机个体的位置,c2为学习因子,r为[0,1]之间的随机数,am和af分别为雄性和雌性个体寻找食物的能力,如下所示:
29、
30、式中:fr,m和fr,f分别为雄性和雌性随机个体适应度值,fi,m和fi,f分别为第i个雄性和雌性个体适应度值;
31、更进一步地,当食物数量qty(t)高于食物数量阈值qty_th时,从全局寻优转为局部寻优,若当前温度temp(t)高于温度阈值temp_th,种群位置更新公式如下:
32、
33、式中:xfood为食物位置,c3为学习因子;
34、若当前温度temp(t)低于温度阈值temp_th,则产生一个随机值model,当model高于模式阈值model_th时,种群进入战斗模式,位置更新公式如下:
35、
36、式中:xbest,m和xbest,f分别为雄性和雌性最佳适应度个体所在位置,fm和ff分别为雄性和雌性个体的战斗能力,公式如下:
37、
38、式中:fbest,f和fbest,m分别为雄性和雌性种群的全局最佳适应度值;
39、当model低于模式阈值model_th时,种群进入交配模式,位置更新公式如下:
40、
41、式中:mm和mf分别为雄性和雌性个体的战斗能力,计算公式如下:
42、
43、若交配后产生下一代个体,则用新一代个体替换种群中适应度最差的个体,重新初始化种群:
44、
45、式中:和分别为雄性和雌性最差适应度个体的位置;
46、参数取值分别为:qty_th=0.25;temp_th=0.6;model_th=0.6;c1=0.5;c2=0.05;c3=2.0。
47、与现有技术相比,本发明的有益效果是:
48、本发明的带钢冷连轧的群智能优化轧制力预测方法,在现有蛇优化方法的基础上继续做改进,改成了引入多阶段自改进学习因子策略的蛇优化算法,消除了蛇优化在不同阶段需要人为设定阈值进行优化的缺点,在数据预处理阶段,通过检测样本中的孤立点确定数据的异常值,进一步提高轧制力预测精度,以达到精确指导生产的目的。
- 还没有人留言评论。精彩留言会获得点赞!