一种大型圆锥面构件加工表面残留高度车削工艺设计方法与流程
本发明涉及一种大型圆锥面构件加工表面残留高度车削工艺设计方法。具体涉及车削圆锥面构件上下端面和外圆锥面最大残留高度解算方法,加工表面锥角对加工表面最大残留高度影响的分析方法,下上端面和外圆锥面最大残留高度一致性解算方法,每转进量临界值解算方法和大型圆锥面构件车削工艺设计方案。
背景技术:
1、大型钛合金圆锥面构件直径400mm至900mm,高度240mm,此类构件作为航空传动系统关键件,其切削加工表面首先必须实现精确控形,达到极高的几何形状精度要求,以满足高疲劳寿命和高可靠服役性能要求。车削是加工大型钛合金圆锥面构件的主要工艺方法,此类构件车削加工表面最大残留高度不仅直接影响切削层面积,而且影响构件的加工表面粗糙度和面形精度,是控制大型钛合金圆锥面构件加工精度的重要指标。
2、车削大型圆锥面构件下上端面和外圆锥面时,其已加工表面应满足最大残留高度值低,且一致性高的要求。构件加工表面锥角,刀具刀尖角、刀尖圆弧半径、刀具主偏角、副偏角和进刀方向、每转进给量是影响加工表面最大残留高度的重要因素,上述工艺参数选择不当,不仅会导致刀具与工件发生切削干涉,而且直接影响加工表面最大残留高度的大小和分布的一致性。已有的车削大型圆锥面构件加工表面最大残留高度解算和工艺设计方法,仅以控制单个加工表面最大残留高度为目标,忽略加工表面锥角和副切削刃、刀尖圆弧、每转进给量之间匹配关系对加工表面最大残留高度影响,无法满足构件多个加工表面最大残留高度一致性的要求和加工面形精度的要求,有必要对大型圆锥面构件加工表面残留高度车削工艺设计方法进行研究。
3、本发明针对大型钛合金圆锥面构件高效、高品质加工需求,研究车削圆锥面构件下上端面和外圆锥面最大残留高度及其关键工艺控制变量,提出上下端面和外圆锥面最大残留高度一致性和每转进量临界值解算方法,结合大型钛合金圆锥面构件车削工艺实验,构建加工表面最大残留高度解算模型,提出大型圆锥面构件车削工艺设计方案,以提高车削大型圆锥面构件加工表面残留高度一致性和加工表面质量。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种大型圆锥面构件加工表面残留高度车削工艺设计方法。
2、为实现上述目的,本发明提供如下技术方案:
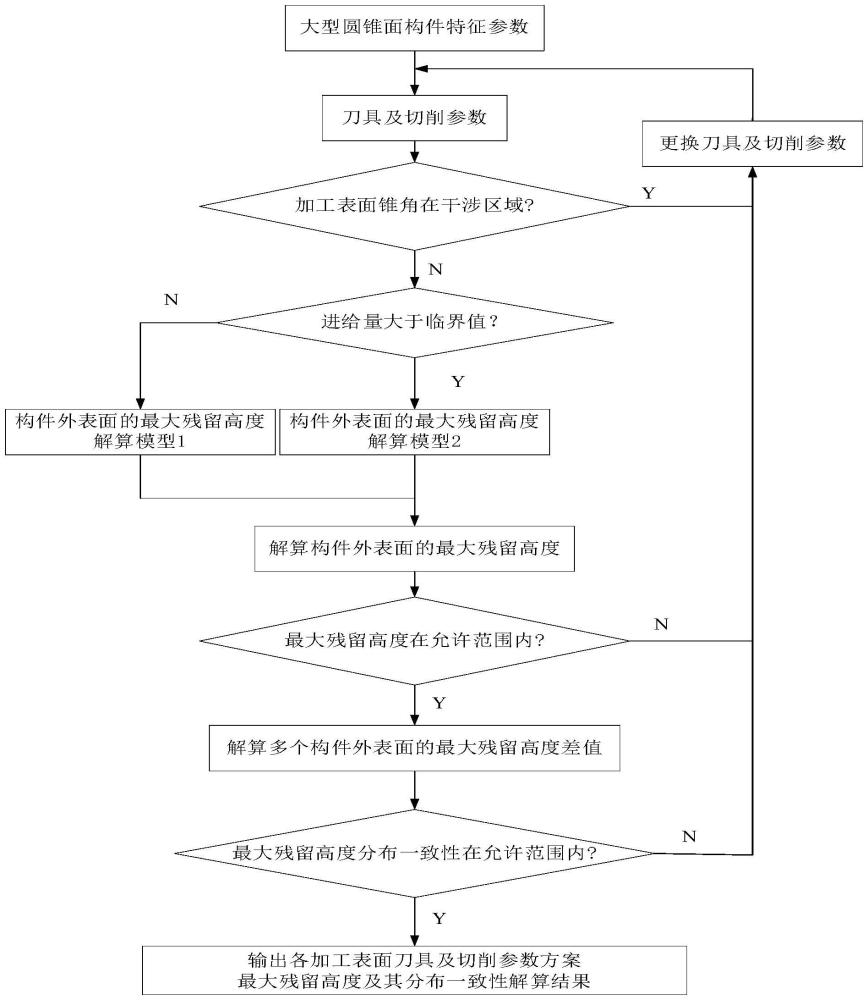
3、一种大型圆锥面构件加工表面残留高度车削工艺设计方法,包括如下步骤:
4、s1.首先解算车削圆锥面构件下上端面和外圆锥面最大残留高度,刀具切削刃s、切削刃s'与刀具进给速度vf的夹角κs、κs'分别为:
5、κs=270°-(α+κr0),κs′=270°-(α+κr0+εr) , (1)
6、式中,κr0为刀具初始主偏角,κs为刀具切削刃s沿顺时针与进给方向的夹角,κs'为刀具切削刃s'沿顺时针与进给方向的夹角,α为加工表面锥角,vfs为沿刀具切削刃s方向的进给速度,vfs'为沿刀具切削刃s'方向的进给速度,εr为刀尖角,vf'为刀具切削刃s与s'所确定的刀具与工件干涉区内的进给速度;
7、刀具切削刃s、切削刃s'与刀具进给速度vf的夹角κs、κs'分别为:
8、
9、式中,εr为刀尖角,κr为刀具工作时的主偏角,κr'为刀具副偏角,κs'为刀具切削刃s'沿顺时针与进给方向的夹角,κs为刀具切削刃s沿顺时针与进给方向的夹角,s与s'确定的刀具与工件干涉区内的进给方向;
10、刀具切削构件外表面时,最大残留高度hmax为:
11、
12、式中,α为加工表面锥角,κr0'为刀具初始副偏角,κr0为刀具初始主偏角,εr为刀尖角,f为工件每转的进给量,hmax为残留高度;
13、其中,加工表面锥角α的取值范围为:
14、90°-κr0<α<270°-(κr0+εr),或-90°-κr0<α<90°-(κr0+εr) (12)
15、式中,α为加工表面锥角,κr0'为刀具初始主偏角,κr0为刀具初始主偏角,εr为刀尖角;
16、s2.根据步骤s1算出的参数,对加工表面锥角对加工表面最大残留高度影响的分析,刀具切削过程中,其与工件发生干涉的加工表面锥角为:
17、90°-(κr0+εr)<α<90°-κr0 (13)
18、式中,α为加工表面锥角,κr0为刀具初始主偏角,εr为刀尖角,可刀具初始主偏角和刀尖夹角直接影响刀具与工件干涉区域的大小,采用该式可判别所选用的刀具切削具有不同加工表面锥角的构件外表面是否发生切削干涉。
19、s3.根据s1步骤所计算出的刀具和大型圆锥面构件加工的数据参数,通过上下端面和外圆锥面最大残留高度一致性进行解算,上下端面和外圆锥面最大残留高度一致性的解算方法为:
20、
21、式中,i、j分别为具有不同加工表面锥角的构件外表面,δhmax为构件i、j外表面最大残留高度差值,hmaxj(αj,κr0j,εrj,fj)是构件外表面最大残留高中的最小值,δhmax是构件外表面最大残留高度分布一致性评判指标,可获得使两个构件外表面最大残留高度分布一致性达到最好的切削工艺参数;
22、s4.当刀尖圆弧半径大于0mm时,车削大型钛合金构件外表面瞬时切削层关系,利用两圆弧刃相交形成的最大残留高度和切点s'r,获得进给量临界值fs'r为::
23、
24、式中,rε为刀尖圆弧半径,sr为刀具切削刃s与刀尖圆弧切点,s'r为刀具副切削刃s'与刀尖圆弧切点;
25、当进给量小于临界值fs'r时:
26、当进给量大于临界值fs'r时:
27、
28、式中,是进给量小于临界值fs'r时加工表面最大残留高度,是进给量大于临界值fs'r时加工表面最大残留高度;
29、采用刀具初始主偏角κr0分别为95°,对应刀尖角εr为80°,刀尖圆弧为0.4mm和0mm时,车削直径400mm至900mm大型圆锥面构件外表面最大残留高度解算结果的对比结果;
30、s5.依据步骤s1、s2、s3、s4的解算分析结果,采用刀尖圆弧半径为0.4mm的切削参数方案,进行车削直径400mm至900mm大型圆锥面构件外表面验算,获得加工表面最大残留高度结果,依据验算结果,对加工表面最大残留高度进行修正:
31、hmax=kα×hmax' (18)
32、式中,hmax'是修正后的加工表面最大残留高度,kα是修正系数;
33、其中,当加工表面锥角为-90°时,修正系数kα为1.663,当加工表面锥角为33°时,修正系数kα为2.451,并且获得的上、下端面和外圆锥面的最大残留高度,解算结果与实验结果的误差小于6%,其分布表现出相近特性。
34、优选的,所述步骤s1中的式(4)、式(5)为刀具初始主偏角与刀尖角、加工表面锥角影响每转进给量对最大残留高度影响程度,同时发现,采用相同刀具,保持刀具与工件轴线的姿态角不变,同时采用相同切削参数,车削具有不同加工表面锥角的构件外表面,通常其最大残留高度并不相等。
35、优选的,所述步骤s1中的采用的式(4)、式(5)获得两把刀具车削大型钛合金构件外表面的最大残留高度hmax随每转进给量f变化曲线,其中两把刀具初始主偏角κr0分别为95°与93°,对应刀尖角εr分别为80°与55°。构件内径400mm至900mm,构件下上端面和外圆锥面加工表面锥角分别为-90°和33°
36、优选的,所述步骤s2中的式(6)为刀具初始主偏角和刀尖夹角直接影响刀具与工件干涉区域的大小,采用式(6)判别所选用的刀具切削具有不同加工表面锥角的构件外表面是否发生切削干涉,并获得车削大型钛合金构件外表面的最大残留高度hmax随加工表面锥角α变化曲线和刀具切削干涉区域,其中两把刀具初始主偏角κr0分别为95°与93°,对应刀尖角εr分别为80°与55°,每转进给量f为0.1mm/r,采用不同刀具,保持刀具与工件轴线的姿态角不变,同时采用相同切削参数,车削构件外表面,刀具加工过程中的干涉区域不同
37、优选的,所述步骤s2中的式(4)、式(7)获得车削大型钛合金构件上下端面和外圆锥面的最大残留高度一致性关系图,其中两把刀具初始主偏角κr0分别为95°与93°,对应刀尖角εr分别为80°与55°,每转进给量f分别为0.08mm/r、0.09mm/r、0.10mm/r。
38、优选的,所述步骤s1中的式(4)通过改变初始主偏角、刀尖角和每转进给量,可有效减小车削两个构件外表面的最大残留高度差值δhmax。
39、优选的,所述步骤s1中的式(4)、式(5)和步骤s4中的式(9)、式(10)解算出刀具初始主偏角κr0分别为95°,对应刀尖角εr为80°,刀尖圆弧为0.4mm和0mm时,车削直径400mm至900mm大型圆锥面构件外表面最大残留高度解算结果的对比结果。
40、优选的,所述步骤s4中的式(9)、式(10)解算获得出刀尖圆弧半径为0.4mm的三个表面最大残留高度解算结果,上、下端面和外圆锥面的最大残留高度,解算结果与实验结果的误差小于6%。
41、与现有技术相比,本发明的技术效果和优点:该大型圆锥面构件加工表面残留高度车削工艺设计方法,本发明依据构件下上端面和外圆锥面与工件轴线所形成的锥角,及其对加工表面残留高度的影响,构建加工表面最大残留高度一致性解算模型,利用加工表面锥角与刀具刀尖角、刀尖圆弧半径、刀具主偏角、副偏角和进刀方向、每转进给量之间的匹配关系,获取车削大型圆锥面构件加工表面残留高度一致性的工艺设计方案,显著减小了加工表面最大残留高度解算模型的误差,有效提高了车削大型圆锥面构件加工表面残留高度一致性。
- 还没有人留言评论。精彩留言会获得点赞!