一种条形码读取装置及其读取方法与流程
本发明涉及条形码采集,具体涉及一种条形码读取装置及其读取方法。
背景技术:
1、spi(solderpaste inspection)指锡膏检测系统,是利用光学的原理,通过三角测量的方法把印刷在电路板(pcb)上的锡膏高度计算出来的一种smt检测设备。在对电路板进行自动拍摄成像检测时,需采用光源对被测电路板及电路板上的凸起被测物进行照射,在相机成像(fov)范围内,即被测区域内,投影成像的阴影区域越少,检测得到的数据才会越准确。每块电路板都需要有标号,以便后续入库和使用等;随着条形码的普及,条形码广泛应用在电路板上作为标记,然后需要对这些条形码进行扫码枪扫描入库,传统方式是人工拿着扫码枪对准电路板上的条形码进行扫描,这种扫描方式繁琐、复杂、还容易出现耗时耗力、提高成本等;还有就是在搬运电路板时,总会对电路板上的条形码进行触碰或弄湿,影响条形码的识别读取等。
2、因此,针对以上问题,现有的pcb板条码信息读取有待进一步改进。
技术实现思路
1、本发明的目的是为了克服现有的pcb板上条码信息读取的人工操作、耗时耗力、提高成本、容易出现扫描偏差或遗漏等问题,还有就是对于破损的条形码不能很好地读取等问题。通过对条码读取方案进行合理化设计,可以实现自动化的走位、定位进行读取条码信息,解放人工操作,省时省力,降低成本和操作简单等;还可以实现条形码的图像修补,更好地读取条形码信息等。
2、本发明的技术方案具体如下:
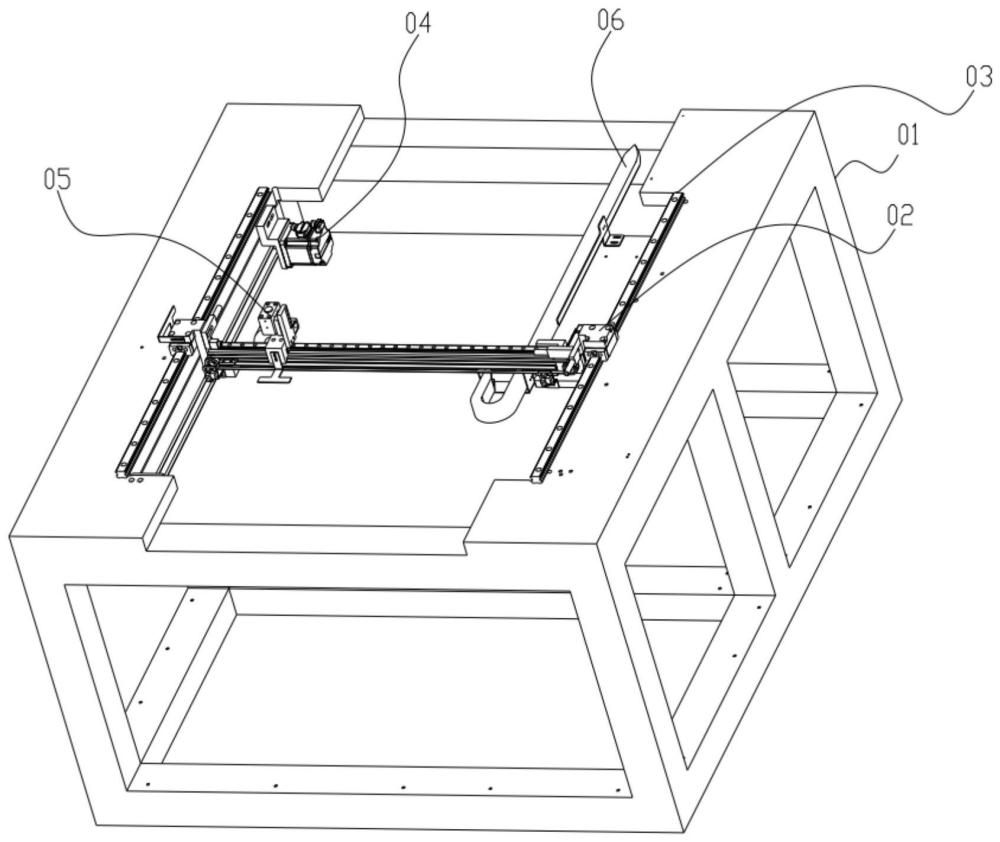
3、一种条形码读取装置,所述条形码读取装置包括:支架、平行滑轨、纵向驱动机构、横向驱动机构、扫码枪、传感器、连接杆架和平行滑座,所述支架上安装有所述平行滑轨和纵向驱动机构,所述平行滑座分别安装在对应的所述平行滑轨上,所述连接杆架的两端分别安装在对应的所述平行滑座上,所述横向驱动机构安装在所述连接杆架上,所述传感器对称安装在所述连接杆架的两端上,所述扫码枪滑动安装在所述连接杆架上,所述纵向驱动机构用于驱动所述连接杆架通过平行滑座在平行滑轨上移动,所述横向驱动机构用于驱动所述扫码枪在连接杆架上移动;
4、所述条形码读取装置还包括控制器,所述控制器的控制端分别电连接所述纵向驱动机构的控制端和横向驱动机构的控制端,所述控制器的扫码端电连接所述扫码枪的扫码端,所述控制器的采集端电连接所述传感器的采集端。
5、进一步地,所述纵向驱动机构包括纵向电机、纵向主动轮、纵向从动轮和连接带,所述纵向电机安装在所述支架上,所述纵向从动轮转动安装在所述支架上,所述纵向主动轮安装在所述纵向电机的驱动端,所述连接带安装在所述纵向主动轮和纵向从动轮,且所述纵向电机驱动纵向主动轮通过连接带带动纵向从动轮转动,所述连接带上安装有所述连接杆架。
6、进一步地,所述连接件选取皮带或链条。
7、进一步地,所述横向驱动机构包括横向电机、横向主动轮、横向从动轮和横向连接带,所述横向电机安装在所述连接杆架上,所述横向从动轮转动安装在所述连接杆架上,所述横向主动轮安装在所述横向电机的驱动端,所述横向连接带安装在所述横向主动轮和横向从动轮,且所述横向电机驱动横向主动轮通过横向连接带带动横向从动轮转动,所述横向连接带上安装有所述扫码枪。
8、进一步地,所述横向连接带选取皮带或链条。
9、进一步地,所述传感器选取行程开关传感器。
10、进一步地,所述条形码读取装置还包括横向拖链,所述横向拖链的一端安装在所述连接杆架上,所述横向拖链的另一端设置在所述扫码枪上,所述横向拖链用于约束扫码枪的电线布线。
11、进一步地,所述条形码读取装置还包括纵向拖链,所述纵向拖链的一端安装在所述支架上,所述纵向拖链的另一端设置在所述连接杆架上,且所述纵向拖链用于约束横向电机和传感器的电线布线。
12、进一步地,所述连接杆架上设有扫码滑轨,所述扫码枪上设有扫码滑座,所述扫码滑座滑动安装在所述扫码滑轨上。
13、进一步地,所述支架选取方形支架。
14、进一步地,所述横向电机和纵向电机均选取步进电机。
15、进一步地,所述扫码枪选取工业二维条码扫码枪或工业二维码扫码枪。
16、进一步地,所述扫码枪的下方设有传送带,所述传送带用于传送电路板通过扫码枪下方,进而形成流水线的传输电路板。
17、进一步地,一种条形码读取装置的读取方法,所述读取方法步骤如下:
18、步骤1:装置组装
19、选取支架、平行滑轨、纵向驱动机构、横向驱动机构、扫码枪、传感器、连接杆架、平行滑座、控制器和电脑,将平行滑轨和纵向驱动机构安装在支架上,将平行滑座分别安装在对应的平行滑轨上,将连接杆架的两端分别安装在对应的平行滑座上,并将横向驱动机构安装在连接杆架上,将传感器对称安装在连接杆架的两端上,将扫码枪滑动安装在连接杆架上,将传送带安放在扫码枪的活动范围内,再将控制器的控制端分别电连接纵向驱动机构的控制端和横向驱动机构的控制端,控制器的扫码端电连接扫码枪的扫码端,控制器的采集端电连接传感器的采集端,电脑和控制器进行数据连通;
20、步骤2:带条形码电路板的传输
21、选取步骤1的装置,在传送带的进料端上放上带ean条形码的电路板,通过传送带传输至待扫码位置;
22、步骤3:扫码枪定位
23、基于步骤2,通过控制器进行对纵向驱动机构和横向驱动机构的控制,进而控制扫码枪到达待扫码位置;
24、步骤4:条形码标准化
25、基于步骤3,电脑操控扫码枪对条形码进行图像数据采集,并识别条形码图像,倘若条形码图像是完整图像,然后存储在后台服务器内存中作为标准完整条形码数据信息;
26、步骤5:条形码采集
27、基于步骤4,传送带继续传输带条形码的电路板至待扫码位置,电脑操控扫码枪对条形码进行图像数据采集,然后与存储在后台服务器内存中的标准完整条形码数据信息进行比对,主要比对条形码的完整性,若比对输出正确,则为条形码完整,则继续存储在后台服务器的内存中;若比对输出错误,则为缺陷条形码,需要对条形码进行修补完善;
28、步骤6:缺陷条形码灰度
29、基于步骤5的缺陷条形码,对于采集到的条形码图像进行灰度修饰,扫码器的摄像头拍摄的图像以rgb格式呈现,使用平均灰度法gray=(r+g+b)/3对彩色图像进行处理,会得到256级灰度图像,在灰度下的条形码图像有明显的亮区(白条)和暗区(黑条、污点),然后制出灰度图像的直方图,其直方图的横坐标为灰度值(灰度级别),其直方图的纵坐标为像素值,再选择灰度图像的中心点位置作为二值化的阈值,使用阈值公式将256级灰度图像转换成二值图像,该阈值公式为:
30、步骤7:缺陷条形码二值化
31、基于步骤6,制定0和1二进制编码,设定黑条模块为二进制“1”,白条模块为二进制“0”,其中,起始字符固定为101,中间字符固定为01010,结束字符固定为101,得出可以读取出的条形码字符集合;
32、步骤8:缺陷条形码网格拟定
33、基于步骤7,创建一个由元素0和1组成的二维数组(网格式),将网格中的每个元素与条形码二值化图像对应的像素点相乘,得到一个新的二值化图像及其二维数组值,并计算出二维数组值中元素为1的个数,得到sum(0°);然后将网格旋转单位角度φ,再将网格中的每个元素与条形码二值化图像对应的像素点相乘,并计算出二维数组值中元素为1的个数,得到sum(φ),以此类推,继续旋转网格得到sum(2φ)、sum(3φ)...sum(pφ)(0°≤pφ<90°),可知:当网络表格的纵轴与条形码的黑条平行时,sum(pφ)取最大值,进而完成条形码的定位;
34、步骤9:缺陷条形码矩阵构图
35、基于步骤8,选取定位好的缺陷条形码,然后进行条形码的横向逐条扫描,扫描识别的方式是扫描一条线,然后在每横向的扫描线上生成0或1的二进制的两位数数组,然后依次逐行扫描,生成横向和纵向的矩阵,然后对矩阵的纵向数组进行加和得ai=∑fij(i=0,1,2,3......m-1),并对得出横向对应的像素值总和an进行排序,得到矩阵投影数据组;
36、步骤10:缺陷条形码修整
37、基于步骤9,选取定位好的缺陷条形码,然后计算扫描的每条线上二进制“0”和“1”的个数,若第一次遇到的扫描一条线上的二进制“0”和“1”的个数是完整个数,则记录为ya,继续每横向扫描,直至扫描到最后一条线上的二进制“0”和“1”的个数是完整个数,则记录为yb,然后取ya和yb的中间一行完整个数作为完整个数的有效识别行;
38、步骤11:缺陷条形码补全
39、基于步骤10,选取定位好的缺陷条形码,然后计算扫描的每条线上二进制“0”和“1”的个数,找寻有缺失个数的扫描线,再选取有效识别行的某一位置点作为标准点,然后计算扫描线上其他位置的每个“0”位置的中间点至标准点的距离,和每个“1”位置的中间点至标准点的距离,然后将缺失个数的扫描线上的等距离进行补全生成该扫描线的图像,进行图像集合成最终完整的条形码图像,进而读取条形码图像数据信息和保存信息。
40、有益效果
41、本发明通过对条码读取方案进行合理化设计,采用支架、平行滑轨、纵向驱动机构、横向驱动机构、扫码枪、传感器、连接杆架和平行滑座以及控制器,可以实现自动化的走位、定位进行读取条码信息,解放人工操作,省时省力,降低成本和操作简单等。采用平行滑轨和平行滑座以及纵向驱动机构的相互配合,可以实现滑座在纵向(y轴方向)上不同距离的移动,便于不同长度的电路板上的条形码的扫描;采用横向驱动机构、扫码枪和连接杆架的相互配合,可以实现横向(x轴方向)上不同距离的移动,便于不同宽度的电路板上条形码的扫描,进而便于不同位置的条码的扫描读取等;采用、横向驱动机构、扫码枪、传感器和连接杆架,可以实现扫码枪的往复移动,在触及传感器后进行变换方向行走等,避免扫码枪撞击支架受损等。还有就是通过本条形码读取方案,可以实现破损、水渍等条形码的修复读取,方便电路板的存库保存。
- 还没有人留言评论。精彩留言会获得点赞!