一种基于自动化生产的焊接数据智能管理系统及方法与流程
本发明涉及大数据,具体为一种基于自动化生产的焊接数据智能管理系统及方法。
背景技术:
1、自动化生产是指不需要人直接参与操作,而由机械设备、仪表和自动化装置来完成产品的全部或部分加工的生产过程,各类机器人在生产过程中的广泛运用,提高了工业生产的自动化、智能化和工业化,推进了工业化进程。
2、现有技术中,针对自动化生产中的焊接环节的管控方面往往因为产线、工序、设备和物料等多维度因素的存在而很难形成统一分析维度进行考量,同时因为多维度因素之间错综复杂的关系而很难把握焊接设备自动化生产过程中的主要矛盾点,进而对于焊接设备自动化生产过程中出现的问题很难进行有效监督和预测,造成大量加工产品的原材料在加工过程中出现不合格,进而不仅增加制造成本,同时也使得资源大量浪费。
技术实现思路
1、本发明的目的在于提供一种基于自动化生产的焊接数据智能管理方法,以解决上述背景技术中提出的问题,本发明提供如下技术方案:
2、一种基于自动化生产的焊接数据智能管理方法,所述方法包括以下步骤:
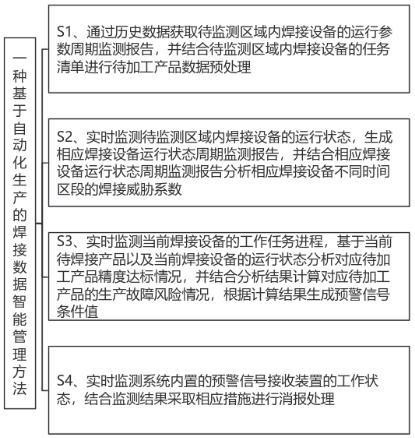
3、s1、通过历史数据获取待监测区域内焊接设备的运行参数周期监测报告,并结合待监测区域内焊接设备的任务清单进行待加工产品数据预处理;
4、s2、实时监测待监测区域内焊接设备的运行状态,生成相应焊接设备运行状态周期监测报告,并结合相应焊接设备运行状态周期监测报告分析相应焊接设备不同时间区段的焊接威胁系数;
5、s3、实时监测当前焊接设备的工作任务进程,基于当前待焊接产品以及当前焊接设备的运行状态分析对应待加工产品精度达标情况,并结合分析结果计算对应待加工产品的生产故障风险情况,根据计算结果生成预警信号条件值;
6、s4、实时监测系统内置的预警信号接收装置的工作状态,结合监测结果采取相应措施进行消报处理。
7、进一步的,所述s1中的方法包括以下步骤:
8、步骤1001、通过历史数据获取待监测区域内焊接设备的运行参数周期监测报告,记为集合a,
9、,
10、其中表示待监测区域内第n台焊接设备的运行参数周期监测报告,n表示待监测区域内焊接设备的个数;
11、步骤1002、提取待监测区域内第n台焊接设备的任务清单,结合所述任务清单,将待加工产品按加工顺序进行排序,并将相应产品的焊接精度需求值进行标记,记为集合b,
12、,
13、其中表示第n台焊接设备的任务清单中第m个待加工产品的焊接精度需求值,m表示待加工产品的个数。
14、本发明通过历史数据获取待监测区域内焊接设备的运行参数周期监测报告,并结合待监测区域内焊接设备的任务清单进行待加工产品数据预处理,进而为后续分析当前焊接设备执行焊接任务时,相应产品的焊接精度值是否达标提供数据参照。
15、进一步的,所述s2中的方法包括以下步骤:
16、步骤2001、提取历史数据中第n台焊接设备任意周期内的运行状态监测报告,结合所述监测报告分析第a个周期中,第n台焊接设备运行状态不同时间节点下执行焊接任务的精度情况,
17、以点o为原点,以时间节点为x轴,以焊接精度值为y轴,构建第一平面直角坐标系,在第一平面直角坐标系中,将第a个周期内,第n台焊接设备不同时间节点下执行焊接任务的精度值构成的坐标点进行标注,依次连接相邻两个坐标点,生成一条拟合曲线,记为曲线n1(x),其中第n台焊接设备不同时间节点下执行焊接任务的精度值通过查询相应时间节点下,人工质检的待加工产品精度值;
18、步骤2002、基于步骤2001的分析结果,获取人工质检的待加工产品精度值不合格对应的时间区段,并在第一平面直角坐标系中标记所述时间区段,在曲线n1(x)中将标记的时间区段进行切断,生成多段待加工产品精度值合格的拟合曲线,并将所述拟合曲线进行顺序标记,依次分析第a个周期内,第n台焊接设备在相应时间区段中焊接威胁系数,将所述拟合曲线中标记为b对应的焊接威胁系数记为,其中时间区段表示任意一段拟合曲线的两端点对应的时间节点构成的区间,
19、,
20、其中表示比例系数,所述比例系数为数据库预设值,t表示第a个周期,第n台焊接设备运行总时长,表示第b个时间区段中开始对应的时间节点,表示第b个时间区段中结束对应的时间节点,表示生成的多段待加工产品精度值合格的拟合曲线中,标记为b的拟合曲线;
21、步骤2003、循环步骤2002得到第a个周期内,第n台焊接设备在不同时间区段中的焊接威胁系数,并将相应时间区段的焊接威胁系数记录至表格m中;
22、步骤2004、循环步骤2003得到第a个周期内,各台焊接设备在不同时间区段中的焊接威胁系数,并将相应时间区段的焊接威胁系数在表格m中进行更新。
23、本发明通过历史数据提取相应焊接设备任意周期内的运行状态监测报告,结合所述运行状态监测报告分析相应焊接设备在不同时间节点处的焊接精度情况,进而结合分析结果计算相应焊接设备的焊接威胁系数,为后续判断当前焊接设备进行焊接时,是否满足对应待加工产品的焊接精度需求值提供数据参照。
24、进一步的,所述s3中的方法包括以下步骤:
25、步骤3001、获取当前焊接设备的工作任务进程,并获取当前焊接设备运行时长对应的时间节点,结合步骤2004表格m中的数据匹配相应时间区段的焊接威胁系数值,记为,并结合所述焊接威胁系数值在第一平面直角坐标系中查询第n台焊接设备在对应时间区段中的焊接精度值,将所述焊接精度区间两端点记为和,若焊接威胁系数值的匹配结果为空集,则判断相应待加工产品是否能够二次焊接,基于判定结果采取相应措施,由于待加工产品本身构造原因导致相应待加工产品的焊接要求不同,即存在部分待加工产品可以进行二次焊接,部分待加工产品只能够进行一次焊接;
26、步骤3002、基于当前焊接设备的工作任务进程,提取待加工产品的焊接精度需求值,并将所述待加工产品的焊接精度需求值按焊接顺序进行排序,生成序列c,
27、,
28、其中表示第u个代待加工产品的焊接精度需求值;
29、步骤3003、提取序列c中第一个元素,结合当前时间区段的焊接威胁系数值以及当前待加工产品的焊接精度需求值,预测当前待加工产品焊接精度值达标情况,并结合预测情况计算相应待加工产品的生产故障风险情况,记为,
30、,
31、其中h()表示判断函数,表示第1个待加工产品焊接工艺要求,表示第1个待加工产品能够二次焊接,表示第1个待加工产品不能够二次焊接,表示当前待加工产品焊接精度需求值,
32、若,则,
33、若,则,发出ⅱ级预警信号值,
34、若,则,若,则;
35、步骤3004、基于步骤3003的分析结果生成预警信号条件值,
36、若,则表示相应待加工产品存在风险,发出i级预警信号,若,则表示相应待加工产品不存在风险,不发出预警信号,
37、若当前焊接设备运行时长对应的时间节点与表格m中的数据匹配结果为空集时,当相应待加工产品能够二次焊接则继续执行焊接任务,当相应待加工产品不能够二次焊接则发出i级预警信号。
38、本发明通过分析当前焊接设备的运行状态,通过匹配数据库预置表单得到当前焊接设备的焊接精度区间,进而结合当前待加工产品的焊接精度需求值进一步判断相应待加工产品的生产故障风险情况,进而结合生产故障风险情况生成预警信号,为后续执行消报提供数据参照。
39、进一步的,所述s4中的方法包括以下步骤:
40、步骤4001、根据系统内置的预警信号接收装置实时接收预警信号,判断预警信号灯的工作状态;
41、步骤4002、基于步骤4001的判断结果采取相应措施进行消报处理,
42、当系统内置的预警信号接收装置接收到ⅱ级预警信号时,将相应待加工产品经焊接设备加工处理后进行标记,并通知相关工作人员进行二次质检,结合质检结果判断所述标记的产品是否需要执行二次加工;
43、当系统内置的预警信号接收装置接收到i级预警信号时,将相应待加工产品进行标签标记,基于当前焊接设备执行过滤相应待加工产品,并通知相关工作人员提取标签标记的待加工产品,并将所述待加工产品转移至符合要求的焊接设备进行焊接处理。
44、一种基于自动化生产的焊接数据智能管理系统,所述系统包括以下模块:
45、数据预处理模块:所述数据预处理模块用于通过历史数据获取待监测区域内焊接设备的运行参数周期监测报告,并结合待监测区域内焊接设备的任务清单进行待加工产品数据预处理;
46、焊接威胁系数分析模块:所述焊接威胁系数分析模块用于实时监测待监测区域内焊接设备的运行状态,生成相应焊接设备运行状态周期监测报告,并结合相应焊接设备运行状态周期监测报告分析相应焊接设备不同时间区段的焊接威胁系数;
47、预警信号条件值生成模块:所述预警信号条件值生成模块用于实时监测当前焊接设备的工作任务进程,基于当前待焊接产品以及当前焊接设备的运行状态分析对应待加工产品精度达标情况,并结合分析结果计算对应待加工产品的生产故障风险情况,根据计算结果生成预警信号条件值;
48、预警消报处理模块:所述预警消报处理模块用于实时监测系统内置的预警信号接收装置的工作状态,结合监测结果采取相应措施进行消报处理。
49、进一步的,所述数据预处理模块包括数据获取单元以及数据标记单元:
50、所述数据获取单元用于通过历史数据获取待监测区域内焊接设备的运行参数周期监测报告;
51、所述数据标记单元用于提取待监测区域内相应焊接设备的任务清单,并结合所述任务清单,将待加工产品的焊接精度需求值进行标记。
52、进一步的,所述焊接威胁系数分析模块包括数据提取单元、数据划分单元以及焊接威胁系数计算单元:
53、所述数据提取单元用于通过历史数据提取相应焊接设备任意周期内的运行状态监测报告;
54、所述数据划分单元用于结合数据提取单元的分析结果将周期运行状态监测报告中相应焊接设备在不同时间节点的精度值进行划分;
55、所述焊接威胁系数计算单元用于结合数据划分单元的分析结果计算相应焊接设备的焊接威胁系数值。
56、进一步的,所述预警信号条件值生成模块包括序列生成单元、生产故障风险判定单元以及预警信号条件值生成单元:
57、所述序列生成单元用于获取当前焊接的工作任务进程,并基于当前焊接设备的工作任务进程,提取待加工产品的焊接精度需求值,并结合所述待加工产品的焊接精度需求值进行序列生成;
58、所述生产故障风险判定单元用于结合序列生成单元的分析结果预测当前待加工产品的焊接精度达标情况,并结合预测情况计算相应待加工产品的生产故障风险情况;
59、所述预警信号条件值生成单元用于结合生产故障风险判断单元的分析结果生成预警信号条件值。
60、进一步的,所述预警消报处理模块包括预警信号识别单元以及预警消报单元:
61、所述预警信号识别单元用于接收预警信号条件值生成单元的数据;
62、所述预警消报单元用于结合预警信号识别单元的分析结果采取相应措施进行消报处理。
63、本发明通过分析相应焊接设备不同运行时间区段对应的焊接精度变化情况,并结合待加工产品的性质判断是否能够执行相应焊接任务,进而能够有效提高焊接成功率,并且有效提高资源的合理利用,降低生产成本。
- 还没有人留言评论。精彩留言会获得点赞!