一种锂离子电池的制作方法
1.本发明属于新能源技术领域,特别是涉及一种锂离子电池。
背景技术:
2.锂离子电池因其工作电压高、长寿命、无记忆效应且清洁无污染等特点,成为替代石油等化石燃料提供能源的途径之一。近些前来,随着在政策的加持和技术的进步,以锂离子电池为动力源的新能源汽车产业得到长足的发展,并且随着欧洲对燃油车一系列的限制政策,锂离子电池在新能源汽车用动力电源系统具有巨大的应用前景。以钴酸锂体系为主的电池体系目前已经在手机,电脑等便携式电子产品领域取得长足稳定的发展。在新能源动力汽车领域,以磷酸铁锂及镍钴锰三元体系为主的锂离子动力电池也已经全面普及,且为了提高电池的能量密度,降低成本,三元体系中的高镍(镍含量大于等于80%)也有广阔的应用前景。
3.在非水系锂离子电池中,非水电解液是影响电池高低温性能的关键因素,而电解液中的添加剂对电池的性能尤为明显。锂离子电池在化成过程中正极材料中的锂离子脱出来并移动到负极嵌入。电解液中的添加剂,由于其电还原性较强,先于溶剂组份在负极发生还原反应,产生高聚物或者li2co3、lio等化合物,形成能够传输锂离子但是电子绝缘的优良的钝化膜,该电极表面的钝化膜被称为固体电解质界面(sei膜),sei膜能够抑制溶剂分子的进一步反应,从而使得锂离子电池能够稳定充放电。因此,sei膜在一定程度上决定了锂离子电池性能的优劣。另外,部分添加剂也可在正极发生反应在正极形成钝化膜,在一定程度上抑制溶剂氧化,提高电池的高温性能。
4.为了提高锂离子电池的各项性能,许多科研者通过往电解液中添加不同的负极成膜添加剂(如碳酸亚乙烯酯,氟代碳酸乙烯酯,碳酸乙烯亚乙酯)来改善sei膜的质量,从而改善电池的各项性能。例如,在日本特开2000-123867号公报中提出了通过在电解液中添加碳酸亚乙烯酯来提高电池特性。碳酸亚乙烯酯能够优先于溶剂分子在负极表面发生还原分解反应,能在负极表面形成钝化膜,阻止电解液在电极表面进一步分解,从而提高电池的循环性能。但添加碳酸亚乙烯酯后,电池在高温储存中过程中容易产生气体,导致电池发生鼓胀。此外,碳酸亚乙烯酯形成的钝化膜阻抗较大,尤其在低温条件下,容易发生低温充电析锂,影响电池安全性。氟代碳酸乙烯酯也能在负极表面形成钝化膜,改善电池的循环性能,且形成的钝化膜阻抗比较低,能够改善电池的低温放电性能。但氟代碳酸乙烯酯在高温储存产生更多的气体,明显降低电池高温储存性能。
5.以硫酸乙烯酯为代表的一类添加剂是优良的负极成膜添加剂,电池具有优良的循环以及存储性能。但是其在三元镍钴锰以及镍钴铝等含镍的电池正极材料体系中,当活性材料中镍元素的质量分数占比大于等于30%时,电池化成过程中,产气较多,影响性能同时更是具有较大的安全风险。
技术实现要素:
6.本发明所要解决的技术问题是:针对现有的正极活性材料中镍元素的质量分数占比大于等于30%时电池化成产气较多的问题,提供一种锂离子电池。
7.为解决上述技术问题,本发明实施例提供一种锂离子电池,包括电池正极、电池负极、设置于所述电池正极和所述电池负极之间的隔膜以及非水电解液,所述电池正极包括正极活性材料,所述活性材料中镍元素的质量分数占比大于等于30%;
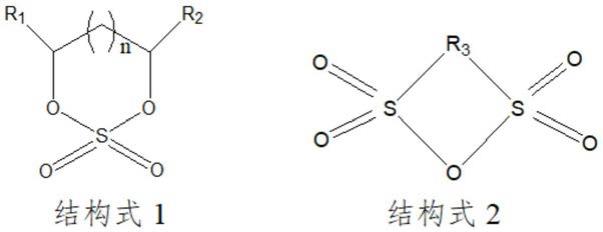
8.所述非水电解液包括如结构式1和结构式2所示的化合物,
[0009][0010]
其中r1、r2相互独立的选自氢原子、卤素原子或者碳原子数为1~5的烷基,n为0~5,r3为c
a
h
2a-b
x
b
,其中,a为1~4,b为0~2a,x为卤素原子。
[0011]
可选地,r1、r2相互独立的选自氢原子、氟原子或者碳原子数为1~5的烷基,n为0~5,r3为c
a
h
2a-b
x
b
,其中,a为1~4,b为0~2a,x为氟原子。
[0012]
可选地,所述结构式1至少包括化合物1~7中的一种,
[0013]
[0014][0015]
可选地,所述结构式2至少包括化合物8~12中的一种,
[0016][0017]
可选地,以所述锂离子电池非水电解液的总质量为100%计,所述结构式1所示的化合物在锂离子电池的所述非水电解液中的质量百分比为0.1%~5%。
[0018]
可选地,以所述锂离子电池非水电解液的总质量为100%计,所述结构式2所示的化合物在锂离子电池的所述非水电解液中的质量百分比为0.1%~3%。
[0019]
可选地,所述非水电解液还包括不饱和环状碳酸酯、氟代环状碳酸酯、环状磺酸内酯中的一种或多种。
[0020]
所述不饱和环状碳酸酯包括碳酸亚乙烯酯,碳酸乙烯亚乙酯,亚甲基碳酸乙烯酯中的一种或多种;
[0021]
以所述锂离子电池非水电解液的总质量为100%计,所述不饱和环状碳酸酯的质量百分比为0.1-10%;
[0022]
所述氟代环状碳酸酯包括氟代碳酸乙烯酯,三氟甲基碳酸乙烯酯,双氟代碳酸乙烯酯中的一种或多种;
[0023]
以所述锂离子电池非水电解液的总质量为100%计,所述氟代环状碳酸酯的质量百分比为0.1-10%;
[0024]
所述环状磺酸内酯包括1,3-丙烷磺内酯,1,4-丁烷磺内酯,丙烯基-1,3-磺酸内酯中的一种或多种;
[0025]
以所述锂离子电池非水电解液的总质量为100%计,所述环状磺酸内酯的质量百分比为0.1-5%。
[0026]
可选地,所述非水电解液还包括非水有机溶剂,所述非水有机溶剂为环状碳酸酯和/或链状碳酸酯;
[0027]
所述环状碳酸酯包括碳酸乙烯酯、碳酸丙烯酯和碳酸丁烯酯中的一种或多种;
[0028]
以所述锂离子电池非水电解液的总质量为100%计,所述环状碳酸酯的质量百分比为15-40%;
[0029]
所述链状碳酸酯包括碳酸二甲酯、碳酸二乙酯、碳酸甲乙酯和碳酸甲丙酯中的一种或多种;
[0030]
以所述锂离子电池非水电解液的总质量为100%计,所述环状碳酸酯的质量百分比为50-90%。
[0031]
可选地,所述非水电解液还包括锂盐,所述锂盐至少包括lipf6、libf4、libob、lidfob、lisbf6、liasf6、lin(so2cf3)2、lin(so2c2f5)2、lic(so2cf3)3、lin(so2f)2、lipo2f2、lip(c2o4)2f2、lipc2o4f4中的一种;
[0032]
以所述锂离子电池非水电解液的总质量为100%计,所述锂盐的质量百分比为8-20%。
[0033]
可选地,所述正极活性材料选自镍酸锂、锂镍钴锰氧化物、锂镍锰氧化物、锂镍钴氧化物、锂镍钴铝氧化物中的一种或多种,且所述活性材料中镍元素的质量分数占比大于等于30%。
[0034]
对于锂离子电池,当正极的活性材料中镍元素的质量分数占比大于等于30%时,由于镍本身具有较强的催化作用,促使如结构式1所示的化合物中的c-o键容易发生断裂,生成烯烃类气体,使得锂离子电池产气较多,影响性能同时产生较大的安全风险。
[0035]
对于活性材料中镍元素的质量分数占比大于等于30%的锂离子电池,本发明实施例的非水电解液中同时添加有结构式1和结构式2所示的化合物,结构式1所示的化合物和结构式2所示的化合物在电池进行化成时两者结合发生反应,具体为,两者在电池化成过程中,由于还原电位相近,结构式2中s-o键发生断裂,同时结构式1发生c-o键断裂,两者结合发生反应,产物为带有类似于环氧乙烷的含有酰基的长链硫酸酯结构。两者结合的反应的发生,抑制了两个结构式1结合反应的发生,从而抑制了烯烃类气体的产生,使电池在化成阶段气胀明显较少;同时也抑制了两个结构式2的结合,减少了阻抗偏大的结合生成物,有利于电池循环性能。且结构式1和结构式2两者结合反应得到的物质比结构式1和结构式2单一生成的物质具有更好地高温稳定性,从而在高温保存条件下具有更稳定性能,后期电池使用时的高温循环高温存储性能相比单独含有结构式1或结构式2的电解液的电池性能都有提高,改善了电池产气,使得电池具有良好的高温存储和高温循环性能。
附图说明
[0036]
图1是本发明比较例1、比较例3与实施例2的化成产气分析图。
[0037]
图2是本发明比较例2、比较例3与实施例4的化成产气分析图。
具体实施方式
[0038]
为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步的详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0039]
本发明实施例提供的一种锂离子电池,包括电池正极、电池负极、设置于所述电池正极和所述电池负极之间的隔膜以及非水电解液,所述电池正极包括正极活性材料,所述活性材料中镍元素的质量分数占比大于等于30%;
[0040]
所述非水电解液中包括如结构式1和结构式2所示的化合物,
[0041][0042]
其中r1、r2相互独立的选自氢原子、卤素原子或者碳原子数为1~5的烷基,n为0~5,r3为c
a
h
2a-b
x
b
,其中,a为1~4,b为0~2a,x为卤素原子。
[0043]
优选地,r1、r2相互独立的选自氢原子、氟原子或者碳原子数为1~5的烷基,n为0~5,r3为c
a
h
2a-b
x
b
,其中,a为1~4,b为0~2a,x为氟原子。
[0044]
在三元镍钴锰以及镍钴铝等电池体系中,ni为主要活性元素,一般来说,活性金属成分含量越高,正极材料容量就越大,相比低镍或无镍材料而言具有更高的能量密度,更优异的性能;以硫酸乙烯酯为代表的一类添加剂是优良的负极成膜添加剂,使得电池具有优良的循环以及存储性能。但是其在三元镍钴锰以及镍钴铝等含镍的电池正极材料体系中,当活性材料中镍元素的质量分数占比大于等于30%时,电池在化成过程中产气较多,影响性能同时更是具有较大的安全风险。
[0045]
针对上述产气多的问题,经过发明人分析以及实验验证发现,加入硫酸乙烯酯后多出来的乙烯的产生来源于硫酸乙烯酯本身的反应,反应方程式为:
[0046][0047]
而且发明人发现在低镍或无镍的条件下,这种生产乙烯的反应并不明显,当活性
材料中镍元素的质量分数占比大于等于30%时生产乙烯的反应更加明显,使得产气总量以及烯烃类气体明显增多。这是因为镍本身具有较强的催化作用,使得硫酸乙烯酯中c-o键容易发生断裂,生成烯烃类气体;当镍含量小于30%时,这种作用并未显现,作用较小,硫酸乙烯酯本身反应不明显,化成时产气也较少;当镍含量大于等于30%尤其是增大到40%以上时镍的强催化作用大大增强,促使c-o断裂,大大促进上述生成烯烃类气体的反应的发生。
[0048]
因此,根根据上述发现,在锂电池化成过程中,包含有结构式1的电解液会在负极发生还原反应,反应机理为:c-o键断裂,攻击另外一个结构式1的分子,发生歧化反应,生成烯烃类物质以及具有两个硫酸基团中间类似于聚环氧乙烷的结构。其中烯烃类物质一般是气体,会造成电池热压化成时气体明显偏多,相对于锂金属的还原电位是1.1v左右。
[0049]
另外,包含有结构式2的电解液的反应机理为:在锂电池化成过程中,结构式2易水解,s-o键发生断裂,攻击另外一个结构式2,生成类似于环氧乙烷的磺酸酯结构,不利于传导锂离子,致使形成的负极sei膜阻抗偏大,不利于循环性能,其相对于锂的还原电位也是1.1v左右。
[0050]
在本申请实施例中,所述锂离子电池的正极活性材料中镍元素的质量分数占比大于等于30%,其非水电解液同时添加有结构式1和结构式2,结构式1所示的化合物和结构式2所示的化合物两者结合发生反应,两者在电池化成过程中,由于还原电位相近,结构式2中s-o键发生断裂,同时结构式1发生c-o键断裂,两者结合发生反应,产物为带有类似于环氧乙烷的含有酰基的长链硫酸酯结构。两者结合的反应的发生,抑制了两个结构式1结合反应的发生,从而抑制了烯烃类气体的产生,使电池在化成阶段气胀明显较少;同时也抑制了两个结构式2的结合,减少了阻抗偏大的结合生成物,有利于电池循环性能。且结构式1和结构式2两者结合反应得到的物质比结构式1和结构式2单一生成的物质具有更好地高温稳定性,从而在高温保存条件下具有更稳定性能,后期电池使用时的高温循环、高温存储性能相比单独含有结构式1或结构式2的电解液的电池性能都有提高。
[0051]
在一实施例中,所述结构式1至少包括化合物1~7中的一种,
[0052][0053]
对于所述结构式1所示的化合物,化学合成领域的常规技术人员可依据上述化合物的结构式比较容易的想到对应化合物的合成路线。
[0054]
需要说明的是,以上化合物是本发明所要求保护的部分化合物,但不仅限于此,不应理解为对本发明的限制。
[0055]
在一实施例中,所述结构式2至少包括化合物8~12中的一种,
[0056][0057]
对于所述结构式2所示的化合物,化学合成领域的常规技术人员可依据上述化合物的结构式比较容易的想到对应化合物的合成路线。
[0058]
需要说明的是,以上化合物是本发明所要求保护的部分化合物,但不仅限于此,不应理解为对本发明的限制。
[0059]
在一实施例中,以所述锂离子电池非水电解液的总质量为100%计,所述结构式1所示的化合物在锂离子电池非水电解液中的质量百分比为0.1%~5%。具体的,所述结构式1所示的化合物的质量百分比可以为0.1%、0.5%、0.8%、1%、1.2%、1.5%、1.8%、2%、2.3%、2.9%、3.1%、3.5%、3.8%、4%、4.2%、4.5%、4.8%或5%。
[0060]
在一实施例中,以所述锂离子电池非水电解液的总质量为100%计,所述结构式2所示的化合物在锂离子电池非水电解液中的质量百分比为0.1%~3%。具体的,所述结构式2所示的化合物的质量百分比可以为0.1%、0.3%、0.6%、0.8%、1%、1.2%、1.5%、1.8%、2%、2.3%、2.6%、2.9%、3.0%。
[0061]
在一实施例中,所述非水电解液还包括不饱和环状碳酸酯、氟代环状碳酸酯、环状磺酸内酯中的一种或多种。
[0062]
在一实施例中,所述不饱和环状碳酸酯包括碳酸亚乙烯酯(cas:872-36-6),碳酸乙烯亚乙酯(cas:4427-96-7),亚甲基碳酸乙烯酯(cas:124222-05-5)中的一种或多种;以所述锂离子电池非水电解液的总质量为100%计,所述不饱和环状碳酸酯的质量百分比为0.1-10%,具体的,所述不饱和环状碳酸酯的质量百分比可以为0.1%、0.5%、0.8%、1%、1.2%、1.5%、1.8%、2%、2.3%、2.9%、3.1%、3.5%、3.8%、4%、4.2%、4.5%、4.8%、5%、5.2%、5.5%、5.8%、6%、6.3%、6.5%、6.8%、7%、7.3%、7.5%、7.8%、8%、8.3%、8.5%、8.8%、9%、9.3%、9.5%、9.8%、10%。
[0063]
所述氟代环状碳酸酯包括氟代碳酸乙烯酯(cas:114435-02-8),三氟甲基碳酸乙烯酯(cas:167951-80-6),双氟代碳酸乙烯酯(cas:311810-76-1)中的一种或多种。以所述锂离子电池非水电解液的总质量为100%计,所述氟代环状碳酸酯的质量百分比为0.1-10%;具体的,所述氟代环状碳酸酯的质量百分比可以为0.1%、0.5%、0.8%、1%、1.2%、1.5%、1.8%、2%、2.3%、2.9%、3.1%、3.5%、3.8%、4%、4.2%、4.5%、4.8%、5%、
5.2%、5.5%、5.8%、6%、6.3%、6.5%、6.8%、7%、7.3%、7.5%、7.8%、8%、8.3%、8.5%、8.8%、9%、9.3%、9.5%、9.8%、10%。
[0064]
所述环状磺酸内酯包括1,3-丙烷磺内酯(cas:1120-71-4),1,4-丁烷磺内酯(cas:1633-83-6),丙烯基-1,3-磺酸内酯(cas:21806-61-1)中的一种或多种。以所述锂离子电池非水电解液的总质量为100%计,所述环状磺酸内酯的质量百分比为0.1-5%。具体的,所述环状磺酸内酯的质量百分比可以为0.1%、0.5%、0.8%、1%、1.2%、1.5%、1.8%、2%、2.3%、2.9%、3.1%、3.5%、3.8%、4%、4.2%、4.5%、4.8%、5%。
[0065]
如现有的,所述锂离子电池的非水电解液中均含有非水有机溶剂以及锂盐,本发明方案中对于溶剂种类和含量没有特殊限制。
[0066]
在一实施例中,所述非水有机溶剂为环状碳酸酯和/或链状碳酸酯。
[0067]
所述环状碳酸酯包括碳酸乙烯酯、碳酸丙烯酯和碳酸丁烯酯中的一种或多种,以所述锂离子电池非水电解液的总质量为100%计,所述环状碳酸酯的质量百分比为15-40%,具体的,所述环状碳酸酯的质量百分比可以为15%、17%、19%、21%、23%、25%、27%、30%、33%、35%、38%、40%。
[0068]
所述链状碳酸酯包括碳酸二甲酯、碳酸二乙酯、碳酸甲乙酯和碳酸甲丙酯中的一种或多种。以所述锂离子电池非水电解液的总质量为100%计,所述环状碳酸酯的质量百分比为50-90%,具体的,所述链状碳酸酯的质量百分比可以为50%、53%、56%、58%、60%、63%、65%、68%、70%、73%、76%、78%、80%、82%、85%、88%、90%。
[0069]
本发明方案中对于锂盐没有特殊限制,可采用现有的各种物质。
[0070]
在一实施例中,所述锂盐至少包括lipf6、libf4、libob、lidfob、lisbf6、liasf6、lin(so2cf3)2、lin(so2c2f5)2、lic(so2cf3)3、lin(so2f)2、lipo2f2、lip(c2o4)2f2、lipc2o4f4中的一种。以所述锂离子电池非水电解液的总质量为100%计,所述锂盐的质量百分比为8-20%,具体的,所述锂盐的质量百分比可以为8%、9%、10%、11%、12%、13%、14%、15%、16%、17%、18%、19%、20%。
[0071]
所述正极活性材料选自镍酸锂、锂镍钴锰氧化物、锂镍锰氧化物、锂镍钴氧化物、锂镍钴铝氧化物中的一种或多种,且所述活性材料中镍元素的质量分数占比大于等于30%。
[0072]
所述电池负极包括负极活性材料,所述负极活性材料可由碳材料、金属合金、含锂氧化物及含硅材料制得。
[0073]
在一些实施例中,所述电池正极和所述电池负极之间隔有隔膜,所述隔膜为锂离子电池领域的常规隔膜,这里不再赘述。
[0074]
以下通过实施例对本发明进行进一步的说明。
[0075]
实施例1
[0076]
1)非水电解液的制备
[0077]
将碳酸乙烯酯(ec)、碳酸二乙酯(dec)和碳酸甲乙酯(emc)按质量比为ec:dec:emc=3:5:2进行混合,然后加入六氟磷酸锂(lipf6)至摩尔浓度为1mol/l,再加入表1所示按非水电解液的总质量计为1%的化合物1和0.5%的化合物10。
[0078]
2)正极板的制备
[0079]
按93:4:3的质量比混合正极活性材料锂镍钴锰氧化物得到镍元素质量占活性材
料总质量百分比为48%的活性材料,记为ni48(48表示质量百分数,下同),导电碳黑super-p和粘结剂聚偏二氟乙烯(pvdf),然后将它们混合分散在n-甲基-2-吡咯烷酮(nmp)中,得到正极浆料。将正极浆料均匀涂布在铝箔的两面上,经过烘干、压延和真空干燥,并用超声波焊机焊上铝制引出线后得到正极板,极板的厚度在120-150μm之间。
[0080]
3)负极板的制备
[0081]
按94:1:2.5:2.5的质量比混合负极活性材料人造石墨,导电碳黑super-p,粘结剂丁苯橡胶(sbr)和羧甲基纤维素(cmc),然后将它们分散在去离子水中,得到负极浆料。将负极浆料涂布在铜箔的两面上,经过烘干、压延和真空干燥,并用超声波焊机焊上镍制引出线后得到负极板,极板的厚度在120-150μm之间。
[0082]
4)电芯的制备
[0083]
在正极板和负极板之间放置厚度为20μm的三层隔离膜,然后将正极板、负极板和隔膜组成的三明治结构进行卷绕,再将卷绕体压扁后放入铝箔包装袋,在85℃下真空烘烤48h,得到待注液的电芯。
[0084]
5)电芯的注液和化成
[0085]
在露点控制在-40℃以下的手套箱中,将上述制备的非水电解液注入电芯中,经真空封装,45℃陈化24h。
[0086]
化成前,测试电池电芯的体积为v1,然后按以下步骤进行首次充电的常规化成:利用热压化成机,0.05c电流,45℃且压力3kg/cm2恒流充电180min;0.2c电流,压力5kg/cm2恒流充电至3.8v。下架电池,测试电池体积为v2。二次真空封口,然后进一步以0.2c的电流恒流充电至4.2v,常温搁置24h后,以0.2c的电流恒流放电至3.0v。
[0087]
根据化成前后测试的电池体积,可得,化成前后体积膨胀率=(化成后电池体积v2-化成前电池体积v1)/初始电池体积
×
100%。
[0088]
实施例2~4
[0089]
与实施例1的工艺相同,不同之处在于:
[0090]
所述非水电解液的制备步骤中,以所述非水电解液的总质量为100%计,所述非水电解液中加入表1中实施例2~实施例4所示质量百分比含量的组分。
[0091]
实施例5~7
[0092]
与实施例1的工艺相同,不同之处在于:
[0093]
所述非水电解液的制备步骤中,以所述非水电解液的总质量为100%计,所述非水电解液中加入表1中实施例5~实施例7所示质量百分比含量的组分。
[0094]
所述正极板的制备步骤中,所述正极活性材料中镍元素质量占活性材料总质量百分比为41%的活性材料,记为ni41。
[0095]
比较例1~3
[0096]
与实施例1的工艺相同,不同之处在于:
[0097]
所述非水电解液的制备步骤中,以所述非水电解液的总质量为100%计,所述非水电解液中加入表1中比较例1~比较例3所示质量百分比含量的组分。
[0098]
比较例4
[0099]
与实施例1的工艺相同,不同之处在于:
[0100]
所述非水电解液的制备步骤中,以所述非水电解液的总质量为100%计,所述非水
电解液中加入表1中比较例4所示质量百分比含量的组分。
[0101]
所述正极板的制备步骤中,所述正极活性材料采用不含有镍元素的材料,记为ni00。
[0102]
比较例5
[0103]
与实施例1的工艺相同,不同之处在于:
[0104]
所述非水电解液的制备步骤中,以所述非水电解液的总质量为100%计,所述非水电解液中没有加入结构式1所示的化合物和结构式2所示的化合物。
[0105]
表1为实施例1~7和比较例1~5电解液中化合物的配比
[0106] 化合物1化合物2化合物10电池类型实施例11 0.5ni48实施例21 1ni48实施例3 10.5ni48实施例4 11ni48实施例50.5 1ni41实施例62 1ni41实施例72 1.5ni41比较例11
ꢀꢀ
ni48比较例2 1 ni48比较例3
ꢀꢀ
1ni48比较例41 1ni00比较例5
ꢀꢀꢀ
ni48
[0107]
性能测试
[0108]
对上述实施例1~7和比较例1~5制备得到的锂离子电池进行如下性能测试:
[0109]
1)高温循环性能测试
[0110]
将电池置于恒温45℃的烘箱中,以1c的电流恒流充电至4.2v然后恒压充电至电流下降至0.02c,然后以1c的电流恒流放电至3.0v,如此循环,记录第1圈的放电容量和最后一圈的放电容量,计算高温循环的容量保持率,以评估其高温循环性能。
[0111]
容量保持率的计算公式如下:
[0112]
容量保持率(%)=最后一圈的放电容量/第1圈的放电容量
×
100%
[0113]
2)高温储存性能测试
[0114]
将化成后的电池在常温下用1c恒流恒压充至4.2v,测量电池初始放电容量及初始电池厚度,然后再60℃储存30天后,以1c放电至3v,测量电池的保持容量和恢复容量及储存后电池厚度。计算公式如下:
[0115]
电池容量保持率(%)=保持容量/初始容量
×
100%;
[0116]
电池容量恢复率(%)=恢复容量/初始容量
×
100%;
[0117]
体积膨胀率(%)=(储存后电池体积-初始电池体积)/初始电池体积
×
100%。
[0118]
3)低温性能测试
[0119]
在25℃下,将化成后的电池用1c恒流恒压充至4.2v,然后用1c恒流放电至3.0v,记录25℃下电池的放电容量。然后1c恒流恒压充至4.2v,置于-20℃的环境中搁置12h后,0.5c
恒流放电至3.0v,记录放电容量。计算公式如下:
[0120]-20℃的低温放电效率值=0.5c放电容量(-20℃)/1c放电容量(25℃)
×
100%。
[0121]
将计算得到的测试结果填入表2中。
[0122]
表2
[0123][0124]
从表2中看出,实施例2相比于比较例4而言,当活性材料中镍元素的质量分数占比大于等于30%时,高温循环性能、高温存储性能明显提高。从比较例1~4的测试结果可以看出,比较例1中加入了化合物1,比较例2中加入了化合物2,比较例1和比较例2的化成产气膨胀率明显增大,这是产生较多的烯烃类气体导致的。比较例3的非水电解液中加入化合物10,化合物10在电池化成过程中不会产生多余的烯烃类气体。
[0125]
相对于比较例1-3,实施例1~7中均是既加入了结构式1所示的化合物,又加入了结构式2所示的化合物,相对于单独添加结构式1或结构式2所示的化合物,其化成产气膨胀率都有了明显的降低,尤其是相对于单独添加结构式1所示的化合物的比较例;这说明,结构式1和结构式2结合,能够有效减少电池化成产气;相对于比较例3,实施例1-7的高温储存及高温循环性能有了明显的改善。
[0126]
比较例5和比较例1对比说明,结构式1所述化合物的加入可以有效改善循环以及存储性能,但会导致化成产气的明显增加。
[0127]
对实施例2、实施例4的化成产气含量及组分进行分析,电池产气的组分及含量变化如图1、图2所示,
[0128]
从图1的柱状图中明显可以看出,相比于单独加入1%的化合物1的对比例1或1%的化合物10的对比例3时,电池产气总量都较高,实施例2中同时加入了1%的化合物1和1%的化合物10时,电池产气总量与比较例5电解液的气体总量基本差距不大。
[0129]
从图2的柱状图中明显可以看出,单独加入1%的化合物2的对比例2或1%的化合物10的对比例3时,电池产气总量都较高,实施例4中同时加入了1%的化合物2和1%的化合物10时,电池产气总量与比较例5电解液的气体总量基本差距不大。
[0130]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1