一种基于铸造过程监控数据的铸造质量控制系统及方法与流程
本发明涉及铸造过程管控,更具体地说,本发明涉及一种基于铸造过程监控数据的铸造质量控制系统及方法。
背景技术:
1、在铸造工艺流程中,每个步骤都有其特定的要求和操作细节,需要严格控制以获得高质量的铸件。目前的铸造过程主要包括以下几个步骤:准备原材料:根据铸造合金的类型,准备相应的原材料,如生铁、废钢、回炉料等;熔炼和浇注:将原材料按照一定的比例混合,加入熔炼炉中熔炼成符合要求的液态金属,然后通过浇注系统将液态金属注入模具中;冷却和凝固:液态金属在模具中冷却凝固后形成铸件;脱模和清理:铸件从模具中脱出后,进行必要的清理工作,如去除浇冒口、毛刺等;质量检测:对铸件进行质量检测,包括外观检查、尺寸测量、无损检测等,确保产品质量符合要求;后处理:根据需要,对铸件进行表面处理、热处理、机加工等后处理工序。
2、现有的铸造质量控制方式是,管理人员基于铸造生产手册,通过经验对铸造质量进行控制,但是其在实际情况时,仍旧存在较多缺点,如铸造质量控制不够智能化,导致铸造监测资源的不科学分配,不同生产线的状况不同,为每条生产线分配同样的监测资源不利于及时发现铸造生产过程的问题;缺少对铸造风险的实时监测控制,导致铸造良品率低,生产成本增加。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明提供一种基于铸造过程监控数据的铸造质量控制系统及方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种基于铸造过程监控数据的铸造质量控制系统,包括:
3、铸造成品性能分析模块,用于获取铸造成品的铸造成品综合质量评估系数zp,通过试验获取铸造成品的性能指标集合,基于铸造成品的实际性能指标集合和预设性能指标集合,联合分析得到铸造成品综合质量评估系数zp;
4、生产线质量分析模块,基于铸造成品综合质量评估系数zp,将铸造成品划分为合格品和残次品,获取铸造生产线的铸造合格率、合格品的质量评估指数平均值、合格品的质量评估指数离散系数、残次品的质量评估系数平均值、残次品的质量评估指数离散系数;
5、监测需求评估模块:用于获取第i个生产线的过程监测需求因子szi,基于第i个生产线的生产稳定性描述参数wm和生产可靠性描述参数kmi,得到第i个生产线的过程监测需求因子,基于过程监测需求因子分配过程监测需求;
6、过程监测模块,用于对铸造过程进行监控,通过对铸造过程进行监测,得到实际环境特征参数集合、实际工艺特征参数集合,通过对铸造设备的监测得到铸造设备的电气稳定性参数和设备功能执行精度,分析监测内容,获取环境风险指数、工艺风险指数,以及设备风险指数;
7、过程管控模块,基于获取的环境风险指数、设备风险指数,以及工艺风险指数,采取对应的措施。
8、优选的,通过公式计算的铸造成品综合质量评估系数zp,其中γ1、γ2、γ3、γ4,分别表示各项的权重系数,基于管理人员设置,z1、z2、z3、z4分别表示铸造成品实际的外观质量描述指数、物理性能评估指数、机械性能评估指数、环境稳定性评估指数;z01、z02、z03、z04分别表示铸造成品预设的外观质量描述指数、物理性能评估指数、机械性能评估指数、环境稳定性评估指数。
9、优选的,设置铸造成品的合格评定标准为zp预,将铸造成品综合质量评估系数zp与合格评定标准zp预进行比较,将满足预设标准的铸造成品记为合格品,将不满足预设标准的铸造成品记为不合格品,得到第i个生产线的铸造合格率hgi;分析第i个生产线合格品的铸造成品综合质量评估系数离散系数和平均值,分别记为qui_avg、qui_dis;分析第i个生产线残次品的铸造成品综合质量评估系数离散系数和平均值;分别记为dei_avg、dei_dis。
10、优选的,基于铸造成品的合格率、合格品的质量评估指数平均值、合格品的质量评估指数离散系数、残次品的质量评估系数平均值、残次品的质量评估指数离散系数,得到第i条生产线的生产稳定性描述参数wm和生产可靠性描述参数kmi;
11、通过公式获取第i个监测区域的生产稳定性描述参数wmi;通过公式kmi=hgi*(qui_avg-dei_avg)2获取第i个监测区域的生产可靠性描述参数km;基于生产稳定性描述参数和可靠性参数,通过公式szi=wmi+kmi联合分析得到第i个生产线的过程监测需求因子szi。
12、优选的,所述过程监测模块包括铸造环境监测单元、铸造设备监测单元、铸造工艺监测单元,所述铸造环境监测单元用于监测铸造过程的环境特征参数,基于实际环境特征参数和预设的环境特征参数,分析得到实时的环境风险指数;所述铸造设备监测单元用于监测铸造设备的运行状况,分析得到设备风险指数;所述铸造工艺监测单元用于监测铸造工艺中的工艺特征参数,基于实际工艺特征参数和预设的工艺特征参数,分析得到实时的工艺风险指数。
13、优选的,获取环境风险指数的过程为:
14、获取环境特征参数的偏离率:将实际环境特征参数集合ga依次代入环境特征参数偏离值计算模型中的参数xa1,将预设的环境特征参数集合ga0依次代入环境特征参数偏离值计算模型中的参数xa0,得到每个环境特征描述参数的偏离值,将环境特征参数偏离值集合记为hp,环境特征参数偏离值计算模型为
15、将若干个环境特征参数的偏离率记为hp,为每个环境特征参数匹配影响因子,qk表示第k个环境特征参数的影响因子,通过加权求和得到环境风险指数,设有s个环境特征参数,则第k个环境特征参数的偏离率记为hpk;通过环境特征参数偏离值计算模型计算得到环境风险指数hz。
16、优选的,获取工艺风险指数gz的过程为:
17、获取工艺特征参数的偏离率:将实际工艺特征参数集合gb依次代入工艺特征参数偏离值计算模型中的参数xb1,将预设的工艺特征参数集合gb0依次代入环境质量评估指数计算模型中的参数xb0,得到每个工艺特征参数的偏离值,将工艺特征参数偏离值集合记为gp,
18、将若干个工艺特征参数的偏离率记为gp,为每个工艺匹配影响因子,qr表示第r个工艺特征参数的影响因子,通过加权求和得到工艺风险指数gz,设有p个环境特征参数,则第r个环境特征参数的偏离率记为gpr;通过工艺风险指数计算模型计算的工艺风险指数gz。
19、优选的,获取铸造设备风险指数jz的过程为:
20、获取铸造设备的电气稳定性参数dw,通过公式得到电气稳定性参数dw,其中,δ1表示电压波动方差、δ2表示电流波动方差,表示预设的电压波动方差,表示预设的电流波动方差;
21、获取铸造设备的功能执行精度zd,根据设备的实际输出功能与理论输出功能之间的偏差,用实际输出功能与理论输出功能之间的偏差除以理论输出功能,计算出设备的精度zd;
22、对电气稳定性参数dw和功能执行精度zd进行线性归一化处理后,通过公式jz=dw*zd计算得到铸造设备风险指数jz。
23、优选的,将获取的环境风险指数、铸造设备风险指数,以及工艺风险指数和环境风险指数预设值fth1、铸造设备风险指数预设值fth2,以及工艺风险指数预设值fth3,分别进行比较,当获取的环境风险指数超出预设值fth1,表明铸造环境异常,向管理人员预警,提示铸造环境异常;当获取的铸造设备风险指数超出预设值fth2,表明铸造设备异常,向管理人员预警,提示铸造设备异常;当获取的工艺风险指数超出预设值fth3,表明铸造工艺异常,向管理人员预警,提示铸造工艺异常。
24、优选的,当获取的环境风险指数、铸造设备风险指数,以及工艺风险指数均没有超出预设值,通过公式cy=hz*α1+gz*α2+jz*α3预测得到铸造成品质量异常预测系数cy,基于铸造成品质量异常预测系数cy采取对应的措施,其中α1表示环境对铸造成品质量的影响因子、α2表示工艺对铸造成品质量的影响因子、α3表示铸造设备对铸造成品质量的影响因子,且0<α1<1、0<α2<1、0<α3<1;当铸造成品质量异常预测系数cy超出预设范围,表明按照当前的铸造环境、铸造工艺、铸造设备得到的铸造成品的质量将不符合预期,需要监测、维护铸造过程,调整铸造过程的环境、工艺、设备。
25、为实现上述目的,本发明提供如下技术方案:一种基于铸造过程监控数据的铸造质量控制方法,包括下列步骤:
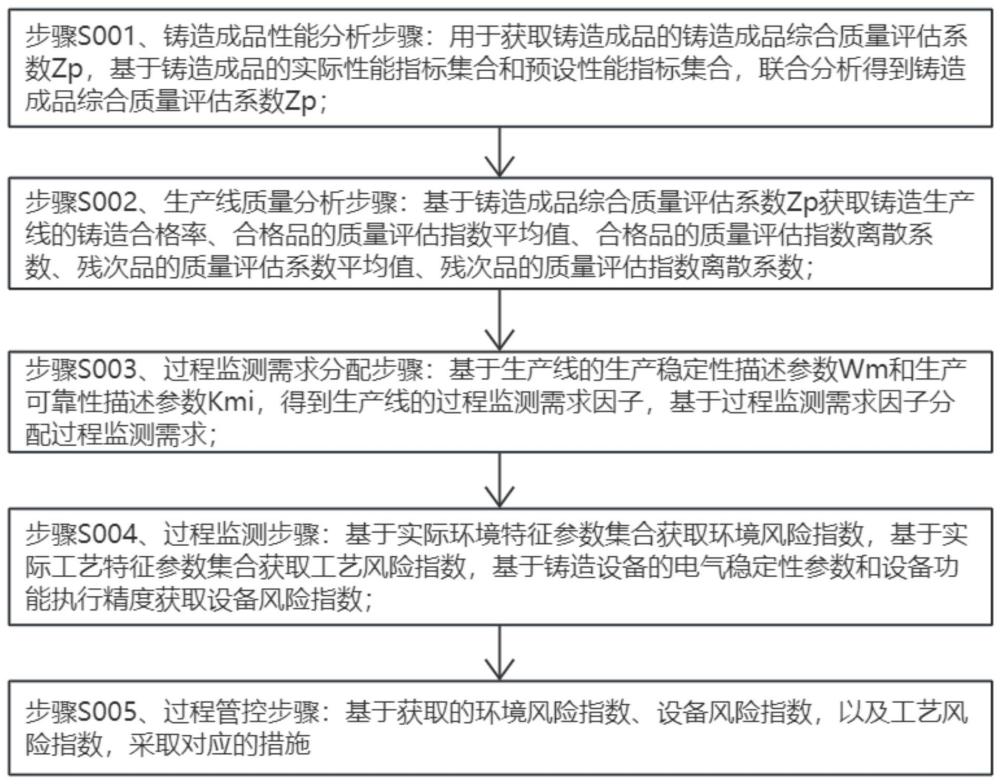
26、步骤s001、铸造成品性能分析步骤:用于获取铸造成品的铸造成品综合质量评估系数zp,通过试验获取铸造成品的性能指标集合,基于铸造成品的实际性能指标集合和预设性能指标集合,联合分析得到铸造成品综合质量评估系数zp;
27、步骤s002、生产线质量分析步骤:基于铸造成品综合质量评估系数zp获取铸造生产线的铸造合格率、合格品的质量评估指数平均值、合格品的质量评估指数离散系数、残次品的质量评估系数平均值、残次品的质量评估指数离散系数;
28、步骤s003、过程监测需求分配步骤:用于获取每个生产线的过程监测需求因子szi,基于生产线的生产稳定性描述参数wm和生产可靠性描述参数kmi,得到生产线的过程监测需求因子,基于过程监测需求因子分配过程监测需求;
29、步骤s004、过程监测步骤:基于实际环境特征参数集合获取环境风险指数,基于实际工艺特征参数集合获取工艺风险指数,基于铸造设备的电气稳定性参数和设备功能执行精度获取设备风险指数;
30、步骤s005、过程管控步骤:基于获取的环境风险指数、设备风险指数,以及工艺风险指数,采取对应的措施。
31、本发明的技术效果和优点:
32、(1)本发明提供的基于铸造过程监控数据的铸造质量控制系统,通过铸造成品性能分析模块,获取铸造成品的外观质量描述指数z1、铸造成品的物理性能评估指数z2、铸造成品的机械性能评估指数z3、铸造成品环境稳定性评估指数z4,基于铸造成品的实际性能指标集合和预设性能指标集合,联合分析得到铸造成品综合质量评估系数zp;基于铸造成品综合质量评估系数zp获取每个生产线的铸造合格率、合格品的质量评估指数平均值、合格品的质量评估指数离散系数、残次品的质量评估系数平均值、残次品的质量评估指数离散系数,基于铸造合格率、合格品的质量评估指数平均值、合格品的质量评估指数离散系数、残次品的质量评估系数平均值、残次品的质量评估指数离散系数,联合分析得到每个生产线的过程监测需求因子,基于过程监测需求因子分配过程监测需求,解决了铸造质量控制不够智能化,导致铸造监测资源的不科学分配的问题。
33、(2)本发明提供的基于铸造过程监控数据的铸造质量控制系统,通过过程监测模块用于对铸造过程进行监控,基于实际环境特征参数和预设的环境特征参数,分析得到实时的环境风险指数;监测铸造设备的运行状况,分析得到铸造设备风险指数;基于实际工艺特征参数和预设的工艺特征参数,分析得到实时的工艺风险指数;基于获取的环境风险指数、铸造设备风险指数,以及工艺风险指数,采取对应的措施,解决了现有的铸造生产缺少对铸造风险的实时监测控制,导致铸造良品率低,生产成本增加的问题。
- 还没有人留言评论。精彩留言会获得点赞!