一种硬币边部质量检测方法及系统与流程
1.本发明涉及一种硬币边部质量检测方法,同时也涉及相应的硬币边部质量检测系统,属于硬币质量检测技术领域。
背景技术:
2.硬币在出厂流通前,需要对每一枚硬币进行正面、反面以及边部检测,以达到精确无误出厂的目的。由于硬币边缘的纹理较复杂,如一些滚字硬币边缘包括“rmb”字样或菱形标志,又如一些纪念币边缘具有丝齿等纹理。出于防伪要求,硬币边缘的图案,成为除硬币正、反面图案以外的防伪特征。因此,在硬币的印制及流通过程中,对硬币边部质量及防伪特征进行有效地检测显得尤为重要。
3.现有技术中,针对硬币边部质量的检测,主要通过光学成像的方法对硬币的立面及轮廓进行检测。如公开号为cn102538704a的中国发明专利中公开的硬币立面及轮廓在线检测光学系统,又如公开号为cn102842165a的中国发明专利中公开的硬币侧面检测装置,以及公开号为cn102184588a的中国发明专利中公开的反射放大式硬币检测装置。
4.上述三种检测装置均是针对于硬币边部质量进行检测的装置,在该类检测装置中,利用光学器件设计光路,获得硬币的边部图像,检测硬币的防伪特征。但是,针对异形(比如矩形、扇形)硬币,所获得的边部图像会存在严重畸变,很难进行有效检测。
技术实现要素:
5.本发明所要解决的首要技术问题在于提供一种硬币边部质量检测方法。
6.本发明所要解决的另一技术问题在于提供一种硬币边部质量检测系统。
7.为了实现上述目的,本发明采用下述技术方案:
8.根据本发明实施例的第一方面,提供一种硬币边部质量检测方法,包括如下步骤:
9.步骤s1、根据待测硬币边部轮廓,选取硬币边部的检测位置,并设置待测硬币的运动轨迹控制点,每个检测位置对应于一个运动轨迹控制点;
10.步骤s2、根据所述待测硬币的运动轨迹控制点,将该硬币边部上的各个检测位置逐个调整到指定位置,以获取每个检测位置到测距装置的实际距离;
11.步骤s3、将所述每个检测位置到测距装置的实际距离与预设理想距离比对,判断所述待测硬币的边部质量。
12.其中较优地,步骤s1中,根据所述待测硬币边部轮廓的几何形状和防伪特征,在所述待测硬币边部上选取m个检测位置,其中m为正整数。
13.其中较优地,在所述待测硬币边部上选取m个检测位置,满足以下条件:所述待测硬币边部上的每个检测位置到测距装置的距离在所述测距装置的检测范围内;所述待测硬币边部上的检测位置足够密集,满足硬币边部检测精度要求。
14.其中较优地,每个检测位置对应的运动轨迹控制点包括沿平移面内x轴和y轴的硬币移动距离以及以垂直于平移面的轴为旋转轴的硬币旋转角度。
15.其中较优地,步骤s2中,所述待测硬币边部上的每个检测位置在该硬币厚度方向上选取有n个有效检测点,n为正整数。
16.其中较优地,步骤s2中,获取所述待测硬币边部上的每个检测位置到所述测距装置的实际距离为所述每个检测位置在所述硬币厚度方向上的所述n个有效检测点分别到所述测距装置的实际距离。
17.其中较优地,步骤s2中,将所述待测硬币边部上的所述各个检测位置逐个调整到所述指定位置是指将所述待测硬币边部上的所述各个检测位置逐个调整到位于所述测距装置检测范围内的预设位置上。
18.其中较优地,步骤s3中,所述待测硬币边部上的所述每个检测位置到测距装置的预设理想距离为理想硬币边部上的每个检测位置到测距装置的距离,其中所述理想硬币边部上的每个检测位置及相应的有效检测点与所述待测硬币边部上的每个检测位置及相应的有效检测点相同。
19.其中较优地,步骤s3中,计算所述待测硬币边部上的每个检测位置到测距装置的实际距离与对应的检测位置到测距装置的预设理想距离之间的误差值,对于所述待测硬币边部上任意一个检测位置,若该检测位置到测距装置的实际距离与其到所述测距装置的预设理想距离之间的误差值在误差范围内,则认为该检测位置涉及的硬币边部的几何形状和该硬币边部上设置的防伪特征的质量符合硬币检测质量要求。
20.根据本发明实施例的第二方面,提供一种硬币边部质量检测系统,包括控制装置、硬币夹取装置、测距装置和处理装置,所述控制装置连接所述硬币夹取装置和所述测距装置,所述测距装置连接所述处理装置;
21.所述控制装置,用于根据设置的待测硬币的运动轨迹控制点,控制所述硬币夹取装置将该硬币边部上的各个检测位置逐个调整到指定位置,并同时控制所述测距装置检测出每个检测位置到所述测距装置的实际距离;
22.所述处理装置,用于接收所述测距装置发送的所述待测硬币边部上的各个检测位置到所述测距装置的实际距离,并将所述每个检测位置到所述测距装置的实际距离与预设理想距离比对,判断硬币的边部质量。
23.本发明所提供的硬币边部质量检测方法及系统首先根据待测硬币边部轮廓,设置待测硬币的运动轨迹控制点,然后根据待测硬币的运动轨迹控制点,将该硬币边部上的各个检测位置逐个调整到指定位置,以获取每个检测位置到测距装置的实际距离;最后将每个检测位置到测距装置的实际距离与预设理想距离比对,判断所述待测硬币的边部质量。该方法解决了现有硬币检测装置获取异形硬币的边部图像出现畸变导致很难进行有效检测的问题。
附图说明
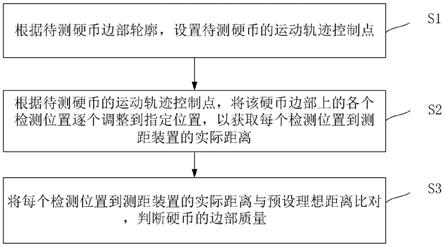
24.图1为本发明实施例提供的硬币边部质量检测方法的方法流程图;
25.图2为本发明实施例提供的硬币边部质量检测方法中,矩形硬币边部上选取的第i个检测位置在硬币厚度方向上选取有3个有效检测点的示意图;
26.图3为本发明实施例提供的硬币边部质量检测系统的结构示意图;
27.图4为本发明实施例提供的硬币边部质量检测系统中,硬币夹取装置和测距装置
的工作状态示意图。
具体实施方式
28.下面结合附图和具体实施例对本发明的技术内容做进一步的详细说明。
29.针对现有硬币检测装置获取异形(比如矩形、扇形)硬币的边部图像出现畸变导致很难进行有效检测的问题,如图1所示,本发明实施例提供了硬币边部质量检测方法,包括如下步骤:
30.步骤s1、根据待测硬币边部轮廓,选取硬币边部的检测位置,并设置待测硬币的运动轨迹控制点,每个检测位置对应于一个运动轨迹控制点。
31.在本发明中,待测硬币边部轮廓是指硬币边部的几何形状和该硬币边部上设置的防伪特征。检测待测硬币边部质量即检测该待测硬币边部的几何形状和边部上设置的防伪特征。因此,根据待测硬币边部的几何形状和该硬币边部上设置的防伪特征,在待测硬币边部上选取m个检测位置,每个检测位置对应于一个运动轨迹控制点,即按照每一个运动轨迹控制点,控制待测硬币平动、旋转,使得待测硬币边部上对应于相应的运动轨迹控制点的检测位置位于测距装置检测范围内,其中m为正整数。其中,在待测硬币边部上选取m个检测位置,需要满足以下条件:a)待测硬币边部上的每个检测位置到测距装置的距离在测距装置的检测范围内。b)待测硬币边部上的检测位置足够密集,能够满足硬币边部检测精度要求。
32.每个检测位置对应的运动轨迹控制点,包括在平移面内沿x轴的硬币移动距离x、在平移面内沿y轴的硬币移动距离y,和以垂直于平移面的轴为旋转轴的硬币旋转角度θ。在平移面内,以硬币初始位置的中心点作为原点建立平面直角坐标系,并以平行于检测信号射入方向的轴和垂直于检测信号射入方向的轴分别为x轴和y轴,x轴和y轴的方向可以互换。在图4所示的实施例中,平移面为水平面,旋转轴为垂直于水平面的轴。即待测硬币边部上的m个检测位置对应的m个运动轨迹控制点具体表示为:[x(0),y(0),θ(0)],
……
,[x(i),y(i),θ(i)]
……
,[x(m
‑
1),y(m
‑
1),θ(m
‑
1)],其中,[x(0),y(0),θ(0)]表示所选取的第一个检测位置对应的运动轨迹控制点,包括沿x轴的的硬币移动距离x(0)、沿y轴的硬币移动距离y(0)以及以垂直于平移面的轴为旋转轴的硬币旋转角度θ(0);[x(i),y(i),θ(i)]表示所选取的第i个检测位置对应的运动轨迹控制点,包括沿x轴的硬币移动距离x(i)、沿y轴的硬币移动距离y(i)以及以垂直于平移面的轴为旋转轴的硬币旋转角度θ(i);[x(m
‑
1),y(m
‑
1),θ(m
‑
1)]表示所选取的第m个检测位置对应的运动轨迹控制点,包括沿x轴的硬币移动距离x(m
‑
1)、沿y轴的硬币移动距离y(m
‑
1)以及以垂直于平移面的轴为旋转轴的硬币旋转角度θ(m
‑
1)。
[0033]
步骤s2、根据待测硬币的运动轨迹控制点,将该硬币边部上的各个检测位置逐个调整到指定位置,以获取每个检测位置到测距装置的实际距离。
[0034]
待测硬币边部上的每个检测位置在该硬币厚度方向上选取有n个有效检测点,n为正整数;传感器垂直方向有效检测范围只要包含硬币厚度分布即可,n可根据传感器垂直方向的检测范围确定。获取待测硬币边部上的每个检测位置到测距装置的实际距离为每个检测位置在硬币厚度方向上的n个有效检测点分别到测距装置的实际距离,可以用矩阵的形式表示,m个检测位置的n个有效点的实际距离,具体表示为:
[0035][0036]
其中,d(i,0)表示待侧硬币第i个检测位置在硬币厚度方向上第一个有效检测点到测距装置的实际距离,d(i,n
‑
1)表示待测硬币第i个检测位置在硬币厚度方向上第n个有效检测点到测距装置的实际距离。
[0037]
具体的说,将待测硬币边部上的各个检测位置逐个调整到指定位置是指将待测硬币边部上的各个检测位置逐个调整到位于测距装置检测范围内的预设位置上。例如,如图2所示,假设矩形硬币边部上设置丝齿作为防伪特征,以圆形硬币边部上选取的第i个检测位置1,以及该检测位置在硬币厚度方向上选取有10个有效检测点2为例,那么根据该检测位置1对应的运动轨迹控制点[x(i),y(i),θ(i)],将硬币沿x轴方向和y轴方向移动预设距离,以及绕旋转轴旋转预设角度,实现将该硬币的第i个检测位置1调整到指定位置上,此时通过测距装置3可以分别测出这10个有效检测点2到测距装置3的实际距离。当待测硬币边部的某一检测位置被调整到指定位置时,通过扫描仪在竖直面内的扫描可以实现10个有效检测点2的检测。
[0038]
步骤s3、将每个检测位置到测距装置的实际距离与预设理想距离比对,判断硬币的边部质量。
[0039]
待测硬币边部上的每个检测位置到测距装置的预设理想距离为理想硬币边部上的每个检测位置到测距装置的距离,其中理想的硬币边部上的每个检测位置及相应的有效检测点与待测硬币边部上的每个检测位置及相应的有效检测点相同。其中,理想的硬币边部上的每个检测位置的有效检测点到测距装置的距离,具体表示为:
[0040][0041]
其中,表示理想硬币第i个检测位置在硬币厚度方向上第一个有效检测点到测距装置的距离,d(i,n
‑
1)表示理想硬币第i个检测位置在硬币厚度方向上第n个有效检测点到测距装置的距离。
[0042]
计算待测硬币边部上的每个检测位置到测距装置的实际距离与对应的检测位置到测距装置的预设理想距离之间的误差值,对于待测硬币边部上任意一个检测位置,若该检测位置到测距装置的实际距离与其到测距装置的预设理想距离之间的误差值在误差范围内,则认为该检测位置涉及的硬币边部的几何形状和该硬币边部上设置的防伪特征的质量符合硬币检测质量要求。反之,则认为该检测位置涉及的硬币边部的几何形状和该硬币边部上设置的防伪特征的质量不符合硬币检测质量要求。因此,采用上述方法可以逐一计算出待测硬币边部上的每个检测位置到测距装置的实际距离与其到测距装置的预设理想距离之间的误差值,从而确定出待测硬币与理想硬币在边部的偏差,进而达到控制待测硬币边部质量的目的。
[0043]
同样以矩形硬币边部上选取的第i个检测位置,以及该检测位置在硬币厚度方向
上选取有3个有效检测点为例,分别计算测距装置3测出的这3个有效检测点2到测距装置3的实际距离与这3个有效检测点2到测距装置3的预设理想距离之间的误差值。对于该检测位置的任意一个有效检测点,若该有效检测点到测距装置的实际距离与其到测距装置的预设理想距离之间的误差值在误差范围内,则认为该有效检测点涉及的硬币边部的几何形状和该硬币边部上设置的防伪特征的质量符合硬币检测质量要求。反之,则认为该有效检测点涉及的硬币边部的几何形状和该硬币边部上设置的防伪特征的质量不符合硬币检测质量要求。
[0044]
另外,如图3所示,本发明实施例进一步提供一种硬币边部质量检测系统,包括控制装置4、硬币夹取装置5、测距装置3和处理装置6,控制装置4连接硬币夹取装置5和测距装置3,测距装置3连接处理装置6。
[0045]
控制装置4,用于根据设置的待测硬币的运动轨迹控制点,控制硬币夹取装置5将该硬币边部上的各个检测位置逐个调整到指定位置,并同时控制测距装置3检测出每个检测位置到测距装置3的实际距离。其中,控制装置4可以采用单片机实现。
[0046]
处理装置6,用于接收测距装置3发送的待测硬币边部上的各个检测位置到测距装置3的实际距离,并将每个检测位置到测距装置的实际距离与预设理想距离比对,判断硬币的边部质量。其中,处理装置6可以采用计算机、平板电脑、笔记本电脑等。
[0047]
如图4所示,在本发明的一个实施例中,硬币夹取装置5为六轴机械手,六轴机械手能够夹取待测硬币7至检测工位,并能够在检测工位上按照每一个运动轨迹控制点,调整待测硬币7的位置和角度,使得待测硬币7边部上对应于相应的运动轨迹控制点的检测位置位于测距装置检测范围内,从而便于测距装置3检测出待测硬币7边部上的每个检测位置到测距装置3的实际距离。具体的,六轴机械手的前端具有类似手指的夹爪,通过该夹爪能够夹取不同尺寸的待测硬币7,同时,通过六轴机械手的机械臂的转动能够灵活地调整待测硬币7的位置和角度。其中,测距装置3可以采用激光扫描仪实现。
[0048]
需要强调的是,本硬币边部质量检测系统的各个装置实现硬币边部质量检测的过程可以参见上述硬币边部质量检测方法的具体实现方式,此处不再赘述。
[0049]
本发明所提供的硬币边部质量检测方法及系统首先根据待测硬币边部轮廓,设置待测硬币的运动轨迹控制点,然后根据待测硬币的运动轨迹控制点,将该硬币边部上的各个检测位置逐个调整到指定位置,以获取每个检测位置到测距装置的实际距离;最后将每个检测位置到测距装置的实际距离与预设理想距离比对,判断所述待测硬币的边部质量。该方法解决了现有硬币检测装置获取异形硬币的边部图像出现畸变导致很难进行有效检测的问题。
[0050]
以上对本发明所提供的硬币边部质量检测方法及系统进行了详细的说明。对本领域的一般技术人员而言,在不背离本发明实质内容的前提下对它所做的任何显而易见的改动,都将属于本发明专利权的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1