一种电极框与双极板的一体式结构及应用
1.本发明涉及一种液流电池电堆,特别涉及液流电池电堆的电极框和双极板一体化结构。
背景技术:
2.国家的快速发展迅速增加了对能源的大量需求,传统的化石能源越来越难以满足发展的需要,许多国家逐渐增大了可再生能源在能源结构中的比例。风能、太阳能等可再生能源大量并网,极易造成对电网的冲击,严重时危及电网安全。因此急需要一种缓冲装置来缓解可再生能源由于不连续、不可控所带来的问题。同时电网侧也同样需要一种缓冲装置来对电网的波动进行调节,实现调频调峰的功能。储能技术在此巨大需求的基础上应运而生。在众多储能技术中,尤其是化学储能发展迅速。各类型的储能电池充分展示了化学储能效率高,设计灵活的有点,已经发展出多个储能示范应用系统。其中,液流电池因其效率高、功率与容量可以分开独立设计、可以深充深放、安全性高等特点,在近十年取得了长足的进步。以全钒液流电池为代表的液流电池体系已经实现产业化,并已开展了规模达到百兆瓦的示范系统。
3.电堆是液流电池的核心器件,起着功率器件的重要作用。电堆一般是由几十节甚至上百节单电池,通过压滤机的方式组装而成。单电池一般是由正极集流板、正极电极框、正极电极、离子传导膜、负极电极、负极电极框、负极集流板以及他们之间的密封材料组成。相邻电池之间用双极板进行连接,在电路上串联而成。为提高电堆的性能,需要增大电堆的输出功率而保持效率不降低。电堆的电压一般由反应电对的开路电压来决定,不可随意设置。因此要想提高电堆的功率,就需要提升电堆的工作电流。经过对电池的极化分析可知,欧姆极化占据整个极化的70%左右。因此降低极间距,提高材料的导电性是提高液流电池性能的重要手段。在现阶段的高功率密度的液流电池中,电极厚度往往降低到1mm以内。此时对流道的设计十分重要。对于流通型电极结构,电解液从电极一侧流入,沿着垂直于电极厚度的方向上穿过电极,从电极另一侧流出。电解液的分布流道不能够降低至与电极厚度相同的水平,流动阻力过大,流量不足。同时电堆的体积也应该因为极间距的降低而显著的减小,不能因为流道的原因而增厚。综上,对于超薄电极结构中的电极框设计提出了很高的要求。
技术实现要素:
4.为解决超薄电极使得电堆体积明显减小与流道阻力不能太大,反而会增大电堆体积之间的矛盾。本发明提出一种液流电池电堆结构,尤其是涉及液流电池电堆的电极框与双极板的一体化结构设计。
5.提出一种电极框与双极板的一体式结构,其包括一个平板,并在平板的两侧表面中部分别设有用于容置电极的、相对应的凹槽。在平板的一侧表面的上下相对二边侧、靠近中部凹槽处设有与中部凹槽相连通的阳极电解液分配流道;相应的在平板的另一侧表面的
左右相对二边侧、靠近中部凹槽处设有与中部凹槽相连通的阴极电解液分配流道。
6.上述的一体式结构,在平板四周边缘靠近电解液分配流道处分别设有四个电解液通孔,其中二个电解液通孔与阳极电解液分配流道相连通,另外二个电解液通孔与阴极电解液分配流道相连通。
7.上述的一体式结构,其包括一长方形平板,在平板的二侧表面中部分别设有用于容置电极的、相对应的凹槽。在平板的一侧表面的两相对长边侧、靠近中部凹槽处设有与中部凹槽相连通的阳极电解液分配流道,相应的在平板的另一侧表面的两相对宽边侧、靠近中部凹槽处设有与中部凹槽相连通的阴极电解液分配流道。
8.上述的一体式结构中,在长方形平板靠近四个角的位置分别设有电解液通孔,其中二个电解液通孔与阳极电解液分配流道相连通,另外二个电解液通孔与阴极电解液分配流道相连通。
9.上述的一体式结构,平板的厚度为1-8mm。
10.上述的一体式结构同时作为电极框和双极板在液流电池电堆中的应用。
11.本发明具有如下优点:
12.1.本发明所提出的电极框与双极板一体化结构,通过在双极板两侧布置错位流道,不仅实现了双极板两侧加工有电极框的一体式结构,更是解决了常规一体式结构厚度较厚的问题显著减小了电堆的体积。尤其适合使用超薄电极的高功率密度电堆结构。
13.2.双极板两侧错位流道,同时改变了电解液流通路径和方向,电解液在流出电极时的浓度分布发生了改变。电池的浓差极化分布因此发生改变,极化减小。
14.3.本发明的电极框与双极板的一体化结构,省去了双极板与电极框之间的密封,提高了电堆的可靠行。
附图说明
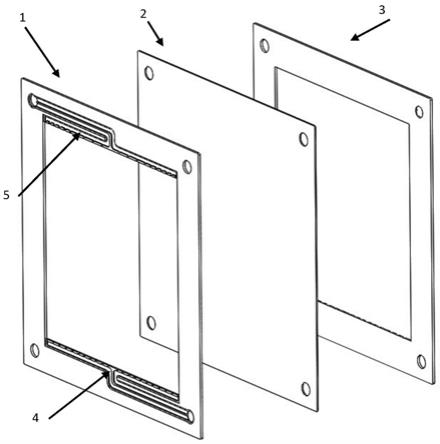
15.图1为常规液流电池电堆结构电极框与双极板的布置方式(正极电极框在前);
16.其中 1.正极电极框;2.双极板;3.负极电极框;4.正极电解液入口分布流道;5.正极电解液出口分布流道;
17.图2为常规液流电池电堆结构电极框与双极板的布置方式(负极电极框在前);
18.其中6.负极电解液入口分布流道;7.正极电解液出口分布流道;
19.图3为本发明提出的电极框与双极板一体化结构(正轴测图);
20.图4为本发明提出的电极框与双极板一体化结构(负轴测图)。
具体实施方式
21.对比例:
22.图1和图2为常规液流电池电堆结构中电极框与双极板的布置方式,其中双极板两侧通过密封胶垫与正、负极电极框压紧实现密封与组装。其中正极和负极电极框为3mm,双极板为1mm,密封垫为1mm厚度,因此组装之后的总厚度为8.6mm(密封垫压缩20%)。
23.实施例
24.图3和图4为本发明提出的电极框与双极板一体化结构,厚度为3.5mm,在正面设置有4正极电解液的入口和5出口分布流道,在背面设置有6负极电解液的入口和7出口分布流
道。其中正极电解液在电极中的流动方向与负极电解液在电极中的流动方向正交。该结构充分利用双极板未设置流道的部分,在另一侧设置流道,通过流道的错位布置,节省了流道厚度所占用的空间。在实现同一功能的同时,将厚度降低了约60%。采用该结构,电极厚度可以减小至百微米级。
25.正极和负极电解液错位流动,导致正极和负极电解液的浓度分布错位。在双极板两侧对应位置的浓度随之改变。常规液流电池电堆结构中,正极和负极电极在双极板两侧对应布置,而电解液同向流动,正极和负极浓度在流出电极时同时达到最小值,导致极化变大。而在本发明提出的结构中,正极和负极电极在双极板两侧也是对应布置,但电解液错位正交流动。正极和负极浓度在流出电极时的最小值也是错位分布,因此电池极化减小。
26.采用上述厚度为3.5mm的一体化结构组装5节电池的全钒液流电池电堆,电极厚度0.5mm,4正极电解液入口分布流道、5正极电解液出口分布流道以及6负极电解液入口分布流道、7正极电解液出口分布流道的深度为1.5mm。同时组装常规液流电池电堆结构电堆,为保证相同的流动条件,1正极电极框上的4正极电解液入口分布流道、5正极电解液出口分布流道以及3负极电极框上的6负极电解液入口分布流道、7正极电解液出口分布流道的深度为1.5mm,1正极电极框和3负极电极框厚度均为3.5mm。为保证电极厚度同为0.5mm,采用在电极与双极板之间设置石墨板,石墨板厚度为3.7mm。对两个电堆进行性能测试,测试电流密度分别为80、120和160ma/cm2,电堆流量均为0.8m3/h。电堆的充电截止电压为7.75v,放电截止电压为5v。离子传导膜为nafion115。电堆的性能测试结果如表1所示。
27.28.由性能对比可以看出,在电极厚度和电极相同的情况下,电堆的欧姆内阻和电化学电阻基本一致,影响电堆电压效率的因素主要是浓差极化。采用本发明提出的结构的全钒液流电池电堆的正、负极电解液流动方向正交,浓度分布是正交形式。浓度最低的位置因此错位,整个电堆的浓差极化减小,表现在电堆的电压效率提高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1