一种高速铁路钢轨廓形打磨方法、系统、设备及介质
本发明属于钢轨打磨,具体涉及一种高速铁路钢轨廓形打磨方法、系统、设备及介质。
背景技术:
1、高速铁路作为现代交通的重要组成部分,其安全性和舒适性直接关系到乘客的出行体验和铁路运营的效率。钢轨作为高速铁路的核心构件,其表面状态和几何形状对列车的运行稳定性和安全性至关重要。为了保持钢轨的理想状态,定期的打磨作业是必不可少的。打磨不仅可以消除钢轨表面的磨损和不规则形状,还能有效延长钢轨的使用寿命,降低维护成本。因此,如何提高钢轨打磨的精确性和效率,成为了当前铁路维护技术研究的重要课题。
2、目前,高速铁路钢轨的打磨主要依赖人工操作。具体流程是先对高铁线路不同里程的钢轨廓形进行测量,获取其几何参数。随后,人工将测量结果与标准廓形进行对比,计算出各个角度的偏差。接着,依靠人工经验制定出每个廓形的打磨模式。
3、然而,这一过程不仅耗时耗力,而且对操作人员的专业技能和经验要求较高。由于测量和计算均为人工完成,容易出现人为误差,导致每个不同里程的钢轨廓形角度偏差不一致,从而影响打磨效果。因此,现有的人工打磨技术,由于每个测量点的偏差可能不同,导致最终的打磨模式不够统一,进而造成打磨后钢轨轨面的波磨现象。
技术实现思路
1、基于此,本技术提出一种高速铁路钢轨廓形打磨方法、系统、设备及介质,旨在能够解决现有的人工打磨技术,由于每个测量点的偏差可能不同,导致最终的打磨模式不够统一,进而造成打磨后钢轨轨面的波磨现象的问题。
2、本技术的第一方面提供了一种高速铁路钢轨廓形打磨方法,所述方法包括:
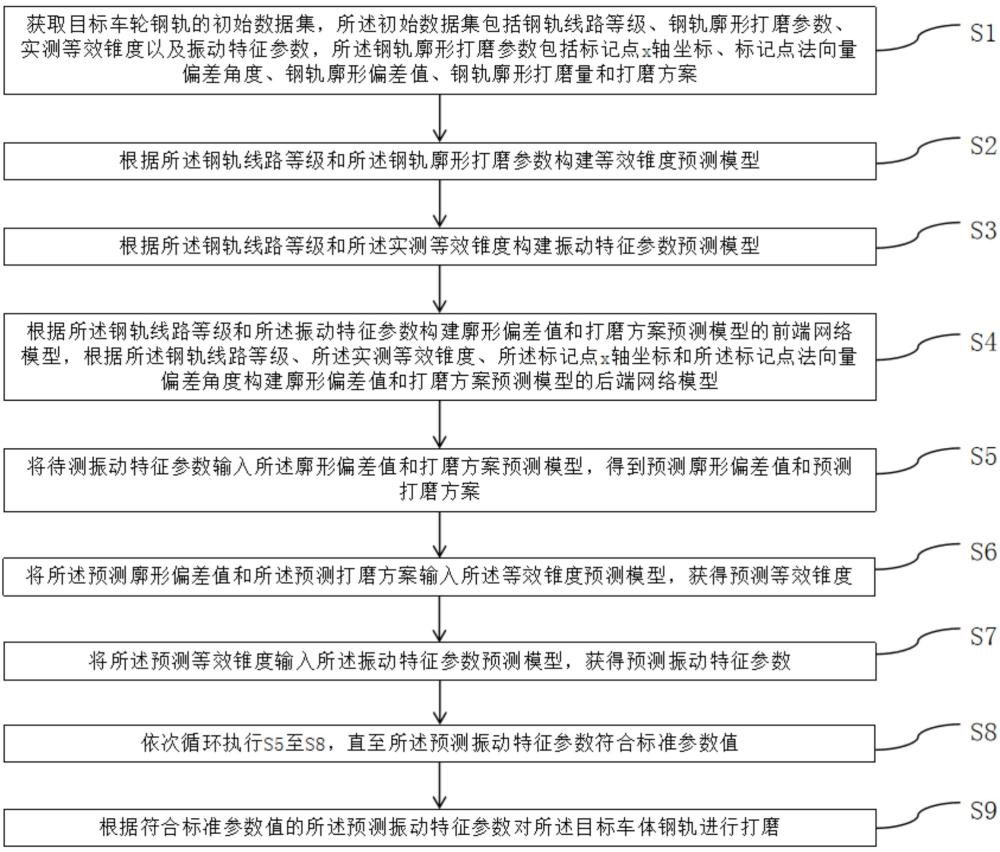
3、s1:获取目标车轮钢轨的初始数据集,所述初始数据集包括钢轨线路等级、钢轨廓形打磨参数、实测等效锥度以及振动特征参数,所述钢轨廓形打磨参数包括标记点x轴坐标、标记点法向量偏差角度、钢轨廓形偏差值、钢轨廓形打磨量和打磨方案;
4、s2:根据所述钢轨线路等级和所述钢轨廓形打磨参数构建等效锥度预测模型;
5、s3:根据所述钢轨线路等级和所述实测等效锥度构建振动特征参数预测模型;
6、s4:根据所述钢轨线路等级和所述振动特征参数构建廓形偏差值和打磨方案预测模型的前端网络模型,根据所述钢轨线路等级、所述实测等效锥度、所述标记点x轴坐标和所述标记点法向量偏差角度构建廓形偏差值和打磨方案预测模型的后端网络模型;
7、s5:将待测振动特征参数输入所述廓形偏差值和打磨方案预测模型,得到预测廓形偏差值和预测打磨方案;
8、s6:将所述预测廓形偏差值和所述预测打磨方案输入所述等效锥度预测模型,获得预测等效锥度;
9、s7:将所述预测等效锥度输入所述振动特征参数预测模型,获得预测振动特征参数;
10、s8:依次循环执行s5至s8,直至所述预测振动特征参数符合标准参数值;
11、s9:根据符合标准参数值的所述预测振动特征参数对所述目标车轮钢轨进行打磨。
12、与现有技术相比,本技术提供的一种高速铁路钢轨廓形打磨方法,该方法首先通过获取目标车轮钢轨的初始数据集,包括钢轨线路等级、钢轨廓形打磨参数、实测等效锥度和振动特征参数,为后续的预测模型构建提供了准确的数据基础;根据钢轨线路等级和钢轨廓形打磨参数构建等效锥度预测模型,能够对钢轨的等效锥度进行预测,这一技术特征使得在钢轨打磨过程中,可以实时预测钢轨的锥度变化;通过钢轨线路等级和实测等效锥度构建振动特征参数预测模型,有助于预测钢轨在运行过程中的振动情况;通过构建前端网络模型和后端网络模型,对廓形打磨量和廓形偏差值进行预测,实现了对钢轨打磨过程的精确控制;前端网络模型基于钢轨线路等级和振动特征参数,后端网络模型基于钢轨线路等级、实测等效锥度、标记点坐标和法向量偏差角度,两者协同工作,提高了预测的准确性;将待测振动特征参数输入预测模型,得到偏差值预测矩阵和打磨量预测矩阵,进而获得预测钢轨廓形;根据等效锥度预测模型和预测钢轨廓形,获得预测等效锥度;再根据振动特征参数预测模型和预测等效锥度,获得预测振动特征参数,这一系列预测过程实现了对钢轨打磨过程的实时监控和调整,确保了打磨过程的稳定性和准确性;通过循环执行预测模型,直至预测振动特征参数符合标准参数值,实现了对钢轨打磨过程的持续优化;最终,根据符合标准参数值的预测振动特征参数对目标车轮钢轨进行打磨,确保了打磨后的钢轨满足使用要求,能够有效避免打磨后钢轨轨面的波磨现象的问题。
13、作为第一方面的一种可选实施方式,所述s1包括:所述初始数据集还包括钢轨标准廓形和钢轨模拟廓形,其中:根据所述钢轨标准廓形和所述钢轨模拟廓形,获得所述标记点x轴坐标和所述标记点法向量偏差角度;根据所述标记点x轴坐标和所述标记点法向量偏差角度,获得所述钢轨廓形偏差值和所述打磨方案;根据所述钢轨廓形偏差值和所述打磨方案,获得所述钢轨廓形打磨量;获取所述目标车轮钢轨的左轮滚动圆半径、右轮滚动圆半径和轮对横移量,以获得所述实测等效锥度;获取振动加速度信号,根据信号处理算法,将所述振动加速度信号转换为所述振动特征参数。
14、作为第一方面的一种可选实施方式,所述s2包括:根据所述钢轨线路等级、所述标记点x轴坐标、所述标记点法向量偏差角度、所述钢轨廓形偏差值、所述钢轨廓形打磨量和所述打磨方案,构建第一训练数据集;对所述第一训练数据集进行归一化处理,得到第一标准化矩阵;构建关于所述等效锥度预测模型的第一目标函数,将所述第一标准化矩阵输入所述等效锥度预测模型并利用粒子群算法对所述第一目标函数进行迭代优化,最终得到优化后的所述等效锥度预测模型。
15、作为第一方面的一种可选实施方式,所述s3包括:根据所述钢轨线路等级和所述实测等效锥度构建第二训练数据集;对所述第二训练数据集进行归一化处理,得到第二标准化矩阵;构建关于所述振动特征参数预测模型的第二目标函数,将所述第二标准化矩阵输入所述振动特征参数预测模型并利用粒子群算法对所述第二目标函数进行迭代优化,最终得到优化后的所述特征参数预测模型。
16、作为第一方面的一种可选实施方式,所述s4包括:根据所述钢轨线路等级和所述振动特征参数构建第三训练数据集;对所述第三训练数据集进行归一化处理,得到第三标准化矩阵;构建关于所述前端网络模型的第三目标函数,将所述第三标准化矩阵输入所述前端网络模型并利用粒子群算法对所述第三目标函数进行迭代优化,最终得到优化后的所述前端网络模型;根据所述实测等效锥度、所述标记点x轴坐标和所述标记点法向量偏差角度构建第四训练数据集;对所述第四训练数据集进行归一化处理,得到第四标准化矩阵;构建关于所述后端网络模型的第四目标函数,将所述第四标准化矩阵输入所述后端网络模型并利用粒子群算法对所述第四目标函数进行迭代优化,最终得到优化后的所述后端网络模型;将优化后的所述前端网络模型和优化后的所述后端网络模型组合为所述廓形偏差值和打磨方案预测模型。
17、作为第一方面的一种可选实施方式,所述s2还包括:根据轮轨接触几何理论,计算钢轨廓形在不同横移量下的等效锥度并记录等效锥度的临界值,所述等效锥度的临界值用于根据车轮钢轨的预测等效锥度判断打磨是否合格的标准之一,具体为:在每个标记点设置i个法向变化量,以得到钢轨模拟廓形和钢轨标准廓形的法向偏差值,所述法向偏差值等于钢轨模拟廓形打磨量的大小;对所述钢轨模拟廓形打磨量进行排列组合,得到种组合的钢轨模拟廓形;计算每一种组合情况下钢轨模拟廓形在不同横移量下的等效锥度λ1、λ2、...、λj并记录等效锥度的临界值λmin和λmax。
18、作为第一方面的一种可选实施方式,所述s3还包括:通过轮动力学模拟软件,计算钢轨廓形在不同横移量下的振动加速度信号并记录横向振动加速度最大值和垂向振动加速度最大值作为振动特征参数进行判断时的临界值,所述临界值用于根据车轮钢轨的预测振动特征参数判断打磨是否合格的标准之一,具体为:将实测钢轨廓形及对应的不同横移量下的实测等效锥度导入动力学模拟软件中,计算对应的振动加速度信号;根据所述振动加速度信号,记录对应横向振动加速度最大值axmax和垂向振动加速度最大值aymax。
19、本技术的第二方面提供了一种高速铁路钢轨廓形打磨系统,所述系统包括:
20、获取数据模块,包括s1:获取目标车轮钢轨的初始数据集,所述初始数据集包括钢轨线路等级、钢轨廓形打磨参数、实测等效锥度以及振动特征参数,所述钢轨廓形打磨参数包括标记点x轴坐标、标记点法向量偏差角度、钢轨廓形偏差值、钢轨廓形打磨量和打磨方案;
21、构建模型模块,包括s2:根据所述钢轨线路等级和所述钢轨廓形打磨参数构建等效锥度预测模型;s3:根据所述钢轨线路等级和所述实测等效锥度构建振动特征参数预测模型;s4:根据所述钢轨线路等级和所述振动特征参数构建廓形偏差值和打磨方案预测模型的前端网络模型,根据所述钢轨线路等级、所述实测等效锥度、所述标记点x轴坐标和所述标记点法向量偏差角度构建廓形偏差值和打磨方案预测模型的后端网络模型;
22、预测模块,包括s5:将待测振动特征参数输入所述廓形偏差值和打磨方案预测模型,得到预测廓形偏差值和预测打磨方案;s6:将所述预测廓形偏差值和所述预测打磨方案输入所述等效锥度预测模型,获得预测等效锥度;s7:将所述预测等效锥度输入所述振动特征参数预测模型,获得预测振动特征参数;
23、判断打磨模块,包括s8:依次循环执行s5至s8,直至所述预测振动特征参数符合标准参数值;s9:根据符合标准参数值的所述预测振动特征参数对所述目标车轮钢轨进行打磨。
24、本技术的第三方面提供了一种电子设备,包括:处理器;用于存储所述处理器可执行指令的存储器;其中,所述处理器被配置为执行所述可执行指令,以实现上述一种高速铁路钢轨廓形打磨方法。
25、本技术的第四方面提供了一种计算机可读存储介质,当所述计算机可读存储介质中的指令由电子设备的处理器执行时,使得所述电子设备能够执行上述一种高速铁路钢轨廓形打磨方法。
26、本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实施例了解到。
- 还没有人留言评论。精彩留言会获得点赞!