正极集流体及其制备方法和正极片、电芯以及电池与流程
1.本技术涉及电池极片技术领域,具体而言,涉及正极集流体及其制备方法和正极片、电芯以及电池。
背景技术:
2.集流体作为锂离子电池的重要组成部分,起着支撑活性物质以及导通电流的作用。正极集流体一般包括涂覆正极活性物质的膜片段和同顶盖焊接的极耳段。目前的正极集流体的箔材是等厚的,该结构存在材料浪费、成本较高的问题。有研究报道减小膜片区的厚度以降低成本,但该结构存在导电性能下降、导流能力降低的问题。
技术实现要素:
3.本技术的目的在于提供正极集流体及其制备方法和正极片、电芯以及电池,以改善正极集流体导电性能和导流能力低的技术问题。
4.第一方面,本技术实施例提供了一种正极集流体,包括:基膜和设置在基膜表面上的功能层,基膜具有相背设置的第一表面和第二表面,第一表面设有第一功能层,第二表面设有第二功能层。第一功能层包括依次叠层设置的粘接层、导流层以及保护层,粘接层设置于第一表面。第一功能层在平行于第一表面的方向上划分有第一功能段和第二功能段,第一功能段的厚度大于第二功能段的厚度。第一功能段包括第一涂覆段和极耳段,第一涂覆段的表面用于涂覆材料,极耳段的表面用于与极耳连接,第一涂覆段设置于极耳段与第二功能段之间。
5.该正极集流体采用不等厚度的功能层,使得第二功能层的厚度小于第一功能层的厚度。第二功能层的表面为涂覆区,该结构使得涂覆区能够涂覆更多的活性物质,提高正极集流体的能量密度。第一功能层包括极耳段,极耳段的表面为极耳区,用于与极耳连接。在极耳段与第二功能段之间设有第一涂覆段,第一涂覆段的厚度与极耳段的厚度相等。该结构通过增加涂覆段与极耳段连接处的功能层的厚度,提高涂覆区与极耳区连接处的导电性和导流能力,提高正极集流体的综合过流能力。
6.在一种可能的实现方式中,第一功能段的厚度与第二功能段的厚度的比值为(5-25):(1-15)。可选地,第一功能段的厚度为500nm-2500nm,第二功能段的厚度为100nm-1500nm。
7.第一功能段的厚度与第二功能段的厚度影响极耳区与涂覆区之间的导流能力,经过大量的试验研究,当第一功能段的厚度与第二功能段的厚度比例在上述范围内,能够保证极耳区的导电能力,能够较大程度提高涂覆区的导电能力。
8.在一种可能的实现方式中,第一涂覆段的表面在平行于第一表面的方向上的尺寸为0.5nm-25nm。
9.第一涂覆段为涂覆区加厚处,第一涂覆段的加厚宽度为上述范围值时,能够较好提高正极集流体的过流能力。
10.在一种可能的实现方式中,第二功能段包括第二涂覆段和第三涂覆段,第二涂覆段设置于第一涂覆段和第三涂覆段之间,第二涂覆段的厚度由第一涂覆段向第三涂覆段的方向逐渐减小。
11.第二涂覆段与第一涂覆段连接,该结构使得第一涂覆段的厚度与第二涂覆段的厚度变化逐渐减小,提高了第二功能段与第一功能段的导流能力,进而提高功能层的综合过流能力。同时,该结构避免了由于功能层的厚度不同而出现死皱、鼓劲的膜面缺陷。
12.在一种可能的实现方式中,第二涂覆段的表面为平面或曲面。可选地,第二涂覆段的表面和第三涂覆段的表面均为平面,第二涂覆段的表面与第三涂覆段的表面形成夹角,夹角为1-50度。
13.第二涂覆段的表面可以根据需要调整表面形状,使得正极集流体在实际应用时不受弯曲、弯折的影响。
14.在一种可能的实现方式中,导流层包括交替叠层设置的金属层和加固层,金属层的厚度为20-1500nm,层数为2-50层,加固层的厚度为2-50nm,层数为1-49层。在一种可能的实现方式中,基膜的厚度为1.2μm-12μm,粘接层的厚度为2-50nm,保护层的厚度为2-50nm。
15.金属层和加固层在上述层厚度范围内交替叠层设置,能够较大程度保证导流层的导流能力,同时导流层具有较好的稳固性。基膜、粘接层、导流层和保护层在上述厚度范围内,粘接层能够使导流层与基膜连接稳固,使得正极集流体具有较好的剥离强度。
16.在一种可能的实现方式中,第二功能层的结构与第一功能层的结构相同,第二功能层与第一功能层相对基膜对称设置。该结构的正极集流体具有较好的导电性和导流能力。
17.在一种可能的实现方式中,金属层为铝层,加固层为非金属层,加固层的成分为alo
x
,其中,1≤x≤1.5,保护层为非金属层,保护层的成分为alo
x
,其中,1≤x≤1.5。含有铝层的正极集流体具有较好的导电性和导流能力。
18.第二方面,提供了一种正极片,包括上述正极集流体以及活性物质,活性物质设置于第一涂覆段以及第二功能段的表面。该正极片采用本技术提供的正极集流体,能够涂覆较多量的活性物质,提高正极集流体的能量密度。并且该正极集流体的涂覆区对应的功能层与极耳段的连接处厚度增大,进一步提高正极片的导电性和导流能力。
19.第三方面,提供了一种电芯,包括负极片、隔膜层、外壳以及上述正极片,负极片、隔膜层以及正极片设置于外壳内。该电芯包括上述正极片,使其能量密度能够提高0.5-2%。
20.第四方面,提供了一种电池,包括壳体、上述电芯、绝缘件以及顶盖组件,电芯收容于壳体的内部,绝缘件设置于电芯与壳体之间,顶盖组件盖设于壳体,且通过极耳与电芯连接。该电池具有较高的电容量,扩大电池的使用范围,可以应用在电量需求较大的设备上。
21.第五方面,提供了一种上述正极集流体的制备方法,包括:在基膜的第一表面和第二表面上形成粘接层,在粘接层上形成厚度不一致的导流层,在导流层上形成保护层。通过该制备方法得到不等厚的正极集流体。
22.在一种可能的实现方式中,导流层包括交替叠层设置的金属层和加固层,导流层的形成步骤包括:步骤一:在粘接层的与第二功能段对应的表面上涂覆全氟聚醚油,然后在粘接层的表面镀铝。可选地,第二功能段包括第二涂覆段和第三涂覆段,第二涂覆段设置于
第一功能段和第三涂覆段之间;在粘接层的与第一涂覆段和第二功能段对应的表面上涂覆全氟聚醚油形成涂层,使涂层的厚度由粘接层的与第一涂覆段对应的表面向第二功能段对应的表面逐渐变小。步骤二:在上一步骤得到的铝层上形成加固层。步骤三:在上一步骤得到的加固层上继续镀铝形成铝层,得到厚度不一致的导流层。可选地,重复步骤二和步骤三,以形成交替叠层设置的加固层和铝层,直至导流层的厚度达到预定值。
23.该方法采用涂覆全氟聚醚油阻碍铝层的形成,得到厚度不一致的导流层。
24.在一种可能的实现方式中,导流层包括交替叠层设置的金属层和加固层,导流层的形成步骤包括:步骤一:在粘接层的与第二功能段对应的表面和蒸发源之间设置水冷挡板,水冷挡板设有供蒸汽穿过的多个通孔,多个通孔的排设密度沿第一功能段至第二功能段的方向逐渐减小,采用蒸镀法在粘接层的表面镀铝。步骤二:在上一步骤得到的铝层上形成加固层。步骤三:采用步骤一的蒸镀法在上一步骤得到的加固层上形成铝层,得到厚度不一致的导流层。可选地,重复步骤二和步骤三,以形成交替叠层设置的加固层和铝层,直至导流层的厚度达到预定值。
25.该方法采用水冷挡板,对水冷挡板的结构进行改进,通过蒸镀能够得到厚度不一致的导流层。
26.在一种可能的实现方式中,在铝层上形成加固层的步骤包括:将最外层为铝层的镀铝膜放置于湿度小于50%的环境中静置46-50h,使铝层上形成加固层;或采用等离子设备电离氩气和氧气对铝层表面进行清洁和氧化,使铝层上形成加固层。
27.该方法通过对金属层氧化得到金属氧化物,进而形成加固层,该加固层与金属层的连接力强,使得导流层的具有较高的稳固性。
附图说明
28.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
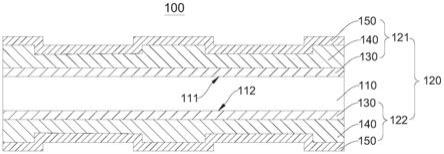
29.图1为本技术实施例提供的正极集流体的结构示意图;
30.图2为本技术实施例提供的正极集流体的另一种状态的结构示意图;
31.图3为本技术实施例提供的正极集流体的层厚度不变的部分的结构示意图;
32.图4为本技术实施例提供的正极集流体划分的结构示意图;
33.图5为图4中的正极集流体另一视角的结构示意图;
34.图6为本技术实施例提供的另一种正极集流体的结构示意图;
35.图7为图6中的正极集流体的另一视角的结构示意图;
36.图8为多个图6中的正极集流体的结构示意图;
37.图9为本实施例提供的多个又一种正极集流体的结构示意图。
38.图标:100-正极集流体;110-基膜;111-第一表面;112-第二表面;120-功能层;121-第一功能层;122-第二功能层;130-粘接层;140-导流层;141-金属层;143-加固层;150-保护层;210-第一功能段;211-第一涂覆段;212-第一涂覆区;213-极耳段;214-极耳区;220-二功能段;221-第二涂覆段;222-第二涂覆区;223-第三涂覆段;224-第三涂覆区。
具体实施方式
39.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
40.在本技术的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述。术语“第一”、“第二”等仅用于段分描述,而不能理解为指示或暗示相对重要性。
41.下面结合附图,对本技术的一些实施方式作详细说明。
42.请参照图1和图2,图1为本实施例提供的正极集流体100的结构示意图,图2为本技术实施例提供的正极集流体100另一种状态的结构示意图。
43.本实施例提供一种正极集流体100,用于锂电池的电芯中,将电池的活性物质产生的电流汇集并对外输出。正极集流体100为多层结构,包括基膜110和设置在基膜110上的功能层120。在本技术的实施例中,基膜110的材质可以为邻苯基苯酚(opp)、聚对苯二甲酸乙二醇酯(pet)、聚酰亚胺(pi)、聚苯硫醚(pps)、流延聚丙烯(cpp)、聚萘二甲酸乙二醇酯(pen)、聚氯乙烯(pvc),优选地,基膜110的材质为pet、pps或pen。基膜110可以采用任一种材料,或两种以上的材料得到复合膜。在本技术的部分实施例中,基膜110为基膜110。上述材质的基膜110重量较轻,拉伸性能好,与功能层120的粘接强度好。在本技术部分实施例中,基膜110的厚度为1.2μm-12μm,其中,基膜110的厚度可以为1.2μm、1.5μm、2μm、3μm、4μm、5μm、6μm、7μm、8μm、9μm、10μm、11μm或12μm。
44.请参照图2,基膜110的上表面为第一表面111,下表面为第二表面112。在本技术实施例中,第一表面111和第二表面112均设有功能层120,进一步地,第一表面111设有第一功能层121,第二表面112设有第二功能层122。在本技术的其他实施例中,基膜110的第一表面111或第二表面112设有功能层120,根据实际需要进行调整。本实施例中,第一功能层121与第二功能层122的结构相同,且第一功能层121与第二功能层122相对基膜110对称设置。下面以第一功能层121为例进行详细说明。
45.请参照图1和图2,第一功能层121包括依次叠层设置的粘接层130、导流层140以及保护层150,粘接层130设置于第一表面111。请参照图3,图3为正极集流体100中层厚度不变的部分的结构示意图。导流层140包括交替叠层设置的金属层141和加固层143,图中虚线段表示省略的多层结构。可以理解为,第一功能层121中的粘接层130设置于第一表面111上,粘接层130上设置一层金属层141,在该金属层141上设置一层加固层143,再在该加固层143上设置一层金属层141,根据实际需求,如调节导流层140的导电率,继续交替设置金属层141和加固层143,使得导流层140为金属层141和加固层143交替叠层设置的层结构。然后在导流层140的表面设置保护层150。在本实施例中,导流层140的最外层为金属层141,保护层150设置于最外层的金属层141上。
46.图1为正极集流体100的最小单元结构示意图,图2为多个未切割的正极集流体100的结构示意图。在制备正极集流体100的过程中,基膜110为连续的膜结构,在基膜110上依次形成具有一定结构的粘接层130、导流层140和保护层150,然后再根据需要对长度较长的膜进行切割,得到正极集流体100。
47.在本技术的部分实施例中,粘接层130为非金属镀膜,非金属包括sic、si3n4、sio
x
(1.5≤x≤2)以及alo
x
(1≤x≤1.5)中的至少一种。非金属粘结层可以通过电子束蒸镀或其他方式直接将上述化合物镀至基膜110上,也可以通过类似化学气相沉积(cvd)的方式,直接利用金属蒸气、有机金属源和氧气、水等氧源反应而成,本技术对其不做限定。在本技术部分实施例中,粘接层130的厚度为2-50nm,该结构的粘接层130能够稳固连接基膜110与导流层140、保护层150,较大程度保证正极集流体100的使用性能。可选地,当粘结层为alo
x
(1≤x≤1.5)时,粘接层130的厚度为8-20nm;当粘结层为sio
x
(1.5≤x≤2)时,粘接层130的厚度为10-40nm。可选地,粘接层130的厚度可以为2nm、10nm、15nm、20nm、25nm、30nm、35nm、40nm或50nm。
48.现有的正极集流体100一般为铝箔,在本技术实施例中,正极集流体100中的金属层141为铝层或铝合金。在本技术部分实施例中,金属层141的厚度为20-1500nm,可选地,金属层141的厚度为20-1000nm,进一步的,金属层141的厚度可以为20nm、100nm、200nm、500nm、700nm、800nm、1000nm、1200nm、1300nm或1500nm。
49.本技术中的加固层143为致密的非金属层141,成分为金属氧化物。在本技术的部分实施例中,加固层143为alo
x
(1≤x≤1.5)。加固层143的厚度为2-50nm,可选地,加固层143的厚度可以为3-6nm,也可以为2nm、5nm、10nm、20nm、30nm、40nm或50nm。本技术中的加固层143可以采用蒸镀或静止熟化的方法制备。本技术中的金属层141和加固层143组成导流层140,在上述金属层141和加固层143的厚度范围内,金属层141的个数可以为2-50层,加固层143的个数可以为1-49层,即金属层141的层数比加固层143的层数多一层。
50.正极集流体100最外层设置保护层150是为了避免金属层141氧化,保护层150为抗氧化层。在本技术的部分实施例中,保护层150为非金属层141或金属层141,当保护层150为金属层141时,金属可以为ni,当保护层150为非金属层141时,非金属可以为sic、si3n4、sio
x
(1.5≤x≤2)或alo
x
(1≤x≤1.5)。保护层150的厚度为2-50nm,可选地,保护层150的厚度可以为3-12nm,也可以为2nm、5nm、10nm、20nm、30nm、40nm或50nm。
51.现有的集流体为等厚结构,本技术发明人在实际应用中发现由于涂覆活性物质的区域对导电能力要求不高,而为了保证与极耳连接区域的导电能力,涂覆活性物质的区域的厚度较大,导致其导电能力过剩,浪费材料,提高了成本。
52.本技术提出对正极集流体100进行不等厚设计,使得极耳区214对应的功能层120的厚度大于涂覆区对应的功能层120的厚度,在保证正极集流体100的过流能力的基础上,降低涂覆区对应的功能层120的厚度,增大涂覆区上涂覆的活性物质的量,提高含有该正极集流体100的电芯的能量密度,使正极集流体100的成本降低3-30%。
53.请参照图4,图4为本技术正极集流体100划分的结构示意图。在本技术的实施例中,第一功能层121在平行于第一表面111的方向上划分有第一功能段210和第二功能段220,第一功能段210的厚度大于第二功能段220的厚度。进一步地,为了保证极耳区214的导电能力的同时,较大程度提高涂覆区的导电能力,第一功能段210的厚度与第二功能段220
的厚度的比值为(5-25):(1-15)。在本技术的部分实施例中,第一功能段210的厚度为500nm-2500nm,第二功能段220的厚度为100nm-1500nm。可选地,第一功能段210的厚度为500nm、1000nm、1500nm、2000nm、2300nm或2500nm,第二功能段220的厚度为100nm、500nm、800nm、1000nm、1200nm或1500nm。
54.请参照图4和图5,图5为图4中的正极集流体100的另一视角的结构示意图。第一功能段210包括第一涂覆段211和极耳段213,极耳段213的表面为极耳区214,用于与极耳连接;第一涂覆段211的表面为第一涂覆区212,用于涂覆活性材料,第二功能段220的表面为涂覆区的一部分,用于涂覆活性材料。第一涂覆段211设置于极耳段213与第二功能段220之间,即极耳段213、第一涂覆段211和第二功能段220依次连接。该结构相较于极耳区214对应的功能层120的厚度大于涂覆区对应的功能层120的厚度的结构,增加了涂覆区所对应的功能层120靠近极耳区214的一侧的厚度。由于正极集流体100对极耳界面的导流能要求较高,该结构提高了涂覆区与极耳区214连接处的导电性和导流能力,避免出现短板效应。
55.为了进一步提高正极集流体100的过流能力,第一涂覆段211的表面在平行于第一表面111的方向上的尺寸为0.5nm-25nm。可以理解为第一涂覆区212的宽度为0.5nm-25nm。可选地,第一涂覆区212的宽度为1nm-15nm。第一涂覆区212的宽度可以为0.5nm、1nm、5nm、10nm、15nm、20nm或25nm。
56.请参照图6和图7,图6为本技术正极集流体100的另一种结构示意图,图7为图6中的正极集流体100的另一视角的结构示意图。本技术发明人经研究发现上述结构的功能层120的导流能力存在一定的限制,为了突破该限制,本技术发明人对第二功能段220的结构进行改进。在本技术的实施例中,第二功能段220包括第二涂覆段221和第三涂覆段223,第二涂覆段221的表面为第二涂覆区222,第三涂覆段223的表面为第三涂覆区224,第二涂覆段221设置于第一涂覆段211和第三涂覆段223之间,第二涂覆段221的厚度由第一涂覆段211向第三涂覆段223的方向逐渐减小。即第一涂覆段211、第二涂覆段221和第三涂覆段223依次连接组成涂覆段,第一涂覆区212、第二涂覆区222和第三涂覆区224形成涂覆区,第一涂覆段211的厚度与极耳区214的厚度相等,第三涂覆段223的厚度与第二功能段220的厚度相等,第二涂覆段221的厚度由第一涂覆段211向第三涂覆段223的方向逐渐减小。该结构提高了第二功能段220与第一功能段210的接触面积,提高了第二功能段220与第一功能段210连接处的导流能力,进而提高功能层120的综合过流能力。同时该结构避免了在功能层120的厚度不同位置出现死皱、鼓劲的膜面缺陷。
57.进一步的,第二涂覆段221的表面为平面或曲面,即第二涂覆区222为平面或曲面。请参照图6,在本技术实施例中,第一功能段210的表面为平面,优选地,第二涂覆段221的表面与第一功能段210的表面形成夹角α,当夹角为1-50度时,功能层120的过流能力较好,可选的,夹角为1-30度。请参照图6和图8,图8为多个图6中的正极集流体100的结构示意图。当第二涂覆段221的表面与第三涂覆段223的表面均为平面时,第一功能层121的表面为阶梯状。请参照图9,图9为又一种多个正极集流体100连接一起时的结构示意图。当第二涂覆段221的表面与第三涂覆段223的表面均为曲面时,第一功能层121的表面为波浪状。在本技术的其他实施例中,第二涂覆段221的表面与第三涂覆段223的表面形状可以根据需要改变,本技术对其不做限定。
58.本技术提供的正极集流体100具有不等厚度的功能层120,第二功能层122的厚度
小于第一功能层121的厚度,第二涂覆段221、第三涂覆段223的厚度小于极耳段213的厚度,使得涂覆区能够涂覆更多的活性物质,提高正极集流体100的能量密度。
59.进一步地,极耳段213与第二功能段220之间设有第一涂覆段211,第一涂覆段211的厚度与极耳段213的厚度相等。通过增加涂覆区所对应的功能层120的厚度,提高了涂覆区与极耳区214连接处的导电性和导流能力。
60.更进一步地,第二涂覆段221的厚度由第一涂覆段211向第三涂覆段223的方向逐渐减小,提高了第二功能段220与第一功能段210的接触面积,提高了第二功能段220与第一功能段210连接处的导流能力,进而提高功能层120的综合过流能力。
61.本技术还提供了一种电池(图未示),包括壳体、电芯、绝缘件以及顶盖组件,电芯收容于壳体的内部,绝缘件设置于电芯与壳体之间,顶盖组件盖设于壳体,且通过极耳与电芯连接。该电芯包括负极片、隔膜层、外壳以及正极片,负极片、隔膜层以及正极片设置于外壳内。正极片包括正极集流体100以及活性物质,活性物质涂覆于第一涂覆段211以及第二功能段220的表面。该正极集流体100能够涂覆较多的活性物质,使得含有该正极片的电芯的能量密度能够提高0.5-2%,使得电池具有较高的电容量,扩大电池的使用范围,可以应用在电量需求较大的设备上。
62.本技术还提供了一种正极集流体的制备方法,包括:在基膜的第一表面上形成粘接层,在粘接层上形成厚度不一致的导流层,在导流层上形成加固层。下面对正极集流体的制备方法进行具体说明。
63.粘接层的制备。
64.在制备粘接层之前可以对基膜进行预处理,包括:对基膜的第一表面和第二表面进行电晕处理。然后采用蒸镀法在基膜表面形成粘接层。粘接层为非金属,可选的,非金属选sic、si3n4、sio
x
(1.5≤x≤2)以及alo
x
(1≤x≤1.5)中的至少一种。
65.在本技术的部分实施例中,粘接层的形成方法包括:
66.将电晕或者未电晕的基膜置入单面或双面往返真空镀膜机的真空室后,将真空室密封,逐级抽真空至真空度达到10-4
pa-10-1
pa,利用蒸发源附近的通氧结构通入压缩氧气或臭氧,调整好通气量、放卷速度以及收卷速度,采用蒸发源蒸镀原料,使得移动的基膜上形成粘接层。在一种可实现的实例中,蒸发源蒸镀原料采用金属铝丝或铝锭,纯度≥99.9%,走卷速度设置为300-400m/min,送丝量设置为250-350mm/min,蒸发的铝原子与氧气反应并在移动的基膜上形成一层alo
x
(1≤x≤1.5)层,即粘结层,层厚度为2-50nm。需要说明的是,本技术实施例中形成的alo
x
根据氧化是否完全确定x的值,当铝氧化完全时,x=1.5,得到的是al2o3,铝氧化不完全时,1≤x<1.5。
67.或,将电晕或者未电晕的基膜置入单面或双面往返真空镀膜机的真空室后,将真空室密封,逐级抽真空至真空度达到10-4
pa-10-1
pa,采用电子枪加速电子轰击碰撞蒸镀原料,调整好放卷速度、收卷速度和蒸发量,原料吸热气化,在移动的基膜表面形成一层镀层,即粘结层。在一种可实现的实例中,蒸镀原料为氧化铝,氧化铝吸热气化,在基膜表面形成一层alo
x
(1≤x≤1.5)镀层。
68.或,将电晕或者未电晕的基膜置入单面或双面往返真空镀膜机的真空室后,将真空室密封,逐级抽真空至真空度达到10-4
pa-10-1
pa,利用磁控溅射在基膜上双面往返高效镀膜。在一种可实现的实例中,靶材为高纯氧化铝,纯度≥99.9%,调整好放卷速度、收卷速
度,溅射的氧化铝分子在移动的薄膜上形成一层alo
x
(1≤x≤1.5),即粘结层。
69.或,将电晕或者未电晕的基膜置入单面或双面往返真空镀膜机的真空室后,将真空室密封,逐级抽真空至真空度达到10-4
pa-10-1
pa,利用磁控溅射在基膜上双面往返高效镀膜。在一种可实现的实例中,靶材为高纯铝,纯度≥99.9%,在溅射路径上通入高纯氧气,使得铝与氧气反应生成alo
x
(1≤x≤1.5),并沉积在基膜上,即粘结层。
70.或,将电晕或者未电晕的基膜置入连续式化学气相沉积设备中,采用三甲基铝或氯化铝作为铝源,氧气,臭氧,水分,或二氧化碳作为氧源,调整气体配比、收卷速度以及放卷速度,气体电离后反应并在基膜上沉积氧化铝层,即粘结层。
71.导流层的制备。本技术中的导流层包括金属层和加固层,在本技术的部分实施例中,金属层为铝层,加固层为铝的氧化物,下面以此为例进行说明。
72.在本技术的部分实施例中,通过在粘接层上选择性的涂覆阻碍镀铝的全氟聚醚油,使得涂有全氟聚醚油的粘接层上不易形成铝层,进而得到厚度不一致的铝层。具体的:
73.步骤一:在粘接层的与第一涂覆段和第二功能段对应的表面上涂覆全氟聚醚油形成涂层,使涂层的厚度由粘接层的与第一涂覆段对应的表面向第二功能段对应的表面逐渐变小。然后在粘接层的表面镀铝,在镀铝的过程中,涂覆有全氟聚醚油的位置起初不形成铝层,随着镀铝量的增加,全氟聚醚油逐渐减少至消失,此时曾涂覆有全氟聚醚油的粘接层表面开始形成铝层。通过该方法结合基膜的走卷速度、蒸发量在粘接层上形成具有一定结构的厚度不一致的铝层。
74.步骤二:在上一步骤得到的铝层上形成加固层。上一步骤指前一步骤,在本步骤中指步骤一。本技术中的加固层的形成方法包括:
75.将最外层为铝层的镀铝膜放置于湿度小于50%的环境中静置46-50h,使铝层上形成加固层。该方法通过铝层与环境中的氧反应生成alo
x
(1≤x≤1.5)层,即得到加固层。
76.或采用等离子设备电离氩气和氧气对铝层表面进行清洁和氧化,使铝层上形成加固层。该方法通过将铝层表面的铝氧化生成alo
x
(1≤x≤1.5)层,即得到加固层。
77.需要说明的是,当加固层为其他物质时,可以采用蒸镀、磁控溅射等本领域的常规技术手段在铝层上形成加固层。
78.步骤三:在上一步骤得到的加固层上继续镀铝形成铝层,得到厚度不一致的导流层。当之前形成的铝层的厚度达到需求,可以按照正常的工艺镀铝,当需要继续形成厚度不一致的铝层时,在上一步骤得到的加固层上涂覆全氟聚醚油,涂覆的方法与步骤一相同。涂覆后,在涂有全氟聚醚油的加固层上镀铝。其中,全氟聚醚油可以用其他表面达因值低的溶液替代。
79.需要说明的是,由于本技术实施例中的铝层为多层,可以在每次镀铝时均涂覆全氟聚醚油以得到厚度不一致的铝层,也可以选择性的涂覆全氟聚醚油,具体的制备工艺根据实际需要调整,本技术对其不做限定。当制备多层铝层和加固层时,重复步骤二和步骤三,以形成交替叠层设置的加固层和铝层,直至导流层的厚度达到预定值。
80.在本技术的部分实施例中,采用水冷挡板调控铝蒸汽在不同位置的粘接层形成的量,以得到厚度不一致的铝层。具体的:
81.步骤一:在粘接层的与第二功能段对应的表面和蒸发源之间设置水冷挡板,水冷挡板设有供蒸汽穿过的多个通孔,多个通孔的排设密度沿第一功能段至第二功能段的方向
逐渐减小,采用蒸镀法在粘接层的表面镀铝。由于水冷挡板的作用,使得沉积在粘接层表面的铝的量不同,结合走卷速度、蒸发量形成具有一定结构的厚度不一致的铝层。需要说明的是,本技术采用的蒸发机构的其他结构现有结构,本技术对其不做限定。
82.步骤二:在上一步骤得到的铝层上形成加固层。其中,加固层的形成方法与上述记载相同。将最外层为铝层的镀铝膜放置于湿度小于50%的环境中静置46-50h,使铝层上形成加固层。该方法通过铝层与环境中的氧反应生成alo
x
(1≤x≤1.5)层,即得到加固层。或采用等离子设备电离氩气和氧气对铝层表面进行清洁和氧化,使铝层上形成加固层。该方法通过将铝层表面的铝氧化生成alo
x
(1≤x≤1.5)层,即得到加固层。
83.步骤三:采用步骤一的蒸镀法在上一步骤得到的加固层上形成铝层,得到厚度不一致的导流层。
84.需要说明的是,本技术实施例中的铝层为多层,可以在每次镀铝时均采用水冷挡板以得到厚度不一致的铝层,也可以选择性的设置水冷挡板,具体的制备工艺根据实际需要调整,本技术对其不做限定。当制备多层铝层和加固层时,重复步骤二和步骤三,以形成交替叠层设置的加固层和铝层,直至导流层的厚度达到预定值。
85.保护层的制备。本技术实施例的保护层可以为金属层或非金属层,根据不同的材质在导流层上制备相应材质的保护层。在本技术的部分实施例中,保护层为alo
x
(1≤x≤1.5)层。制备方法包括:
86.将形成有导流层的膜置于湿度《50%,室温环境中,静置熟化46-50h,镀铝膜表面会因空气中的氧气或少量水分的渗透,形成一层较致密的氧化层,即具有抗氧化作用的保护层。
87.或,将形成有导流层的膜置入含有等离子装置的单面或双面蒸发镀膜机真空室内,将真空室密封,逐级抽真空至真空度达到10-4-10-1
pa,不开蒸发源,利用等离子设备电离氩气和氧气对镀铝膜表面进行清洁和氧化,生成较致密的一层alo
x
(1.4≤x≤1.5),即保护层。
88.或,将形成有导流层的膜置入高温臭氧反应装置内,调整反应温度和臭氧含量,在镀铝膜表面形成较致密的alo
x
(1.4≤x≤1.5),即保护层。
89.以下结合实施例对本技术的特征和性能作进一步的详细描述。
90.实施例1
91.本实施例提供了一种正极集流体及其制备方法,包括如下步骤:
92.s1.首先对需要镀膜的基膜表面进行电晕处理,基膜的厚度为12μm,然后将卷筒基膜置入真空镀膜机真空室内,将真空室密封,逐级抽真空至真空度达到5
×
10-2
pa,利用蒸发源附近的通氧结构通入压缩氧气,通气量为4000sccm和3500sccm。蒸发源蒸镀原料为金属铝丝或铝锭,纯度≥99.9%,走卷速度设置为350m/min,送丝量设置为300mm/min,蒸发的铝原子与氧气反应并在移动的薄膜上形成一层al2o3氧化层,即粘结层,该层厚度约10nm。
93.s2.将s1得到的表面有粘结层的膜置入含有等离子装置的单面或双面往返蒸发镀膜机真空室内,将真空室密封,逐级抽真空至真空度达到2
×
10-2
pa,在进入蒸发区前,先通过等离子设备电离氩气对粘结层表面进行清洁,氩气量为500sccm。采用涂覆装置在粘接层的表面定点定宽涂覆全氟聚醚油,涂覆层的厚度相同。
94.然后进入蒸镀区,采用蒸发的方式对纯度≥99.9%的铝进行加热,走卷速度设置
为300m/min,送丝量设置为1100mm/min,铝在蒸发机构中持续熔化、蒸发,在粘结层表面形成厚度不一致的镀铝层,即铝金属镀层,该铝金属镀层厚度较大处的厚度约50-55nm。
95.s3.将s2得到的镀铝膜置入含有等离子装置的单面或双面往返蒸发镀膜机真空室内,将真空室密封,逐级抽真空至真空度达到2
×
10-2
pa,在进入蒸发区前,先通过等离子设备电离氩气和氧气对镀铝膜表面进行清洁和氧化,其中氩气为500sccm,氧气量350sccm,镀铝金属层表面生成较致密的al2o3氧化层,即加固层,该加固层厚度约为4nm。
96.然后进入蒸镀区,采用蒸发的方式对纯度≥99.9%的铝进行加热,调整好放卷速度、收卷速度和蒸发量,铝在蒸发机构中持续熔化、蒸发,在粘结层表面形成一层镀铝层。
97.依据设备单双面成型的设计,重复该步骤40次,得到金属层和加固层交替叠层设置的导流层,且导流层的最外层为铝层。
98.s4.将s3得到的镀铝膜置于湿度《50%,室温环境中,静置熟化48h,镀铝膜表面会因空气中的氧气或少量水分的渗透,形成一层较致密的al2o3氧化层,即保护层,该保护层厚度约为3nm。
99.通过上述步骤得到不等厚的正极集流体,该正极集流体的结构如图1。
100.实施例2
101.本实施例提供了一种正极集流体及其制备方法,与实施例1的不同之处仅在于:
102.s2中涂覆全氟聚醚油时,使涂层的厚度由粘接层的与第一涂覆段对应的表面向第二功能段对应的表面逐渐变小。经过蒸镀后,在粘结层表面形成厚度不一致的镀铝层,且该镀铝层的厚度逐渐变化。
103.本实施例得到的不等厚的正极集流体,该正极集流体的结构如图6。
104.实施例3
105.本实施例提供了一种正极集流体及其制备方法,包括如下步骤:
106.s1.首先对需要镀膜的基膜表面进行电晕处理,基膜的厚度为12μm,然后将卷筒基膜置入真空镀膜机真空室内,将真空室密封,逐级抽真空至真空度达到5
×
10-2
pa,利用蒸发源附近的通氧结构通入压缩氧气,通气量为4000sccm和3500sccm。蒸发源蒸镀原料为金属铝丝或铝锭,纯度≥99.9%,走卷速度设置为350m/min,送丝量设置为300mm/min,蒸发的铝原子与氧气反应并在移动的薄膜上形成一层al2o3氧化层,即粘结层,该层厚度约10nm。
107.s2.将s1得到的表面有粘结层的膜置入含有等离子装置的单面或双面往返蒸发镀膜机真空室内,将真空室密封,逐级抽真空至真空度达到2
×
10-2
pa,在进入蒸发区前,先通过等离子设备电离氩气对粘结层表面进行清洁,氩气量为600sccm。
108.然后进入蒸镀区,在粘接层与蒸发源之间设置水冷挡板,使得水冷挡板遮挡住粘接层的与第二功能段对应的表面。本实施例中的水冷挡板设有供蒸汽穿过的多个通孔,多个通孔的排设密度均匀设置。采用蒸发的方式对纯度≥99.9%的铝进行加热,走卷速度设置为380m/min,送丝量设置为900mm/min,铝在蒸发机构中持续熔化、蒸发,在粘结层表面形成厚度不一致的镀铝层,即铝金属镀层,该铝金属镀层厚度约60-65nm。
109.s3.将s2得到的镀铝膜置入含有等离子装置的单面或双面往返蒸发镀膜机真空室内,将真空室密封,逐级抽真空至真空度达到2
×
10-2
pa,在进入蒸发区前,先通过等离子设备电离氩气和氧气对镀铝膜表面进行清洁和氧化,其中氩气为600sccm,氧气量400sccm,镀铝金属层表面生成较致密的一层al2o3氧化层,即加固层,该加固层厚度约为4nm。
110.然后进入蒸镀区,在粘接层与蒸发源之间设置上述水冷挡板,采用蒸发的方式对纯度≥99.9%的铝进行加热,调整好放卷速度、收卷速度和蒸发量,铝在蒸发机构中持续熔化、蒸发,在粘结层表面形成一层镀铝层。
111.依据设备单双面成型的设计,重复该步骤30次,得到金属层和加固层交替叠层设置的导流层,且导流层的最外层为铝层。
112.s4.将s3得到的镀铝膜置入含有等离子装置的单面或双面蒸发镀膜机真空室内,将真空室密封,逐级抽真空至真空度达到5
×
10-3-5
×
10-2
pa,不开蒸发源,利用等离子设备电离氩气和氧气对镀铝膜表面进行清洁和氧化,生成较致密的一层al2o3氧化层,即抗氧化层,该氧化层厚度约4nm。
113.通过上述步骤得到不等厚的正极集流体,由于水冷挡板的通孔均匀设置,因此得到的铝层的厚度变化一致。该正极集流体的结构与实施例1的正极集流体相同,但厚度不同。
114.实施例4
115.本实施例提供了一种正极集流体及其制备方法,与实施例3的不同之处仅在于:
116.s2中在粘接层与蒸发源之间设置水冷挡板,使得水冷挡板遮挡住粘接层的与第二功能段对应的表面。本实施例中的水冷挡板设有供蒸汽穿过的多个通孔,多个通孔的排设密度根据设置逐渐减小。在粘接层蒸镀金属铝的过程中,由于水冷挡板的通孔排设密度不同,使得形成的铝层的厚度不一致,且得到厚度逐渐变化的铝层。
117.本实施例得到的不等厚的正极集流体,该正极集流体的结构如图6,与实施例2的正极集流体结构相同,但具体厚度不同。
118.实施例5
119.本实施例提供了一种正极集流体及其制备方法,与实施例3的不同之处仅在于:本实施例采用的基膜的厚度为6μm。
120.本实施例采用的基膜的厚度相比实施例3减小,使得正极集流体的力学性能有所变化。
121.实施例6
122.本实施例提供了一种正极集流体及其制备方法,与实施例3的不同之处仅在于:
123.s1.首先对需要镀膜的基膜表面进行电晕处理,基膜的厚度为12μm,然后将卷筒基膜置入真空镀膜机真空室内,将真空室密封,逐级抽真空至真空度达到5
×
10-2
pa,采用电子枪加速电子轰击碰撞蒸镀氧化铝原料,纯度≥99.9%,走卷速度设置为350m/min,原料吸热气化,在移动的基膜表面形成一层镀层,即粘结层,该层厚度约10nm。
124.实施例7
125.本实施例提供了一种正极集流体及其制备方法,与实施例3的不同之处仅在于:
126.s4.将s3得到的镀铝膜置入高温臭氧反应装置内,调整反应温度和臭氧含量,在镀铝膜表面形成较致密的一层al2o3氧化层,即保护层,该氧化层厚度约4nm。
127.对比例1
128.本实施例提供了一种正极集流体及其制备方法,与实施例1的不同之处仅在于:
129.s2和s3中不涂覆全氟聚醚油,经过蒸镀得到的铝层厚度均一。本实施例得到的正极集流体为等厚结构。
130.对比例2
131.本对比例提供了一种普通正极集流体。
132.试验例1
133.采用方阻仪以及天平分别对实施例1-7、对比例1-2提供的正极集流体的第一功能段和第二功能段进行导电性能测试,方法包括:
134.方阻仪测试:
135.1.取整幅宽样品使用四针方阻测试仪从边部开始测试,横向(td)方向测整幅宽方阻。
136.2.方阻仪探针需于膜面垂直,并按压到底,待显示数值稳定并记录。
137.3.同样方法测试纵向(md)方向三排并记录数据。
138.天平导电性能测试:
139.1.取整幅宽样品,将a4垫板置于膜下展平表面,使用旋转切割刀旋切割,取td方向平均等分位置10个样品。
140.2.先校准天平,查看天平水平是否处于中间平衡位置,显示重量归零。
141.3.将样品置于天平平台上,待天平显示数值稳定后记录。
142.4.测试出产品质量后计算厚度:(成品质量-原膜质量)/样品密度/样品面积100。
143.5.导电性能计算:厚度(nm)*方阻(mω)。
144.采用高铁拉力机进行力学性能测试:
145.1.取整幅宽样品td、md方向各取,宽15mm、长200mm的条样。
146.2.拉力机初始距离设置50mm,测试速度50mm/min;使用拉力机夹具将条样平整夹紧样品两端进行测试。
147.3.使用此方法测试td、md样品并记录。
148.检测结果如下表:
149.表1第一功能段性能检测结果
150.151.表2第二功能段性能检测结果
[0152][0153][0154]
由表1和表2可知,与对比例1和对比例2相比,本技术实施例1-4、实施例6-7提供的正极集流体具有较好的电性能和力学性能。实施例5由于基膜较薄,影响其正极集流体的力学性能。本技术实施例1-4、实施例6-7提供的正极集流体分为两个功能段,第一功能段的方阻为40-50mω,电阻率为3.5-4.5
×
10-8
ω
·
m。横向拉伸强度约为185-220mpa,纵向拉伸强度约为190-230mpa。实施例1-4、实施例6-7的第二功能段的方阻为75-80mω,电阻率为3.5-6.0
×
10-8
ω
·
m,横向拉伸强度约为210-230mpa,纵向拉伸强度约为190-260mpa,横向断裂延伸率约为94%-110%,纵向断裂延伸率约为95-130%,正极集流体的达因值为56左右。
[0155]
以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1