一种生产计划自动排产方法、装置、设备及存储介质与流程
本技术涉及组合生产管理,特别涉及一种生产计划自动排产方法、装置、设备及存储介质。
背景技术:
1、目前,为了提高产品的生产效率、降低生产成本、缩短生产周期,并保证生产质量和交货期,需要在产品投入产线生产之前,利用计算机科学、人工智能、数学优化、模拟仿真等技术对待生产产品的生产订单进行自动排产,从而制定合理的生产计划,以对生产制造中的生产流程、设备、材料、人力资源等进行全面优化和协调,使生产过程更加高效、智能化和自动化,如计划排产准确率的提高、生产周期的缩短、库存物料账实一致性的提升以及库存物料周转率的增加等。
2、然而,目前主流的方式是通过使用各式各样的aps(advanced planning andscheduling,高级计划和排程)软件来对连续制造产品进行排产,对于需要进行离散制造(discrete manufacturing)的大规模定制产品(如需要组合生产的整机服务器),由于排产模式(如联机组合生产)具有复杂性高、多样性、定制化和离散性等特点,因此使用aps软件进行自动排产的效果不佳,并且,生成的排产结果准确性较低,不符合实际的生产场景,且排产效率较低。
技术实现思路
1、有鉴于此,本技术的目的在于提供一种生产计划自动排产方法、装置、设备及存储介质,能够实现离散制造产品的自动排产,提高离散制造产品的排产效率,并节省离散制造产品排产的人力成本和时间成本。其具体方案如下:
2、第一方面,本技术公开了一种生产计划自动排产方法,应用于自动排产系统,包括:
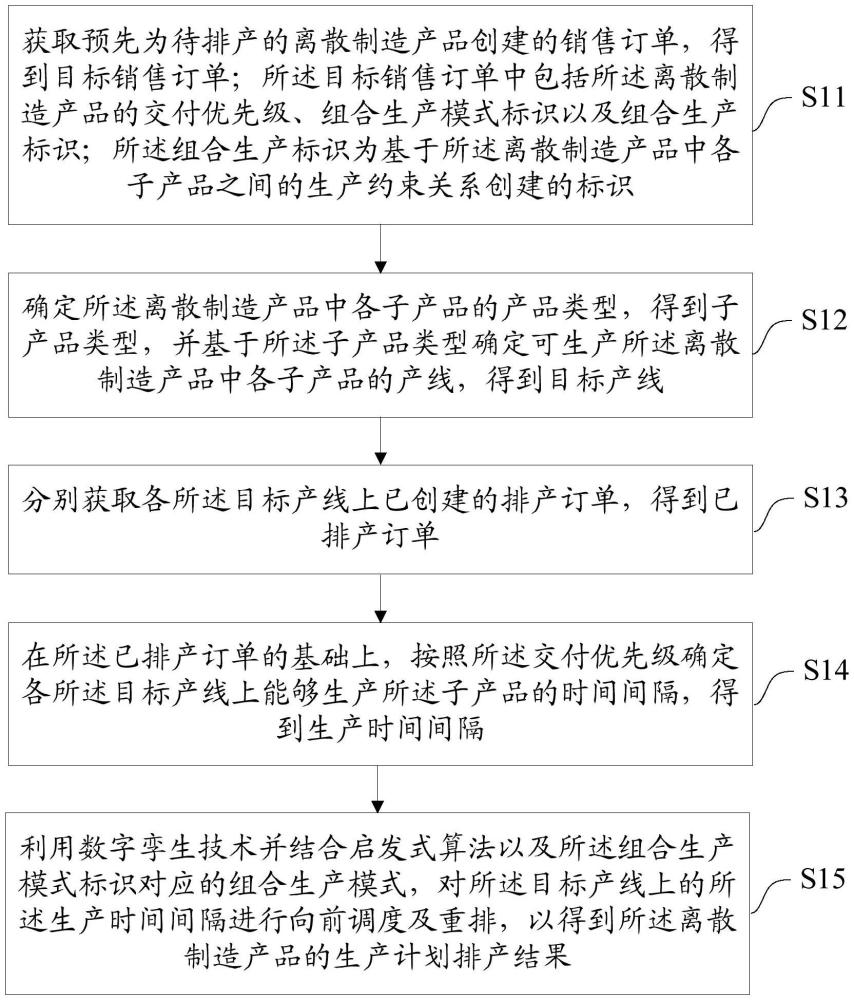
3、获取预先为待排产的离散制造产品创建的销售订单,得到目标销售订单;所述目标销售订单中包括所述离散制造产品的交付优先级、组合生产模式标识以及组合生产标识;所述组合生产标识为基于所述离散制造产品中各子产品之间的生产约束关系创建的标识;
4、确定所述离散制造产品中各子产品的产品类型,得到子产品类型,并基于所述子产品类型确定可生产所述离散制造产品中各子产品的产线,得到目标产线;
5、分别获取各所述目标产线上已创建的排产订单,得到已排产订单;
6、在所述已排产订单的基础上,按照所述交付优先级确定各所述目标产线上能够生产所述子产品的时间间隔,得到生产时间间隔;
7、利用数字孪生技术并结合启发式算法以及所述组合生产模式标识对应的组合生产模式,对所述目标产线上的所述生产时间间隔进行向前调度及重排,以得到所述离散制造产品的生产计划排产结果。
8、可选的,所述基于所述子产品类型确定可生产所述离散制造产品中各子产品的产线,得到目标产线之后,还包括:
9、获取各所述目标产线对应的产线优先级;
10、相应的,所述按照所述交付优先级确定各所述目标产线上能够生产所述子产品的时间间隔,得到生产时间间隔,包括:
11、按照所述产线优先级分别对各所述目标产线进行遍历,并按照所述交付优先级确定各所述目标产线上能够生产所述子产品的时间间隔,得到生产时间间隔。
12、可选的,所述对所述目标产线上的所述生产时间间隔进行向前调度及重排,以得到所述离散制造产品的生产计划排产结果之后,还包括:
13、获取当前所述目标产线上产生的齐套计划订单、已下达生产订单和未下达生产订单,并基于所述齐套计划订单、所述已下达生产订单和所述未下达生产订单判断所述离散制造产品中各子产品所需的物资是否已到位;
14、若所述离散制造产品中各子产品所需的物资均已到位,则基于所述生产计划排产结果创建生产订单,得到目标订单,并将所述目标订单下达至所述目标产线,以对所述离散制造产品中各子产品进行生产。
15、可选的,所述组合生产模式标识对应的组合生产模式包括联机生产模式、同时交付模式和试线生产模式;
16、若所述组合生产模式为所述联机生产模式或所述同时交付模式,则所述对所述目标产线上的所述生产时间间隔进行向前调度及重排,以得到所述离散制造产品的生产计划排产结果,包括:
17、根据所述组合生产标识对各所述子产品对应的不同所述目标产线进行组合,得到多个组合产线;
18、对各所述目标产线对应的所述生产时间间隔进行复制,并将复制后的所述生产时间间隔输入至相应的所述组合产线中;
19、分别对各所述组合产线中的所述生产时间间隔进行向前调度,得到各所述组合产线对应的调度后时间间隔;
20、基于所述联机生产模式或所述同时交付模式分别对各所述组合产线对应的调度后时间间隔进行重排,得到各所述组合产线对应的多个重排后时间间隔;
21、基于预设选取规则从各所述组合产线对应的多个重排后时间间隔中确定出目标组合产线及对应的多个重排后时间间隔,并基于所述目标组合产线及对应的多个重排后时间间隔生成所述离散制造产品的生产计划排产结果;所述预设选取规则为基于生产成本、交付时间以及交付验收标准中任意一个或多个组合为选取标准的规则。
22、可选的,所述交付优先级的创建过程,还包括:
23、按照预设优先级计算规则计算所述离散制造产品的交付优先级,并将所述交付优先级保存至预先为所述离散制造产品创建的销售订单中;所述预设优先级计算规则为基于历史订单交易销售额和历史订单交付时间创建的规则。
24、可选的,所述按照预设优先级计算规则计算所述离散制造产品的交付优先级,包括:
25、确定所述离散制造产品对应的客户,得到目标客户;
26、获取预设时间周期内所述目标客户的历史订单交易销售额,得到历史交易额,并确定所述历史交易额对应的金额优先级;
27、获取所述预设时间周期内所述目标客户的历史订单交付时间的平均值,得到历史交付时间平均值,并确定所述历史交付时间平均值对应的交付时间优先级;
28、按照预设优先级计算规则计算所述金额优先级与所述交付时间优先级的乘积,并将所述乘积作为所述离散制造产品的交付优先级。
29、可选的,所述对所述目标产线上的所述生产时间间隔进行向前调度及重排,以得到所述离散制造产品的生产计划排产结果之后,还包括:
30、获取所述生产计划排产结果中包含的所述目标产线的产线资源利用率及班次信息,并基于所述产线资源利用率和所述班次信息计算所述目标产线的可用产能;
31、通过预先创建的排产调度驾驶舱界面对所述产线资源利用率、所述班次信息、所述可用产能及所述生产计划排产结果进行图形化展示。
32、第二方面,本技术公开了一种生产计划自动排产装置,应用于自动排产系统,包括:
33、销售订单获取模块,用于获取预先为待排产的离散制造产品创建的销售订单,得到目标销售订单;所述目标销售订单中包括所述离散制造产品的交付优先级、组合生产模式标识以及组合生产标识;所述组合生产标识为基于所述离散制造产品中各子产品之间的生产约束关系创建的标识;
34、产品类型确定模块,用于确定所述离散制造产品中各子产品的产品类型,得到子产品类型;
35、产线确定模块,用于基于所述子产品类型确定可生产所述离散制造产品中各子产品的产线,得到目标产线;
36、排产订单获取模块,用于分别获取各所述目标产线上已创建的排产订单,得到已排产订单;
37、时间间隔确定模块,用于在所述已排产订单的基础上,按照所述交付优先级确定各所述目标产线上能够生产所述子产品的时间间隔,得到生产时间间隔;
38、生产计划排产模块,用于利用数字孪生技术并结合启发式算法以及所述组合生产模式标识对应的组合生产模式,对所述目标产线上的所述生产时间间隔进行向前调度及重排,以得到所述离散制造产品的生产计划排产结果。
39、第三方面,本技术公开了一种电子设备,包括处理器和存储器;其中,所述处理器执行所述存储器中保存的计算机程序时实现前述的生产计划自动排产方法。
40、第四方面,本技术公开了一种计算机可读存储介质,用于存储计算机程序;其中,所述计算机程序被处理器执行时实现前述的生产计划自动排产方法。
41、可见,本技术应用于自动排产系统,先获取预先为待排产的离散制造产品创建的销售订单得到目标销售订单;其中所述目标销售订单中包括所述离散制造产品的交付优先级、组合生产模式标识以及组合生产标识;所述组合生产标识为基于所述离散制造产品中各子产品之间的生产约束关系创建的标识;接着,确定所述离散制造产品中各子产品的产品类型得到子产品类型,并基于所述子产品类型确定可生产所述离散制造产品中各子产品的产线得到目标产线;然后分别获取各所述目标产线上已创建的排产订单,得到已排产订单,并在所述已排产订单的基础上,按照所述交付优先级确定各所述目标产线上能够生产所述子产品的时间间隔得到生产时间间隔,再利用数字孪生技术并结合启发式算法以及所述组合生产模式标识对应的组合生产模式,对所述目标产线上的所述生产时间间隔进行向前调度及重排,从而得到所述离散制造产品的生产计划排产结果。本技术预先在离散制造产品创建的销售订单中添加了交付优先级、组合生产模式标识以及组合生产标识,并在已排产订单的基础上,按照销售订单中的交付优先级确定各产线上能够生产子产品的时间间隔,再利用数字孪生技术并结合启发式算法以及组合生产模式标识对应的组合生产模式对各个产线上的生产时间间隔进行向前调度及重排,从而得到离散制造产品的生产计划排产结果,本技术通过在销售订单中添加交付优先级以及标识信息,并利用数字孪生技术和启发式算法实现了离散制造产品的自动排产,从而提高了离散制造产品的排产效率,由于无需人工参与,因此节省了离散制造产品排产的人力成本和时间成本,进而有助于生产制造中对资源的全面优化和协调,使离散制造产品的生产过程更加高效、智能化和自动化。
- 还没有人留言评论。精彩留言会获得点赞!