一种自动化车间设备故障语音播报系统的制作方法
1.本实用新型属于语音播报技术领域,特别涉及一种自动化车间设备故障语音播报系统。
背景技术:
2.语音播报可用于满足高可靠性及连续音频回放要求的各类应用,比如语音提示、音乐循环回放、特殊音效播放等。预存型产品使用大容量闪存卡存储需要播放的标准音频(wav/mp3)文件可以满足多种特定要求。随着工业自动化水平的提高,工厂车间内的机器设备或生产过程中全部工序,包括上料、下料、装卸等都不需要人直接进行生产操作,人只是间接地看管和监督机器运转,而由机器连续地、重复地自动生产出一个或一批产品。有时,工厂车间内可能是无人的或者只有一个或少数几个操作者来监督多台智能化设备进行生产。但智能化设备在生产过程也会存在一些故障问题,以往在一人监督一台设备时,如果设备出现了故障,设备就把故障问题以文字的形式在人机界面上发出警示,同时会发出蜂鸣光电警示,当出现故障时,设备操作者会及时查看并处理好故障,然后继续生产,如果这些设备故障发生在无人的或者只有少数几个操作者的车间,故障常常不容易被查觉到,或操作者不能很快地确定故障设备的位置,造成设备停机,影响生产的产能。
3.申请号为cn201711436189.9的发明公开了“一种车间生产线上的远程故障监控装置”,该发明提出了用无线监测网络系统来监测车间内设备运行状态的研究设计方案,设计了无线监测网络节点终端的硬件设备,通过该装置实现了工厂车间关键设备状态信息的无线收发,该发明包括语音播报电路。但该发明对语音播报电路的具体结构没有详细描述,所以不清楚上位机是如何与语音播报模块连接,以及语音播报模块如何与播报器连接,另外,根据该发明说明书所述,该发明是对车间内关键设备的工作状态进行实时监控,并将检测到的数据信息实时传送至终端服务器,方便车间的管理人员对工厂内的所有设备进行远程调节和控制,所以,该发明是通过远程来实现车间关键设备状态信息的无线收发及远程调节和控制,而不是在车间内综合进行现场语音报警,操作人员不能够及时发现与处理故障。
技术实现要素:
4.本实用新型所要解决的问题是,克服现有技术的不足之处,提供在车间内综合进行现场语音报警,使操作人员可以及时发现与处理故障的一种自动化车间设备故障语音播报系统。
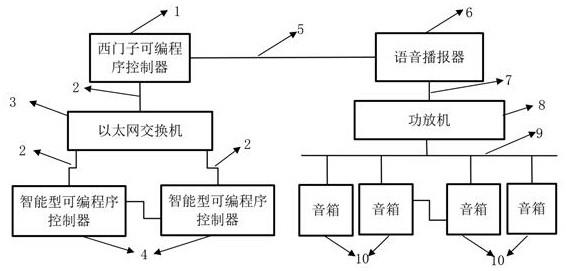
5.本实用新型采取的技术方案包括故障信息采集单元和语音播报单元,所述故障信息采集单元含有西门子可编程序控制器和安装在车间现场设备上的智能型可编程序控制器,其中,西门子可编程序控制器通过以太网线与安装在现场设备上的智能型可编程序控制器连接,所述语音播报单元含有语音播报器、功放机和安装在车间内的音箱,其中语音播报器通过音频线与功放机连接,功放机通过音频总线与安装在车间内的音箱连接,所述西门子可编程序控制器中安装有rs232模块,西门子可编程序控制器通过rs232串口线与语音
播报器进行连接实现串行通讯。
6.所述智能型可编程序控制器安装在车间现场多台设备上,所述西门子可编程序控制器通过以太网线与以太网交换机连接,以太网交换机的多个接口通过以太网线与安装在现场多台设备上的智能型可编程序控制器连接,所述功放机通过音频总线分别与安装在车间内的多个音箱并联连接。
7.与现有技术相比,本实用新型的有益效果是:
8.本实用新型采用西门子可编程序控制器、以太网交换机和安装在车间现场多台设备上的智能型可编程序控制器对车间内设备可能产生的故障进行整合,西门子可编程序控制器在发现故障时把故障代码发送给安装在车间现场的语音播报器,语音报播器经功放机再连接多个安装在车间内的多个音箱以声音的方式播放出来,使在车间现场不固定位置的操作者能够及时发现故障设备的位置和故障的内容,便于操作者快速到达故障设备进行处理并且恢复生产,大大的提高了生产的效率。
附图说明
9.图1是本实用新型的结构示意图。
10.图2是本实用新型的故障信息采集单元接线示意图。
11.图3是本实用新型的语音播报单元接线示意图。
12.图中:
13.1. 西门子可编程序控制器,
14.2. 以太网线,
15.3.以太网交换机,
16.4. 智能型可编程序控制器,
17.5. rs232串口线,
18.6. 语音播报器,
19.7. 音频线,
20.8. 功放机,
21.9. 音频总线,
22.10. 音箱,
23.11. rs232模块。
具体实施方式
24.下面结合附图对本实用新型作进一步详细的描述。
25.如图1、图2和图3所示,本实用新型采用的技术方案包括故障信息采集单元和语音播报单元,所述故障信息采集单元含有西门子可编程序控制器1、以太网交换机3和安装在车间现场多台设备上的智能型可编程序控制器4,其中,西门子可编程序控制器1通过以太网线2与以太网交换机3连接,以太网交换机3的多个接口通过以太网线2与安装在现场多台设备上的智能型可编程序控制器4连接,从而实现安装在现场多台设备上的智能型可编程序控制器4与西门子可编程序控制器1进行连接;所述语音播报单元含有语音播报器6、功放机8和安装在车间内的多个音箱10,其中语音播报器6通过音频线7与功放机8连接,功放机8
通过音频总线9分别与安装在车间内的多个音箱10并联连接,所述西门子可编程序控制器1中安装有rs232模块11,西门子可编程序控制器1通过rs232串口线5与语音播报器6进行连接实现串行通讯。
26.所述西门子可编程序控制器1选用的是simatic s7-1200西门子plc,其特点是结构紧凑,具有集成 io 和模块化扩展选件,由于具有大量扩展选件,simatic s7-1200 可根据具体自动化任务进行完美定制。集成的 profinet 接口可确保附加自动化组件和 tia portal 工程组态框架完美配合,通过模块化板卡设计,无需改变物理尺寸,即可扩展控制器。
27.所述rs232模块11采用的是cm 1241西门子rs232模块;
28.所述语音播报器6采用上海技声科技公司的em38a语音播报器;
29.所述功放机采用新科(shinco)av-103 定压定阻功放机,适用于多种场合,定压方式输出可以用在音质不是很高的大空间,由于车间内空间很大,所以采用定压方式;
30.所述音箱10采用新科(shinco)bg-8 音箱,其特点是一款室内户外防水壁挂音柱音箱,多功率可选,音质清晰透彻、传播范围广。
31.本实用新型使用时的具体实施过程是:
32.西门子可编程序控制器1事先把安装在现场多台设备上的智能型可编程序控制器4的所有报警事件进行编号排序,西门子可编程序控制器1通过以太网交换机3和安装在现场多台设备上的智能型可编程序控制器4进行数据通讯,读取设备上的智能型可编程序控制器4上是否有报警事件发生,当西门子可编程序控制器1读取到一台或者多台设备的上的智能型可编程序控制器4的一个或者多个报警事件时,西门子可编程序控制器1就会把相对应的报警事件序号传送到从安装在西门子可编程序控制器1的rs232模块11,通过rs232串口线5传送给语音播报器6,语音播报器6事先将相应序号的报警事件制作好音频文件存在语音播报器6中,语音播报器6使用音频线7与功放机8连接,语音播报器6把相对应序号的音频文件的声音信号传送给功放机8,功放机8将声音信号放大,并把放大后的声音传送给音箱10,所述音箱10安装在车间内的选定位置,把放大后的声音信号播放出来,从而使操作人员可以及时发现与处理故障。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1