一种硅负极用锂离子电池非水电解液的制作方法
本发明属于锂离子电池非水电解液的
技术领域:
,具体涉及一种硅负极用锂离子电池非水电解液,本发明电池非水电解液首效好、低温放电性能好、安全性能高。
背景技术:
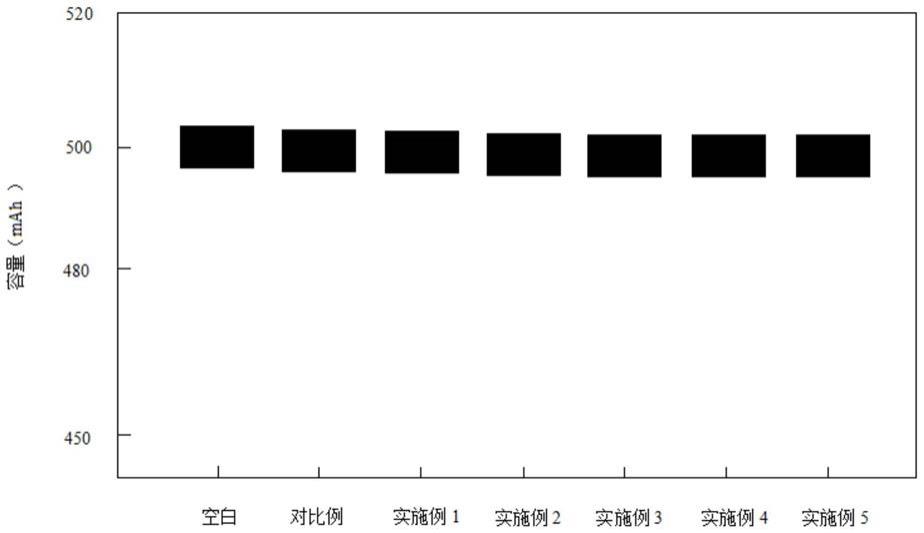
:锂二次电池具有小型、轻量且高能量密度的优势,以锂二次电池为代表的非水电解液电池正在逐步取代水溶液系的二次电池,特别是使用能够插入和脱出锂的碳材料作为负极的锂离子二次电池已广泛投入实际应用。在享受高容量锂离子电池为我们带来便利的同时,近些年发生的数起移动设备爆炸事件使我们不得不愈加重视电池的安全问题。锂离子电池安全性风险主要由内外因素引起:外因主要是电池受到外力的作用引起内部正负极之间发生短路,导致起火爆炸等事件;内因主要是负极析锂,导致锂离子电池负极析锂的因素很多,例如正负极冗余度设计不足,电池低温充电,充电电流过大,过充等。负极析锂不仅仅会导致锂离子电池可以利用的锂资源变少,容量下降,还会在负极形成锂枝晶,锂枝晶随着锂离子电池的循环不断生长,最终会穿透隔膜,造成正负极短路,引发安全问题。因此,如何解决短路引起的安全问题是研究的热点和难点。技术实现要素:本发明的目的是提供一种首效好、低温放电性能好、安全性高的硅负极用锂离子电池非水电解液。本发明为实现其目的采用的技术方案是:一种硅负极用锂离子电池非水电解液,包括锂盐、有机溶剂和添加剂,所述的添加剂为占电池电解液质量2%以下的硼酸三亚甲酯和占电解液质量0.2%以下的1,3-二氧戊环-2-酮基甲基磺酸甲酯,硼酸三亚甲酯和1,3-二氧戊环-2-酮基甲基磺酸甲酯的加入量均大于0。所述的有机溶剂包括环状碳酸酯、或链状碳酸酯、或环状碳酸酯与链状碳酸酯的组合。所述的有机溶剂为体积比为6:1:3的碳酸二甲酯、氟代碳酸乙烯酯、碳酸乙烯酯,或体积比为5:4:1的碳酸丙烯酯、碳酸甲乙酯、碳酸二乙酯,或体积比为6:4的碳酸丁烯酯、碳酸甲丙酯,或体积比为1:1:1的碳酸乙烯酯、碳酸甲乙酯、氟代碳酸乙烯酯,或体积比为2:3:5的碳酸丙烯酯、碳酸丁烯酯、碳酸甲乙酯。所述的锂盐为无机阴离子电解质锂盐、或有机阴离子电解质锂盐、或无机阴离子电解质锂盐与有机阴离子电解质锂盐的组合。所述的锂盐选自lipf6、libf4、lisbf6、liasf6、liso3cf3、liclo4、lin(cf3so2)2、lic(cf3so2)3、li(cf3so2)n2、libob、lidfob中的一种或任意组合。所述的锂盐在有机溶剂中的浓度为1.0-1.1mol/l。本发明的有益效果是:本发明锂离子电池非水电解液具有首效好、低温放电性能好、安全性高的优势。附图说明图1是电池容量测定图。具体实施方式下面结合具体实施例对本发明作进一步的说明。一、具体实施例实施例1一种硅负极用锂离子电池非水电解液,包括由体积比为6:1:3的碳酸二甲酯、氟代碳酸乙烯酯、碳酸乙烯酯构成的有机溶剂,占有机溶剂浓度为1mol/l的lipf6锂盐;占电池电解液质量1.4%的硼酸三亚甲酯和占电解液质量0.15%的1,3-二氧戊环-2-酮基甲基磺酸甲酯。实施例2一种硅负极用锂离子电池非水电解液,包括由体积比为5:4:1的碳酸丙烯酯、碳酸甲乙酯、碳酸二乙酯构成的有机溶剂,占有机溶剂浓度为1mol/l的lipf6锂盐;占电池电解液质量1%的硼酸三亚甲酯和占电解液质量0.1%的1,3-二氧戊环-2-酮基甲基磺酸甲酯。实施例3一种硅负极用锂离子电池非水电解液,包括由体积比为6:4的碳酸丁烯酯、碳酸甲丙酯构成的有机溶剂,占有机溶剂浓度为1mol/l的lipf6锂盐;占电池电解液质量1.5%的硼酸三亚甲酯和占电解液质量0.08%的1,3-二氧戊环-2-酮基甲基磺酸甲酯。实施例4一种硅负极用锂离子电池非水电解液,包括由体积比为1:1:1的碳酸乙烯酯、碳酸甲乙酯、氟代碳酸乙烯酯构成的有机溶剂,占有机溶剂浓度为1mol/l的lipf6锂盐;占电池电解液质量1.2%的硼酸三亚甲酯和占电解液质量0.12%的1,3-二氧戊环-2-酮基甲基磺酸甲酯。实施例5一种硅负极用锂离子电池非水电解液,包括由或体积比为2:3:5的碳酸丙烯酯、碳酸丁烯酯、碳酸甲乙酯构成的有机溶剂,占有机溶剂浓度为1mol/l的lipf6锂盐;占电池电解液质量1.8%的硼酸三亚甲酯和占电解液质量0.05%的1,3-二氧戊环-2-酮基甲基磺酸甲酯。对比例一种硅负极用锂离子电池非水电解液,包括由体积比为5:4:1的碳酸丙烯酯、碳酸甲乙酯、碳酸二乙酯构成的有机溶剂,占有机溶剂浓度为1mol/l的lipf6锂盐;占电池电解液质量1%的硼酸三亚甲酯。二、性能试验1、锂离子电池制备:电解液的配置:将各实施例有机溶剂、锂盐、添加剂混合搅拌,整个过程在手套箱中完成。正极制备:将正极材料licoo2充分研磨后,按质量比8:1:1称取正极活性物质、乙炔黑和pvdf。先滴加适量的nmp溶解pvdf粉末,磁力搅拌至呈透明胶装;然后将正极材料licoo2和乙炔黑加入,滴加适量的nmp,继续磁力搅拌10h,制得浆料。将制得的浆料经涂膜器均匀的涂布在铝箔上,厚度约200μm,然后于120℃真空干燥12h,待其冷却至室温后取出,碾压、裁片得到正极极片。负极制备:将质量比为3:2:95的丁苯橡胶、乙炔黑和人造石墨混合,加入去离子水搅拌混合均匀,得到负极材料,将负极材料均匀的涂布在18μm厚的铜箔两面,125℃真空干燥1h,碾压、裁片得到负极极片。在手套箱中将以上得到的正极极片、负极极片焊接上极耳,按照正极极片-隔膜-负极极片-隔膜自伤而下的顺序叠加卷绕,制作成一个方形锂离子电池电芯,并将该电芯装入方形铝壳电池中,分别注入上述实施例的电解液,配置成容量为500mah的锂离子电池。2、电池的容量测试将上述实施例的电解液分别作10组电池,电池经化成、分容后,统计各组电池容量。标称容量均是500mah,电池分容后达到480mah即为合格。具体化成、容量测试如下:i、化成,电池上柜,设定工序步骤如下:(1)静置3分钟;(2)0.02c恒流充电到3.4v,截止时间180min;(3)0.1c恒流充电到3.85v(cc-cv至i≤0.02c),截止时间350min,结束。化成后室温下挑选电池电压下限为3.7v。ii、容量测试,设定工序步骤如下:(1)静置3分钟;(2)0.20c恒流充电到4.2v;(3)4.2v恒压到电流为0.05c,截止时间400min;(4)静置3分钟;(5)0.5c放电到3.0v,截止时间150min;(6)静置3分钟;(7)0.5c充电到3.88v;(8)3.88v恒压充电,至电流为0.05c,截止时间200min;结束。添加剂对电池容量的影响参见图1,从图1中可以看出,添加本发明占电池电解液质量2%以下的硼酸三亚甲酯和占电解液质量0.2%以下的1,3-二氧戊环-2-酮基甲基磺酸甲酯的添加剂对电池容量基本没有影响。2、针刺实验将电池在充满电的情况下,电压大于4.1v,置于电池针刺仪xb-660测试箱内,用直径为3mm的钢针刺入电池内部中心部位,然后拔出,导致其短路,用热电偶紧靠在电池的表面中心部位,测量电池表面温度的变化情况,并进行记录。结果参见表1。表1项目实施例1实施例2实施例3实施例4实施例5对比例空白0s25.225.325.225.225.325.225.210s45.443.645.744.644.248.755.420s53.651.254.153.352.761.370.130s56.254.855.756.456.368.280.240s58.857.257.658.358.573.185.050s60.759.459.861.160.476.890.360s62.561.361.662.762.278.692.870s60.158.959.259.960.375.490.180s58.356.657.157.857.273.988.590s56.555.456.255.755.671.586.3100s53.253.153.452.952.466.781.6注:本发明的空白均指未添加任何添加剂的基础电解液(参照实施例2,不添加添加剂)由表1可以看出,添加本发明占电池电解液质量2%以下的硼酸三亚甲酯和占电解液质量0.2%以下的1,3-二氧戊环-2-酮基甲基磺酸甲酯的添加剂,能够提高电池在内部短路状况下的安全性。综合图1和表1,可以看出,本发明占电池电解液质量2%以下的硼酸三亚甲酯和占电解液质量0.2%以下的1,3-二氧戊环-2-酮基甲基磺酸甲酯的添加剂能够提高电池在内部短路状况下的安全性,且对电池容量基本没有影响。当前第1页12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1