一种低噪声曲轴箱装配精度的评价方法及装配方法与流程
本发明属于曲轴箱设计与装配,尤其涉及一种低噪声曲轴箱装配精度的评价方法及装配方法。
背景技术:
1、往复压缩机作为一种提升气体压力的流体机械,在石油、化工等多个领域发挥着非常重要的作用。但往复压缩机在运行过程中所产生的巨大噪声不仅会损害操作人员的身心健康,影响生产效率和生产质量,还对车间、工厂的环境产生了很大的负面影响。
2、往复压缩机产生噪声的原因很多,将这些噪声原因按照部位进行分类的话,则毫无疑问曲轴箱是一个产生噪声的重要部位。曲轴箱作为压缩机的关键零部件之一,在曲轴的参与下,其与联轴器护罩、轴承座、连杆配合完成电机动力的传递,将曲轴旋转运动转化为连杆往复摆动,与气缸、活塞配合实现往复运动,完成气体压缩。
3、与压缩机中其他零部件交互密切的曲轴箱,作为运动部件的载体,曲轴箱的箱体结构为封闭式壳体,如果将装配精度过低的曲轴箱与曲轴箱相关各零部件直接进行装配,则必然会因为零部件之间存在不合适的公差,以及装配接触部位间不适当的配合方式,导致曲轴箱部分噪声过大。所以在对曲轴箱与曲轴箱相关各零部件进行装配的过程中,技术人员常根据各装配部位实际装配上的松紧状态,再来决定是否需要调整曲轴箱和与曲轴箱相关各零部件的尺寸。但是将已经进行装配的零部件拆卸下来调整,也会使曲轴箱和相关部分零部件产生不可逆转的装配损伤,降低整个装配过程的效率。
技术实现思路
1、本发明的目的是克服上述现有技术的不足,提供一种低噪声曲轴箱装配精度的评价方法,可以在进行实际装配操作前,通过一次性计算当前曲轴箱中各气缸封闭环尺寸范围,来精准确定当前曲轴箱的装配精度是否合格,减少了因为装配精度低所产生的曲轴箱噪声。
2、为实现上述目的,本发明采用了以下技术方案:
3、一种低噪声曲轴箱装配精度的评价方法,包括以下内容:
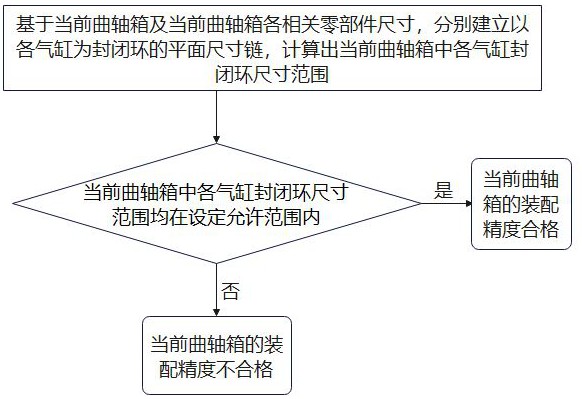
4、基于当前曲轴箱及当前曲轴箱各相关零部件尺寸,分别建立以各气缸为封闭环的平面尺寸链,计算出当前曲轴箱中各气缸封闭环尺寸范围;若当前曲轴箱中各气缸封闭环尺寸范围均在设定允许范围内,则当前曲轴箱的装配精度合格;反之则当前曲轴箱的装配精度不合格。
5、优选的,计算当前曲轴箱中任意一个气缸封闭环尺寸范围,还包括以下子步骤:
6、步骤11,计算当前曲轴箱中各组成环的中间偏差:
7、;
8、其中,表示编号n的组成环的中间偏差;表示构成编号n的组成环的预装配零部件和/或曲轴箱所在生产批次中的第p个零部件和/或曲轴箱的实际测量值,1≤p≤n且p为正整数,即当前批次对应零部件总数为n;表示构成编号n的组成环的预装配零部件和/或曲轴箱所在生产批次的预测值;
9、步骤12,根据配合关系建立曲轴箱的平面尺寸链,计算封闭环中间偏差:
10、;
11、其中,表示封闭环的中间偏差;表示编号n的组成环的传递系数;表示编号n的组成环的相对不对称系数;表示编号n的组成环的公差;d1~d10表示编号为1~10的组成环;
12、步骤13,通过概率法计算出气缸的封闭环尺寸范围cl:
13、;
14、其中,表示对应组成环的公称尺寸;k0表示封闭环的相对分布系数;表示对应组成环的相对分布系数。
15、优选的,曲轴箱包括箱体,所述箱体为面数大于等于5的多面体,所述箱体包括上底面、第一侧面、第二侧面、第三侧面和第四侧面,两个同轴的轴承座孔分别设置在第一侧面和第二侧面上,上底面开设有进气孔,第三侧面上开设有第一排气孔和第一一级气缸导向孔;所述箱体内壁上设置有用于降低箱体内噪声的降噪结构。
16、优选的,降噪结构包括加强筋和网纹凸起,所述加强筋和所述网纹凸起均设置在所述箱体的内壁上;所述加强筋包括圆形加强筋和条形加强筋两种,圆形加强筋环绕各孔设置;第一侧面和第二侧面上的条形加强筋延长线穿过所述轴承座孔的圆心,上底面、第三侧面和第四侧面上均设置有若干条与曲轴的长度方向平行的条形加强筋;所述箱体、内壁加强筋和网纹凸起上均喷覆有吸声材料。
17、优选的,所述第一排气孔设置在所述第一一级气缸导向孔正下方、正上方或是所述第一一级气缸导向孔远离所述进气孔的一侧;第四侧面上开设有第二排气孔和第二一级气缸导向孔,所述第二排气孔设置在所述第二一级气缸导向孔正下方、正上方或是所述第二一级气缸导向孔远离所述进气孔的一侧;第三侧面上还开设有第一二级气缸导向孔,所述第一二级气缸导向孔设置在所述第一排气孔远离所述进气孔的一侧;第四侧面上还开设有第二二级气缸导向孔,所述第二二级气缸导向孔设置在所述第二一级气缸导向孔靠近所述进气孔的一侧;进气管路从所述箱体外部通过所述进气孔延伸至所述箱体内腔中,第一排气管路和第二排气管路分别从所述箱体外部通过所述第一排气孔和第二排气孔延伸至所述箱体内腔中;各管路的外直径均与对应的进气孔或排气孔直径相同。
18、优选的,将平行于上底面、且垂直于第三侧面并经过所述第一一级气缸导向孔圆心的平面记为第一平面,将平行于上底面、且垂直于第三侧面并经过所述第一二级气缸导向孔圆心的平面记为第二平面,将平行于上底面、且垂直于第四侧面并经过所述第二一级气缸导向孔圆心的平面记为第三平面,将平行于上底面、且垂直于第四侧面并经过所述第二二级气缸导向孔圆心的平面记为第四平面,则第一平面与第二平面不重合,且第三平面与第四平面不重合。
19、优选的,与曲轴箱相关各零部件包括轴承、轴承座、曲轴、连杆、连杆大头轴承、连杆小头轴承、气缸、活塞和活塞销;d1表示曲轴箱箱体外端面至轴承座内部轴承安装孔底面的距离;d2表示轴承的宽度,d3表示曲轴上轴承安装面与连杆大头轴承安装面的距离;d4表示连杆大头轴承端面与过轴承中心点且垂直轴线的平面之间的距离;d5表示连杆小头轴承端面与过小头轴承中心点且垂直轴线的平面之间的距离;d6表示活塞销座内孔端面与活塞中心剖面的距离;d7表示活塞半径,d8表示活塞与气缸之间的间隙;d9表示气缸中心孔的内部半径;d10表示气缸中心轴线与曲轴箱第一侧面安装面之间的距离;△d表示连杆小头轴承端面与活塞销座内孔端面之间的距离。
20、优选的,在装配前获取成品曲轴箱包括以下步骤:
21、s1,获取初始化曲轴箱后,在工况环境下对初始化曲轴箱进行外来噪声模拟,并采集初始化曲轴箱上的外来噪声参数;
22、s2,根据外来噪声参数计算出初始化曲轴箱中若干个规格参数的最佳值后,调整初始化曲轴箱的对应规格参数,得到成品曲轴箱。
23、优选的,在s1中:外来噪声参数包括第一排气孔前进声波的声压、第一排气孔逆向声波的声压、第二排气孔前进声波的声压、第二排气孔逆向声波的声压、进气孔前进声波的声压、进气孔逆向声波的声压、第一排气孔的面积s1、第二排气孔的面积s2以及进气孔的面积s4;
24、在s2中,还包括以下子步骤:
25、s21,第一排气孔和第二排气孔同时开启,根据外来噪声参数构建声压抵消约束条件及消声量目标函数:
26、声压抵消约束条件为:
27、;
28、消声量目标函数为:
29、;
30、其中,e为自然常数;表示消声量;表示箱体几何中心处的前进声波声压;表示箱体几何中心处的逆向声波声压;s3表示扩张室面积,为箱体几何中心处平行于轴承座孔所在侧面的横截面面积;m表示扩张比,m=s3/s2;l为第一间距,表示进气孔圆心与第一排气孔圆心之间的直线距离;k表示噪声波数;i表示噪声的谐波序号;
31、s22,在声压抵消约束条件下,求出消声量目标函数的最大值max以及对应的箱体几何中心处的最佳逆向声波声压、箱体几何中心处的最佳前进声波声压、最佳扩张室面积s3,best和最佳第一间距lbest;
32、s23,根据最佳扩张室面积s3,best和最佳第一间距lbest调整初始化曲轴箱的对应规格参数,得到成品曲轴箱。
33、本发明还提供一种低噪声曲轴箱的装配方法,包括以下步骤:
34、步骤一,采用如上述的一种低噪声曲轴箱装配精度的评价方法,来判定当前曲轴箱的装配精度是否合格;
35、步骤二,若当前曲轴箱的装配精度合格,则当前曲轴箱和与曲轴箱相关各零部件被直接进行装配;若当前曲轴箱的装配精度不合格,则技术人员调整曲轴箱和/或与曲轴箱相关各零部件的尺寸后,重新回到步骤一,直至曲轴箱的装配精度合格为止。
36、本发明的有益效果在于:
37、(1)本发明的一种低噪声曲轴箱装配精度的评价方法,通过一次性计算当前曲轴箱中各气缸封闭环尺寸范围,来精准确定当前曲轴箱的装配精度是否合格,减少了因为装配精度低所产生的曲轴箱噪声。
38、(2)本发明的低噪声曲轴箱的结构,具有良好的降噪效果,可以减少从曲轴箱内向外传递的噪声;且无需增加箱体厚度,通过在箱体上设置进气孔与排气孔,以及对箱体上进气孔与排气孔的位置限制,通过箱体内两种气流走向,使工作过程中箱体内的热量与从气缸中泄漏出的压缩气体会被及时地带出曲轴箱内,保证了曲轴箱内气压和温度始终适宜、及时散热,对空气进行高效压缩,延长曲轴箱寿命。
39、(3)本发明的低噪声曲轴箱的结构,具有很好的降噪效果还体现在以下几个方面:
40、①气缸孔的偏心设计,减小气缸受到的侧向力,降低曲轴箱组件运动时产生的噪声。
41、②箱体的内壁上设置有包括加强筋和网纹凸起的降噪结构,降噪结构上喷覆有吸声材料,相较于整体增厚曲轴箱的现有技术而言,本发明中的降噪结构及其设置方式对空间需求极小,所以曲轴箱体积不用增大也不会压缩其内部的回转区域,提高曲轴箱内的空间利用率,也避免了增大压缩机占据的空间,且本发明箱体内的阻性消声部仅会小幅增加曲轴箱的重量,但又能大幅增强曲轴箱的箱体强度与刚性,还能大大减少曲轴箱产生的噪声以及从曲轴箱中传递出的噪声。
42、③进气管路从箱体外部通过进气孔延伸至箱体内腔中,第一排气管路和第二排气管路分别从箱体外部通过第一排气孔和第二排气孔延伸至箱体内腔中,进气管路、排气管路以及箱体在外来噪声的传播过程中相当于两个串联的内插管式扩张室消声器,喷覆有吸声材料的降噪结构和箱体内壁使得整个箱体内腔成为一个阻性消声部。即本发明在将曲轴箱在与进气管路、排气管路构成扩张室消声器的基础上,还将箱体内设置成阻性消声部,不仅避免了曲轴箱共振导致噪声增大,而且噪声声波在箱体内传播的过程中,会因为摩擦将声能转化为热能,使噪声随着传播距离而衰减,而本发明曲轴箱及时散热的功能也能保证消声过程中的摩擦生热会被气流从排气孔带出曲轴箱,所以本发明曲轴箱在很好地阻止外来噪声从曲轴箱内传递出来的同时,也保证了曲轴箱内气压和温度始终适宜。
43、(4)本发明中,技术人员在工况噪声确定的情况下去设计曲轴箱,将初始化曲轴上的规格参数进行修改以得到降噪效果最好的成品曲轴箱。
44、(5)现有技术的装配方法会因为在装配精度过低时,就已经将曲轴箱和与曲轴箱相关的部分零部件进行装配了,即使后续拆卸下来调整,也会使曲轴箱和相关部分零部件产生不可逆转的装配损伤,从而降低调整效率,进一步的,也降低整个装配过程的效率;并且调整后的装配精度也只能相对地提高一些,减少一些因为装配精度低所带来的噪声。而本发明的装配方法在进行装配前,就通过多个气缸封闭环的计算来准确把控曲轴箱和与曲轴箱相关的部分零部件之间的装配精度是否合格,只有装配精度合格的曲轴箱与曲轴箱相关的部分零部件才可以进行装配,这样就保证了曲轴箱与曲轴箱相关的部分零部件之间只需一次装配,无需多次拆卸后调整,避免装配损伤降低调整效率,整个装配过程的效率高,并且本发明的装配方法大幅提升装配精度,也大大减少了因为装配精度低所产生的曲轴箱噪声,进一步降低曲轴箱噪声。
- 还没有人留言评论。精彩留言会获得点赞!