一种基于机器视觉的磨齿齿面粗糙度测量方法与流程
本发明涉及磨齿加工质量检测,具体是一种基于机器视觉的磨齿齿面粗糙度测量方法。
背景技术:
1、在磨齿加工过程中,齿面粗糙度是衡量齿轮加工质量的重要指标之一。齿面粗糙度不仅影响齿轮的传动精度、噪声和振动水平,还对齿轮的使用寿命和可靠性有着重要影响。传统的齿面粗糙度测量方法,如触针法,需要与齿面进行接触测量,测量过程耗时较长,且可能会对齿面造成损伤;光学干涉法虽然精度较高,但设备昂贵,操作复杂,对测量环境要求苛刻。因此,开发一种非接触、快速、准确且成本较低的磨齿齿面粗糙度测量方法具有重要的现实意义。
技术实现思路
1、为了解决上述技术问题,本发明的目的在于提供一种基于机器视觉的磨齿齿面粗糙度测量方法,包括以下步骤:
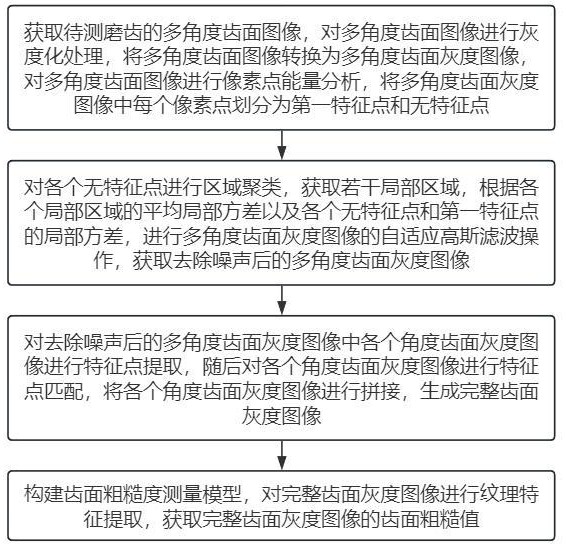
2、步骤s1:将待测磨齿固定在旋转平台上,设置相机、镜头与光源位置,确保在初始角度能清晰拍摄齿面,启动旋转平台,按预设角度依次旋转,每次旋转到位后,触发相机采集图像,获取待测磨齿的多角度齿面图像,对多角度齿面图像进行灰度化处理,将多角度齿面图像转换为多角度齿面灰度图像,对多角度齿面图像进行像素点能量分析,将多角度齿面灰度图像中每个像素点划分为第一特征点和无特征点;
3、步骤s2:对各个无特征点进行区域聚类,获取若干局部区域,根据各个局部区域的平均局部方差以及各个无特征点和第一特征点的局部方差,进行多角度齿面灰度图像的自适应高斯滤波操作,获取去除噪声后的多角度齿面灰度图像;
4、步骤s3:对去除噪声后的多角度齿面灰度图像中各个角度齿面灰度图像进行特征点提取,随后对各个角度齿面灰度图像进行特征点匹配,将各个角度齿面灰度图像进行拼接,生成完整齿面灰度图像;
5、步骤s4:构建齿面粗糙度测量模型,对完整齿面灰度图像进行纹理特征提取,获取完整齿面灰度图像的齿面粗糙值。
6、进一步地,对多角度齿面图像进行像素点能量分析,将多角度齿面灰度图像中每个像素点划分为第一特征点和无特征点的过程包括:
7、获取多角度齿面灰度图像中每个像素点的局部方差;
8、其中,获取多角度齿面灰度图像中每个像素点的局部方差的计算公式为:
9、;
10、;
11、其中,表示局部方差,d表示灰度值,表示像素点处的灰度值,w表示邻域范围内所有像素点的集合,n1表示邻域范围内像素点总数;
12、利用灰度共生矩阵技术构建每个像素点的灰度共生矩阵,具体的细节如,将表面图像数据的灰度级别量化为离散的灰度级别,将灰度值范围分成若干等级,例如8位图像可分成16、32、64等级,以及定义灰度共生矩阵所需的参数,包括距离(d)和方向(θ),根据实际应用需求来确定,具体步骤不再赘述,随后对每个像素点的灰度共生矩阵进行特征提取,获取每个像素点的能量(用于描述图像中像素灰度分布的均匀程度,度量了图像包含的随机性,表现了图像的复杂程度),预设能量上限阈值,将每个像素点的能量与能量上限阈值进行比较,将能量大于能量上限阈值的像素点标记为第一特征点,将能量小于等于能量上限阈值的像素点标记为无特征点;
13、能量越低表示纹理比较简单、规则,区域越光滑,即区域内的像素值变化主要是由噪声引起的,因此后续通过无特征点合并的局部区域内的平均局部方差反映局部噪声水平,从而提升噪声去噪结果的精确性。
14、进一步地,对各个无特征点进行区域聚类,获取若干局部区域的过程包括:
15、选择一无特征点,将无特征点的局部方差与其他无特征点的局部方差进行比较,获取无特征点与其他无特征点之间的局部方差差值,将局部方差差值与预设局部方差差值阈值进行比较,将局部方差差值小于等于局部方差差值阈值的其他无特征点与无特征点合并成一个局部区域,重复上述步骤,直至所有无特征点均被合并至局部区域内;
16、根据各个局部区域包括的各个无特征点的局部方差,获取各个局部区域的平均局部方差。
17、进一步地,根据各个局部区域的平均局部方差以及各个无特征点和第一特征点的局部方差,进行多角度齿面灰度图像的自适应高斯滤波操作的过程包括:
18、构建滤波参数匹配模型,获取各个无特征点所属局部区域的平均局部方差,获取各个无特征点的局部方差与各个无特征点所属局部区域的平均局部方差之间的差值,将所述差值标记为噪声波动;
19、获取各个第一特征点相邻局部区域的平均局部方差,获取各个第一特征点的局部方差与相邻局部区域的平均局部方差之间的差值,将所述差值标记为噪声波动;
20、根据各个第一特征点的噪声波动和各个无特征点的噪声波动输入滤波参数匹配模型,获取各个第一特征点以及各个无特征点的滤波参数,根据各个第一特征点以及各个无特征点的滤波参数利用高斯滤波方法对多角度齿面灰度图像各个第一特征点以及各个无特征点进行高斯滤波处理,获取去除噪声后的多角度齿面灰度图像,所述滤波参数包括高斯核大小和标准差,当局部方差接近平均局部方差时,说明此区域主要由噪声构成,则滤波参数匹配模型增大标准差以增强平滑效果;反之,若局部方差远大于平均局部方差,则表明此处可能存在重要的图像特征如边缘等,则滤波参数匹配模型减小标准差,减少对这些特征的影响。
21、进一步地,对去除噪声后的多角度齿面灰度图像中各个角度齿面灰度图像进行特征点提取的过程包括:
22、构建各个角度齿面灰度图像中每个像素点的hessian矩阵,获取每个像素点的hessian矩阵行列式值,将每个像素点的hessian矩阵行列式值与每个像素点的八个邻域像素点的hessian矩阵行列式值进行比较;
23、其中,对于一个像素点,hessian矩阵定义为:
24、;
25、其中,其中、和分别是高斯二阶导数与i(x,y)的卷积,i(x,y)是角度齿面灰度图像在像素点(x,y)处的灰度值,是高斯核的尺度参数;
26、hessian矩阵行列式值的计算公式为:
27、;
28、其中,表示hessian矩阵行列式值;
29、若像素点的hessian矩阵行列式值均大于八个邻域像素点的hessian矩阵行列式值,则将像素点标记为第二特征点;
30、为了使特征点具有旋转不变性,预先为每个特征点计算其主方向,获取第二特征点邻域内的haar小波响应,具体过程为:以每个特征点为中心,在其邻域内计算水平方向和垂直方向的haar小波响应;水平方向的haar小波响应和垂直方向的haar小波响应的计算公式分别为:
31、;
32、;
33、其中,w是一个以特征点为中心的矩形窗口,s是窗口的大小;
34、统计第二特征点邻域内的haar小波响应的方向直方图,具体过程为,对于每个像素点,计算其haar小波响应的幅值m和方向:
35、;
36、;
37、然后将方向量化到0到360度的范围内,并将幅值m分配到对应的方向区间中,统计方向直方图;
38、找到第二特征点的方向直方图中幅值最大的方向区间,将该方向区间的中心方向作为第二特征点的主方向,获取第二特征点的主方向,构建第二特征点邻域的子区域,以每个特征点为中心,在其邻域内构建一个大小为(其中s是第二特征点所在尺度的大小)的矩形区域,并将该矩形区域划分为个大小相等的子区域,获取每个子区域内的haar小波响应统计量,其具体过程为:分别计算每个子区域内的水平方向haar小波响应的幅值之和、垂直方向haar小波响应的幅值之和、水平方向haar小波响应的幅值的绝对值之和以及垂直方向haar小波响应的幅值的绝对值之和,将每个子区域内计算得到的haar小波响应统计量按照一定的顺序排列,获取第二特征点的特征描述子向量;这个特征描述子向量全面地描述了特征点邻域内的图像特征信息,具有较好的独特性和稳定性,能够有效地用于特征匹配和目标识别等计算机视觉任务。
39、进一步地,对各个角度齿面灰度图像进行特征点匹配,将各个角度齿面灰度图像进行拼接,生成完整齿面灰度图像的过程包括:
40、将角度齿面灰度图像中第二特征点的特征描述子向量与其他角度齿面灰度图像中所有第二特征点的特征描述子向量进行匹配,获取角度齿面灰度图像中第二特征点与其他度齿面灰度图像中所有第二特征点的特征描述子向量的欧式距离;
41、获取其他角度齿面灰度图像中对应的欧式距离最短的第二特征点标记为匹配点,根据角度齿面灰度图像中第二特征点以及其他角度齿面灰度图像中的匹配点,构建角度齿面灰度图像与其他角度齿面灰度图像之间的匹配对;
42、预设多角度齿面灰度图像中各个角度齿面灰度图像与其他角度齿面灰度图像之间的变换关系,获取各个角度齿面灰度图像与其他角度齿面灰度图像之间的若干匹配对,根据各个角度齿面灰度图像与其他角度齿面灰度图像之间变换关系以及若干匹配对,进行各个角度齿面灰度图像与其他角度齿面灰度图像之间的图像配准;
43、在完成各个角度齿面灰度图像与其他角度齿面灰度图像之间的图像配准后,将各个角度齿面灰度图像进行拼接,生成完整齿面灰度图像。
44、进一步地,对完整齿面灰度图像进行纹理特征提取,获取完整齿面灰度图像的齿面粗糙值的过程包括:
45、利用灰度共生矩阵技术构建完整齿面灰度图像中每个像素点的灰度共生矩阵,对每个像素点的灰度共生矩阵进行特征提取,获取每个像素点的纹理特征,所述纹理特征包括对比度、相关性、能量、熵等,构建齿面粗糙度测量模型,将完整齿面灰度图像中每个像素点的纹理特征输入齿面粗糙度测量模型,根据齿面粗糙度测量模型输出齿面粗糙值。
46、进一步地,构建齿面粗糙度测量模型的过程包括:
47、基于深度学习构建齿面粗糙度测量模型,采集若干不同齿面粗糙度的磨齿齿面样本图像,提取若干不同齿面粗糙度的磨齿齿面样本图像中每个像素点的纹理特征,将若干不同齿面粗糙度的磨齿齿面样本图像中每个像素点的纹理特征作为训练集以及测试集,将所述训练集输入到所述齿面粗糙度测量模型中进行训练,直至损失函数训练平稳,并保存模型参数,通过测试集对所述齿面粗糙度测量模型进行测试,直至符合预设要求,输出所述齿面粗糙度测量模型。
48、与现有技术相比,本发明的有益效果是:
49、1、多角度图像采集与处理:通过获取待测磨齿的多角度齿面图像,能够全面覆盖齿面各个部位,避免单一角度测量的局限性。多角度采集确保了齿面不同位置的微观特征都能被捕捉到,这对复杂形状磨齿的粗糙度测量尤为关键。灰度化处理及后续的像素点能量分析,精准划分第一特征点和无特征点,为后续准确提取有效信息奠定基础。灰度共生矩阵技术在特征提取中的运用,能深入挖掘像素点间的空间关系,使得对齿面纹理的描述更加细致,从而提升粗糙度测量的准确性。
50、2、特征点匹配与拼接:对各个角度齿面灰度图像进行特征点提取与匹配,将不同角度图像拼接成完整齿面灰度图像,最大程度还原了齿面全貌。这一过程中,通过hessian矩阵确定第二特征点,利用haar小波响应构建特征描述子向量,再基于欧式距离进行特征点匹配,建立精准的匹配对,使得拼接后的图像能准确反映齿面实际情况,为粗糙度测量提供更可靠的数据基础。
51、3、自适应高斯滤波:对无特征点进行区域聚类,根据局部方差获取平均局部方差,以此为依据进行自适应高斯滤波。这种滤波方式能根据图像不同区域的噪声特性,动态调整滤波参数。对于噪声波动不同的区域,采用个性化的滤波策略,保持图像细节。相比传统固定参数的滤波方法,能更有效地去除噪声,同时保留齿面的关键纹理信息,提高了测量结果的稳定性和可靠性。在实际磨齿加工环境中,不可避免存在各种干扰因素产生的噪声,该方法能有效应对这些干扰,确保测量结果的准确性不受影响。
52、4、深度学习模型构建:基于深度学习构建齿面粗糙度测量模型,通过采集大量不同齿面粗糙度的磨齿齿面样本图像进行训练。模型一旦训练完成,能快速对输入的完整齿面灰度图像进行纹理特征提取,并输出齿面粗糙值。这种自动化的测量方式大大缩短了测量时间,提高了生产效率。在大规模磨齿生产线上,可实现实时、快速的粗糙度检测,及时发现不合格产品,减少废品率,降低生产成本。同时,深度学习模型具有强大的泛化能力,能够适应不同批次、不同工艺生产的磨齿,减少了人工干预和参数调整的需求。
- 还没有人留言评论。精彩留言会获得点赞!