一种工艺参数优化方法、装置、设备及存储介质与流程
本技术属于数据处理,具体涉及一种工艺参数优化方法、装置、设备及存储介质。
背景技术:
1、注塑机生产过程中的能耗问题、良品率、生产效率一直是注塑企业的重点关注问题,随着工业4.0的导入,智能工厂利用各类传感器采集生产过程中大量有价值的实时数据,为基于数据的智能化生产管控尤其是能耗、产品质量、生产周期等检测参数的自动化检测和预测带来了可能性。通过数据挖掘分析,筛选出影响检测参数的关键因素,利用生产过程大数据实现全覆盖式质量检测与节能降耗,消除人工调参法的滞后性。由于注塑过程具有循环性,因此追踪注塑成型过程,对实现检测参数的自动化预测与工艺反馈推荐具有重要作用。
2、现有的工艺参数优化方法主要包含两个环节,第一个环节是建立起工艺参数与检测参数(质量、能耗、周期)的多变量关系模型作为工艺参数优化模型,从而对检测参数实现精准预测;第二个环节是在关系模型的基础上,针对具体的需求,例如:能耗最小、周期短、良品率最高等具体的需求,建立优化问题,采用参数优化算法进行求解,得到最终的最优推荐工艺参数。
3、可见,现有技术通常先建立工艺参数与检测之间的多变量关系模型,然后再利用关系模型函数根据实际需求建立目标优化问题,通过求解目标优化问题实现工艺参数的反馈控制。然而,现有的工艺参数优化方法在面对新的生产情形或者出现一批新的工艺参数时,工艺参数优化模型需要重新进行训练才能适应新的工况需求。面对该问题,若直接对全部数据重新进行训练,则计算复杂度高、时间长,长此以往计算代价大幅增加,不适合实时性的生产场景;若仅对当前一段时间内的数据重新进行训练,相比于全部数据训练时间会降低,但是会丢失以往工艺的较多关键特征信息,影响预测与优化推荐的精度。
技术实现思路
1、本技术提供了一种工艺参数优化方法、装置、设备及存储介质,用以解决现有技术中当面对新的生产情形或新的工艺参数时,工艺参数模型对全部数据重新训练计算复杂度高、时间长,不适应实时性的生产场景,只对新数据进行重新训练则丢失以往工艺较多关键特征信息,降低了预测与优化精度的技术问题。
2、第一方面,本技术提供一种工艺参数优化方法,所述方法包括:
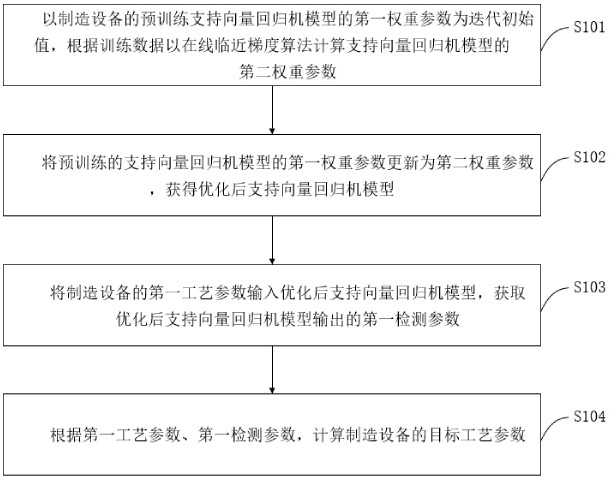
3、以制造设备的预训练支持向量回归机模型的第一权重参数为迭代初始值,根据训练数据以在线临近梯度算法计算支持向量回归机模型的第二权重参数,所述训练数据包括:所述制造设备的历史工艺参数,以及所述制造设备以所述历史工艺参数进行制造时对应的历史检测参数;
4、将所述预训练的支持向量回归机模型的第一权重参数更新为所述第二权重参数,获得优化后支持向量回归机模型;
5、将所述制造设备的第一工艺参数输入所述优化后支持向量回归机模型,获取所述优化后支持向量回归机模型输出的第一检测参数;
6、根据所述第一工艺参数、所述第一检测参数,计算所述制造设备的目标工艺参数。
7、上述一种工艺参数优化方法优选技术方案中,所述以制造设备的预训练支持向量回归机模型的第一权重参数为迭代初始值,根据训练数据以在线临近梯度算法计算支持向量回归机模型的第二权重参数,包括:
8、若所述预训练支持向量回归机模型为线性支持向量回归机模型,则根据线性迭代公式以所述第一权重参数为迭代初始值计算所述第二权重参数,所述线性迭代公式为:
9、
10、其中为第k+1个所述第二权重参数,为第k个所述第二权重参数,初始的所述第二权重参数为所述第一权重参数,为第k次迭代的步长,为惩罚函数阶次,为所述惩罚函数的惩罚因子,为所述历史工艺参数,为对应的所述历史检测参数,为支持向量回归机模型的非敏感系数。
11、上述一种工艺参数优化方法优选技术方案中,所述以制造设备的预训练支持向量回归机模型的第一权重参数为迭代初始值,根据训练数据以在线临近梯度算法计算支持向量回归机模型的第二权重参数,包括:
12、若所述预训练支持向量回归机模型为非线性支持向量回归机模型,则根据非线性迭代公式以所述第一权重参数为迭代初始值计算所述第二权重参数,所述非线性迭代公式为:
13、
14、其中为第k+1个所述第二权重参数,为第k个所述第二权重参数,初始的所述第二权重参数为所述第一权重参数,为第k次迭代的步长,为惩罚函数阶次,为所述惩罚函数的惩罚因子,为所述历史工艺参数,为对应的所述历史检测参数,为支持向量回归机模型的非敏感系数,为核映射函数。
15、上述一种工艺参数优化方法优选技术方案中,所述根据所述第一工艺参数、所述第一检测参数,计算所述制造设备的目标工艺参数,包括:
16、根据所述第一工艺参数、所述第一检测参数,通过群智能算法计算所述目标工艺参数。
17、上述一种工艺参数优化方法优选技术方案中,所述根据所述第一工艺参数、所述第一检测参数,通过群智能算法计算所述目标工艺参数,包括:
18、根据所述第一工艺参数、所述第一检测参数,以所述制造设备的历史最优工艺参数为所述群智能算法的初始位置参数 ,通过所述群智能算法计算所述目标工艺参数。
19、上述一种工艺参数优化方法优选技术方案中,所述根据所述第一工艺参数、所述第一检测参数,以所述制造设备的历史最优工艺参数为所述群智能算法的初始位置参数,通过所述群智能算法计算所述目标工艺参数,包括:
20、根据所述检测参数的目标优化类型,在所述制造设备的历史最优工艺参数中,确定与所述目标优化类型对应的目标历史最优工艺参数;
21、根据所述第一工艺参数、所述第一检测参数,以所述目标历史最优工艺参数为所述群智能算法的初始位置参数,通过所述群智能算法计算所述目标工艺参数。
22、上述一种工艺参数优化方法优选技术方案中,所述根据所述第一工艺参数、所述第一检测参数,以所述目标历史最优工艺参数为所述群智能算法的初始位置参数,通过所述群智能算法计算所述目标工艺参数,包括:
23、根据所述第一工艺参数、所述第一检测参数,以所述目标历史最优工艺参数为粒子群优化算法的初始位置参数,通过所述粒子群优化算法计算所述目标工艺参数。
24、第二方面,本技术提供一种工艺参数优化装置,所述装置包括:
25、模型训练模块,用于:
26、以制造设备的预训练支持向量回归机模型的第一权重参数为迭代初始值,根据训练数据以在线临近梯度算法计算支持向量回归机模型的第二权重参数,所述训练数据包括:所述制造设备的历史工艺参数,以及所述制造设备以所述历史工艺参数进行制造时对应的历史检测参数;
27、将所述预训练的支持向量回归机模型的第一权重参数更新为所述第二权重参数,获得优化后支持向量回归机模型;
28、参数优化模块,用于:
29、将所述制造设备的第一工艺参数输入所述优化后支持向量回归机模型,获取所述优化后支持向量回归机模型输出的第一检测参数;
30、根据所述第一工艺参数、所述第一检测参数,计算所述制造设备的目标工艺参数。
31、第三方面,本技术提供一种工艺参数优化设备,所述设备包括:
32、处理器和存储器;
33、所述存储器用于,存储计算机程序;
34、所述处理器用于,执行所述存储器中存储的计算机程序,实现上述的工艺参数优化方法。
35、第四方面,本技术提供一种可读存储介质,所述可读存储介质上存储有计算机程序;所述计算机程序用于实现上述的工艺参数优化方法。
36、本技术提供的一种工艺参数优化方法、装置、设备及存储介质,技术效果是:
37、在线临近梯度算法特点是可以使用单个或小批量的采样数据通过迭代的方式对目标函数中的参数进行求解。本技术中,使用以往预训练的支持向量回归机模型的权重参数作为迭代初始值,使用小批量新训练数据即可通过在线临近梯度算法以迭代方式计算出支持向量回归机模型新的权重参数,而权重参数决定支持向量回归机模型的预测精度。因此,通过本技术中的方法,以历史权重参数以及小批量的新训练数据即可实现支持向量回归机模型权重参数的更新优化,一方面无需对全部数据进行重新训练,计算复杂度低、计算时间短,能适应实时性的生产场景,另一方面在历史权重参数的基础上对权重参数进行迭代优化,既保留了以往工艺的关键特征信息,又根据新训练数据进行了优化,从而具有较高的预测与优化精度。
- 还没有人留言评论。精彩留言会获得点赞!