一种天车调度方法、设备、介质和系统与流程
本发明创造属于智能制造的,具体涉及了一种天车调度方法、设备、介质和系统。
背景技术:
1、随着智能制造在洁净工厂不断普及,越来越多的以晶圆为主要生产内容的洁净工厂引进了一系列智能系统。主要包括制造执行系统、设备自动化系统、物料控制系统、天车控制系统。其中制造执行系统管理所有厂内在制品以及设备;设备自动化系统负责控制生产设备自动运行;物料控制系统管理所有在天车控制系统的物料,承接来自制造执行系统的指令;天车控制系统承接来自物料控制系统的指令并指派天车执行。这一系列智能系统的实施解决了工厂人力不足的难题,保证了生产的准确性,提高了生产效率,减少了人为造成的产品损失,提高了产品良率。
2、天车搬运是当前高端洁净工厂主要的搬运方式,传统的派工方式主要是依据制造执行系统相应空闲设备的搬运请求。然后分配天车执行。然而传统派工方式需要等待设备完成加工任务后才会发送派工指令,执行搬运任务。这种方式缺乏严谨的数据计算,具备极大的不确定性,天车存在极大的概率走过机台或者接受到其他指令,而导致天车错过,设备等待,浪费时间。
技术实现思路
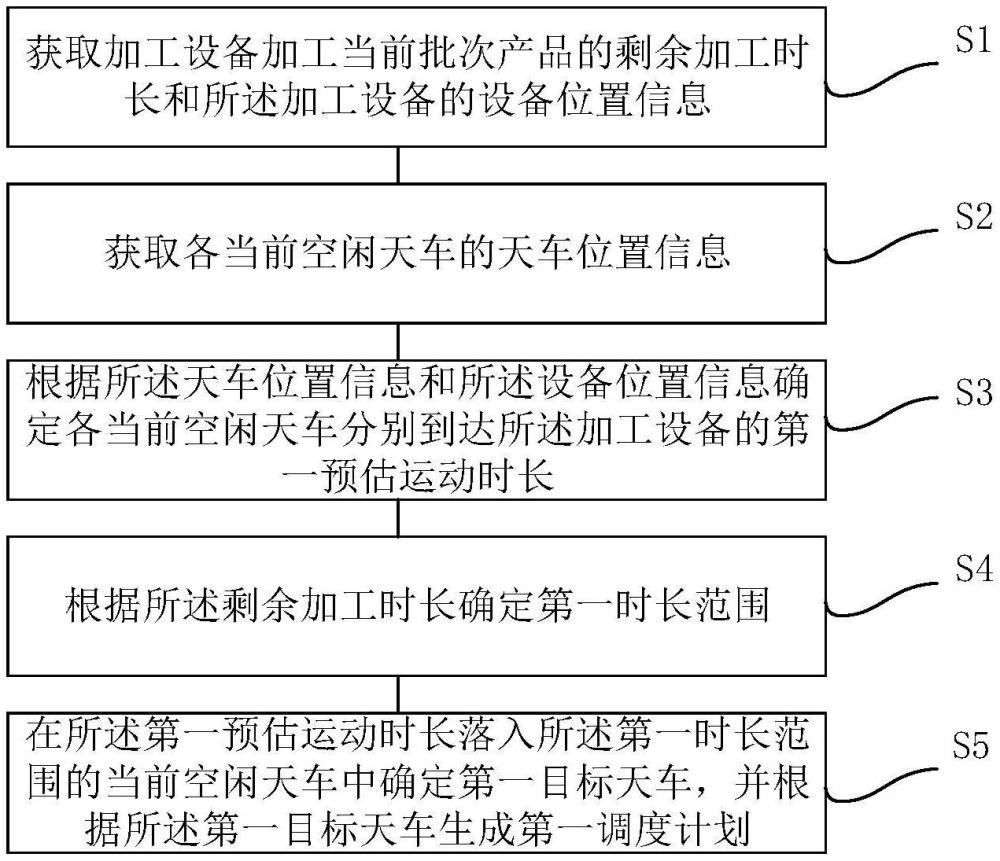
1、针对上述技术问题,本发明创造提出了一种天车调度方法、设备、介质和系统。本技术通过获取加工设备加工当前批次产品的剩余加工时长和所述加工设备的设备位置信息;获取各当前空闲天车的天车位置信息;根据所述天车位置信息和所述设备位置信息确定各当前空闲天车分别到达所述加工设备的第一预估运动时长;根据所述剩余加工时长确定第一时长范围;在所述第一预估运动时长落入所述第一时长范围的当前空闲天车中确定第一目标天车,并根据所述第一目标天车生成第一调度计划。本技术通过相对精确的计算在设备加工完时天车刚好到达直接开始搬运,避免了天车错过的可能性,紧密的衔接极大缩短了加工完成后设备等待天车前来搬取已加工完成货物的时间。
2、第一方面,本技术提供了一种天车调度方法,包括:获取加工设备加工当前批次产品的剩余加工时长和所述加工设备的设备位置信息;获取各当前空闲天车的天车位置信息;根据所述天车位置信息和所述设备位置信息确定各当前空闲天车分别到达所述加工设备的第一预估运动时长;根据所述剩余加工时长确定第一时长范围;在所述第一预估运动时长落入所述第一时长范围的当前空闲天车中确定第一目标天车,并根据所述第一目标天车生成第一调度计划。
3、在一些实施例中,所述根据所述剩余加工时长确定第一时长范围,包括:获取预设的第一时长阈值;将所述剩余加工时长确定为所述第一时长范围的第一下限值;将所述剩余加工时长与所述第一时长阈值的和确定为所述第一时长范围的第一上限值;根据所述第一上限值和所述第一下限值确定所述第一时长范围。
4、在一些实施例中,所述在所述第一预估运动时长落入所述第一时长范围的当前空闲天车中确定第一目标天车,包括:确定所述第一预估运动时长属于所述第一时长范围的当前空闲天车为第一备选天车;将所述第一预估运动时长最小的第一备选天车确定为第一目标天车。
5、在一些实施例中,所述方法还包括:获取待加工批次产品的产品位置信息;根据所述产品位置信息、所述天车位置信息和所述设备位置信息确定剩余当前空闲天车分别将所述待加工批次产品搬运到所述加工设备的第二预估运动时长,其中所述剩余当前空闲天车为除所述第一目标天车外的当前空闲天车;根据所述第一目标天车的第一预估运动时长确定第二时长范围;在所述第二预估运动时长落入所述第二时长范围的剩余当前空闲天车中确定第二目标天车,并根据所述第二目标天车生成第二调度计划。
6、在一些实施例中,所述根据所述第一目标天车的第一预估运动时长确定第二时长范围,包括:获取预设的第二时长阈值;将所述第一目标天车的第一预估运动时长确定为所述第二时长范围的第二下限值;将所述第一目标天车的第一预估运动时长与所述第二时长阈值的和值确定为所述第二时长范围的第二上限值;根据所述第二下限值和所述第二上限值确定所述第二时长范围。
7、在一些实施例中,所述在所述第二预估运动时长落入所述第二时长范围的剩余当前空闲天车中确定第二目标天车,包括:确定所述第二预估运动时长属于所述第二时长范围的剩余当前空闲天车为第二备选天车;将所述第二预估运动时长最小的第二备选天车确定为第二目标天车。
8、在一些实施例中,所述获取加工设备加工当前批次产品的剩余加工时长,包括:判断当前批次是否晚于第三批次之后的批次;若当前批次晚于第三批次之后的批次,则获取所述加工设备加工前一批次产品的第一实际加工时长和第一预估加工时长,以及前一批次产品的第一产品数量;其中,所述前一批次产品是在当前批次产品之前加工的一个批次产品;根据所述第一实际加工时长和所述第一预估加工时长确定第一时长偏差;当所述第一时长偏差小于或等于预设的第一偏差阈值时,根据所述第一时长偏差和所述第一产品数量确定第一单体时长偏差;获取当前批次产品的当前产品数量;确定所述第一单体时长偏差与所述当前产品数量的乘积,根据所述乘积与所述第一预估加工时长的和确定所述当前批次产品的预估加工时长;获取当前批次产品的已加工时长;根据所述当前批次产品的预估加工时长和已加工时长确定所述剩余加工时长。
9、在一些实施例中,所述获取加工设备加工当前批次产品的剩余加工时长,还包括:当所述第一时长偏差大于所述第一偏差阈值时,还获取所述加工设备加工早于当前批次的前二批次产品的第二实际加工时长,以及所述前二批次产品的第二产品数量,其中,所述前二批次产品是在所述前一批产品之前加工的一个批次产品;根据所述第二实际加工时长和所述第一预估加工时长确定第二时长偏差;根据所述第二产品数量和所述第一产品数量确定第一数量差;将所述第二时长偏差与所述第一数量差的比值确定第二单体时长偏差;根据所述当前产品数量和所述第一产品数量确定第二数量差;确定所述第二数量差与所述第二单体时长偏差的乘积,根据该乘积与所述第一预估加工时长的和确定所述当前批次产品的预估加工时长;获取当前批次产品的已加工时长;根据所述当前批次产品的预估加工时长和已加工时长确定所述剩余加工时长。
10、在一些实施例中,所述获取加工设备加工当前批次产品的剩余加工时长,包括:判断当前批次是否为第三批次;若当前批次是第三批次,则分别获取第一批次的第三实际加工时长、第三产品数量,以及第二批次的第四实际加工时长和第四产品数量;根据所述第三产品数量和所述第四产品数量确定两个批次之间加工产品的第三数量差;根据所述第三实际加工时长和所述第四实际加工时长确定前两批次之间的第三偏差时长;根据所述第三偏差时长和所述第四数量差之间的比值确定第三单体时长偏差;获取所述当前批次需加工产品的第五产品数量;根据所述第五产品数量和所述第四产品数量确定第四数量差;确定所述第四数量差与所述第三单体时长偏差的乘积,将该乘积与所述第四实际加工时长的和确定为所述当前批次产品的预估加工时长;根据所述已加工时长和所述当前预估加工时长确定所述剩余加工时长。
11、第二方面,本技术公开了一种计算机设备,包括存储器、处理器及存储在存储器上的计算机程序,所述处理器执行所述计算机程序以实现权利要求1至9中任一项所述方法的步骤。
12、第三方面,本技术公开了一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现第一方面中任一项所述方法的步骤。
13、第四方面,本技术公开了一种天车管理系统,包括:天车调度子系统、天车控制子系统、数据采样子系统;
14、所述调度子系统与所述数据采样子系统和所述天车控制子系统连接,用于接收所述数据采样子系统提供的数据,并将根据第一方面中任一项所述天车调度方法确定的第一调度计划和/或第二调度计划发送给所述天车控制子系统,以供所述所述天车控制子系统控制相应的天车执行所述调度计划。本发明创造的有益效果:本技术通过加工设备的历史加工时长数据,尤其是上一批的加工时长数据以及上二批次的加工时长数据准确的对当前批次产品的加工时长数据进行预估,进而能够得到准确的剩余加工时长,使得提前给天车派工成为了可能。而根据剩余加工时长、天车的位置信息以及加工设备的设备位置信息确定的第一调度任务,使得在加工设备在加工完成时天车刚好到达,并直接开始搬运,避免了天车错过的可能性,紧密的衔接极大缩短了加工完成后设备等待天车前来搬取已加工完成货物的时间。而根据第一调度任务中第一目标天车的第一预估运动时长、待加工批次产品的产品位置信息以及天车位置信息确定的第二调度任务,实现了缩短已加工完成的货物搬走后设备等待天车放下待加工货物的时间。从而减少设备等待时间,提高设备利用率,进一步提高产能。
- 还没有人留言评论。精彩留言会获得点赞!