一种转油站无人值守模式下设备工艺产能的管理方法与流程
本发明涉及油田站场设备工艺产能管理,尤其是涉及一种转油站无人值守模式下设备工艺产能的管理方法。
背景技术:
1、随着油田数字化、数智化建设的不断推进,油田站场已经实现采集获取集输过程中各关键点的运行参数数据,具备实现转油站点的无人化管理模式,这对油田工艺的精细化管理提出了进一步要求。油田转油站是油气集输系统的主要环节,其将多口采油井来油集中在一起,进行油气分离、油气计量、加热沉降和油气转输等作业。而目前站场人员对井间的来液处理处于一种粗放式的管理,尚无能力精细化判断当前井间来液是否已超出站场泵设备的输运能力与炉子的加热能力,通常容易引发以下问题:
2、①当泵设备处理能力跟不上井间来液量时,就会导致三相分离器的冒罐问题;
3、②当运行的泵设备不属于高效率区间时,存在一定能源的浪费;
4、③当分配给加热、掺水工艺的走液量大于相应泵设备的处理能力时,就会导致二合一的冒罐问题;
5、④当分配给加热、掺水工艺的走液量大于相应炉子的处理能力时,生产温度容易存在不达标情况;
6、⑤当分配给加热、掺水工艺的走液量存在不合理,运行的炉设备不属于高效率区间时,存在一定的能源浪费。
7、因此如何避免上述情况的发生,成了亟待解决的问题。
技术实现思路
1、本发明的目的在于提供一种基于转油站无人值守模式下实现设备工艺产能均衡管理的方法,以解决上述技术问题。本发明主要根据各类泵组、加热炉区的走液能力与生产任务指标,来评价站场处理来液的能力,同时根据各类泵与加热炉的状态效率或额定产能大小,来推荐各类设备的走液量,从而实现设备工艺产能的均衡管理。
2、本发明提供一种转油站无人值守模式下设备工艺产能的管理方法,所述管理方法具有以下步骤:
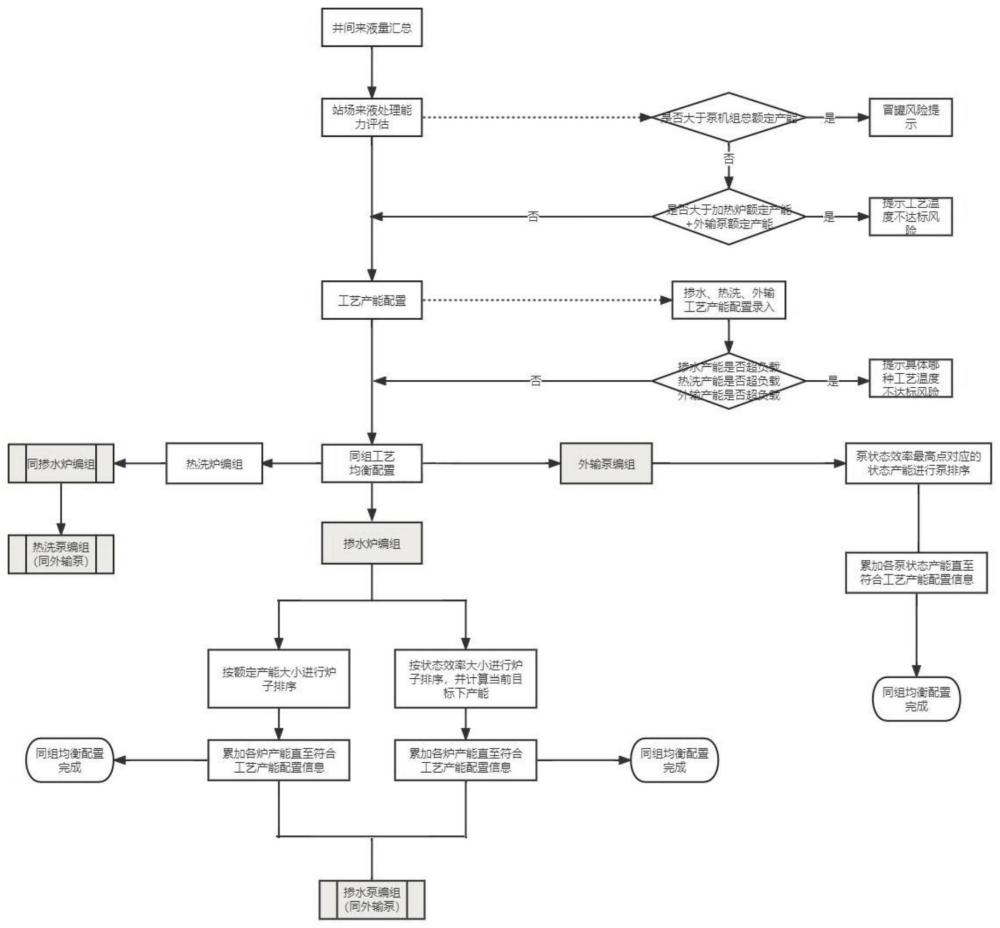
3、井间来液汇总步骤,统计井间来液经计量间、阀组间汇总后流向三相分离器的汇管走液量v总;
4、设备额定产能与状态效率获取步骤,对加热炉与泵设备状态效率与额定产能的获取;
5、站场处理能力评估步骤,针对井间来液,进行站场处理液量的能力评估;
6、工艺产能配置风险判断步骤,计算满足生产目标温度下,加热炉、泵设备处理走液量能力,提示掺水、热洗、外输工艺是否存在不合理配置;
7、同组工艺均衡配置步骤,针对掺水、热洗、外输三种工艺编组情况,进行同组工艺间走液量的分配,按照额定产能或状态效率进行各设备产能分配。
8、进一步,所述设备额定产能与状态效率获取步骤包括:
9、取一段时间历史数据进行分析,提取最高的炉效作为加热炉的状态效率;
10、明确该台加热炉的额定功率pe,根据当前入口温度t入、目标出口温度t出,求出当前工况下的额定产能作为加热炉的额定产能;
11、
12、取一段时间历史数据进行分析,提取最高的泵效作为泵设备的状态效率;
13、取泵的额定设计流量,根据不同转速下泵的特性曲线效率η-流量qv来确定,取最高泵效率下对应的流量作为泵设备的额定产能。
14、进一步,所述站场处理能力评估步骤包括:
15、(1)根据泵组铭牌信息,明确每台泵的额定产能;
16、(2)当所有泵总的额定产能低于站场来液量时,报警提示三相分离器存在冒罐风险;
17、(3)当所有泵总的额定产能高于站场来液量时,则判断站场各加热炉额定产能和外输泵额定产能之和是否低于站场来液量,若低于则提示二合一存在工艺温度不达标风险,若高于则进入工艺产能配置风险判断步骤。
18、进一步,所述工艺产能配置风险判断步骤包括:
19、(1)制定掺水、热洗、外输工艺所需走液量产能v掺、v热、v外具体数值,其中v外+v掺+v热=v总;
20、(2)读取站场来液温度,作为各加热炉的进口温度,同时明确所有掺水炉、热洗炉出口温度要求,依据每台加热炉状态效率,计算当前工况下每台加热炉的走液量,计算公式如下:矫正系数数值由站场人员可接受燃气长时间处于多少负荷来确定;统计编组为掺水炉总的走液量v′掺、热洗炉的总的走液量v′热;
21、(3)对比掺水炉总的走液量v′掺、热洗炉的总的走液量v′热与v掺、v热;若v′掺<v掺,提示掺水工艺温度存在不达标风险;若v′热<v热,提示热水工艺温度存在不达标风险;对比泵机组总的额定产能v′外与v外,若ν′外<ν外则提示外输工艺存在超负荷运行风险。
22、进一步,所述同组工艺均衡配置步骤包括:
23、对掺水炉编组、热水炉编组以及泵设备编组,所述对泵设备编组步骤包括:
24、选取同种工艺中每台泵状态效率最高点对应的状态产能为泵处理能力,按照各台泵状态产能大小进行从大到小排序,依次取出前n台外输泵,当n台泵状态产能之和大于或等于总工艺产能v工艺时,则参与该工艺的泵个数由此确定;依据n台外输泵状态产能归一化后的比例v产1∶ν产2∶......v产n,带权划分确定出各泵设备实际应分配走液量v工艺v产i;以各泵分配的走液量大小为目标推送给自动化,通过调整变频器大小,实现走液量的自动化控制;所述工艺产能v工艺为ν掺、ν热、ν外中的任意一种。
25、进一步,所述同组工艺均衡配置步骤中,按照额定产能进行加热炉设备产能分配步骤包括:
26、掺水炉编组,按照各掺水加热炉额定产能大小进行从大到小排序,依次取出前n台掺水加热炉,当n台掺水炉额定产能之和大于总掺水产能ν掺,由此确定参与掺水加热的加热炉个数;依据n台加热炉额定产能归一化后的比例ν额1∶ν额2∶......ν额n,带权划分确定出各炉子实际应分配走液量v掺v额,则同组均衡配置完成;以各炉分配的走液量大小为目标推送给自动化控制单元,通过调整入口阀门开度,进行走液量的自动化控制;热水炉编组与掺水炉编组步骤一致。
27、进一步,所述同组工艺均衡配置步骤中,按照状态效率进行加热炉设备产能分配步骤包括:
28、掺水炉编组,按照各掺水加热炉状态效率大小进行从大到小排序,确定每台掺水加热炉在该目标温度下的实际产能,获取到每台加热炉的走液量vi;取工艺产能配置中人工输入的总掺水产能v掺,依次取出前n台掺水加热炉,当n台掺水炉目标温度下的实际产能之和大于总掺水产能v掺,则参与掺水加热的加热炉个数由此确定;依据n台加热炉状态效率归一化后的比例η状1∶η状2∶......η状n,带权划分确定出各炉子实际应分配走液量v掺η状;以各炉分配的走液量大小为目标推送给自动化控制单元,进行走液量的自动化控制;热水炉编组与掺水炉编组步骤一致。
29、本发明提供的一种转油站无人值守模式下设备工艺产能的管理方法带来的有益效果是:
30、1、本发明充分利用油田数字化改造的结果,通过分析各类运行数据来评估站场处理来液的能力,实现动态推荐各类设备的走液量,从而实现设备工艺产能的均衡管理。
31、2、对加热炉、泵的走液能力进行了量化评估,能够帮助工作人员及时发现站场运行工艺的不合理,指导工人进行工艺改善。
32、3、加热炉与泵根据额定产能与状态效率进行配置编组的思想,实现动态分配各工艺的走液量。
- 还没有人留言评论。精彩留言会获得点赞!