一种用于快速胶接密封件的装置的制作方法
1.本发明涉及燃料电池双极板加工设备,特别涉及一种用于快速胶接密封件的装置。
背景技术:
2.燃料电池电堆是一种以氢气、氧气为反应物,产生电与水的清洁能量转换装置,主要组成部分包括双极板4、膜电极5(mea)、端板、集流板等,电堆需要保证反应气体不发生泄露,电堆密封的基本原理为密封件3与膜电极5和双极板4分别形成上下两个接触面,在反应气体工作压力的作用下,密封件3具有向电堆外侧移动的趋势,为防止密封件3的移动,依靠密封件3受压接触面上的摩擦力,防止燃料气体泄露。在电堆集成封装力的作用下,密封件3产生压缩变形,在接触面上产生抵抗气体泄露的密封力,从而达到密封反应气体的效果。
3.目前,大部分电堆密封的方式为在双极板4上粘接密封件3(如密封圈、密封胶条等),现有双极板4上的密封件3一般为橡胶密封件,其厚度以及宽度均比较小,而整体尺寸却很大(如图1所示),所以表现为密封件3整体比较软,在前期的实验或小批量试制中,采用自动化粘接设备虽然可以提高粘接精度,但是成本过高,一般情况下是依靠纯手工粘接。手工粘接密封件3的过程中,会出现无法将密封件3精确的粘接到双极板4的密封槽中,导致密封件3与双极板4密封槽的中心线不能重合,电堆的密封发生如图2所示的错位配合现象。而错位配合现象会导致有效的密封区域减小,增大了气体泄漏的风险,也会导致密封件3局部的过压,使密封件3的寿命下降,同时,错位配合会对膜电极5产生剪切力,使膜电极5的寿命下降。
4.因此,需要设计一种用于快速胶接密封件的装置,以解决或克服上述技术问题。
技术实现要素:
5.有鉴于此,本发明旨在提出一种用于快速胶接密封件的装置,以迅速且准确的定位并粘接密封件,粘接效果好,粘接效率高。
6.为达到上述目的,本发明的技术方案是这样实现的:
7.一种用于快速胶接密封件的装置,包括下底板和能够定位对接于所述下底板上的上压板,所述下底板上形成有适于放置定位密封件的密封件放置部,所述上压板上形成有密封件按压部,所述密封件按压部适于在所述密封件放置部内放置所述密封件且在该密封件上放置双极板的状态下按压所述双极板,以能够使得所述密封件与所述双极板通过两者之间的粘结剂和按压相互粘接。
8.进一步的,所述下底板和所述上压板中的一者上形成有定位对接部,另一者上形成有定位配合部,以通过所述定位对接部和所述定位配合部配合形成所述定位对接。
9.进一步的,所述下底板上形成有至少两个定位对接部,所述上压板上对应形成有至少两个对接配合部,各所述定位对接部适于插入或贴靠对应的所述对接配合部,以使所述上压板能够与所述下底板定位对接。
10.更进一步的,所述定位对接部为凸出于所述下底板的上表面的l型对接块或矩形对接块,所述对接配合部为贯穿所述上压板厚度的l型缺口或矩形缺口。
11.进一步的,所述下底板的横截面形状为矩形,成对的所述定位对接部设置于所述下底板的两个对角或两个相对的边上;或者所述下底板的横截面形状为圆形,成对的所述定位对接部的连线经过该圆的中心。
12.进一步的,所述密封件放置部为与所述密封件的形状相适配的凹槽结构。
13.更进一步的,所述凹槽结构的深度设置为小于所述密封件在压缩状态下的厚度。
14.进一步的,所述密封件按压部为与所述密封件的形状相适配的凸台。
15.进一步的,所述凸台的底面形成为按压面,所述按压面为硬化处理面。
16.更进一步的,所述密封件按压部的沿厚度方向剖切的截面为矩形、正方形或梯形。
17.相对于现有技术,本发明所述的用于快速胶接密封件的装置具有以下优势:
18.(1)本发明所述的用于快速胶接密封件的装置中,包括上压板和下底板,通过在下底板上形成密封件放置部,用于放置并定位密封件;而上压板上则形成有密封件按压部,能够在密封件放置在密封件放置部内,且密封件上放置好双极板的状态下按压双极板,双极板在放置在密封件与上压板之前事先涂抹有粘结剂,通过按压上压板,能够使得密封件和双极板受力比较均匀,粘接效果比较好。
19.(2)本发明所述的用于快速胶接密封件的装置中的上压板和下底板两者中的一者上形成有定位对接部,另一者上形成有定位配合部,定位对接部和定位配合部定位对接,能够使得上压板能够精准定位,保证在上压板按压双极板的过程中不发生偏移,定位精准。
20.本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
21.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施方式及其说明用于解释本发明,并不构成对本发明的不当限定。
22.在附图中:
23.图1是本发明实施方式所述的一种用于快速胶接密封件的装置的密封原理示意图;
24.图2是本发明实施方式所述的密封件错位粘接示意图;
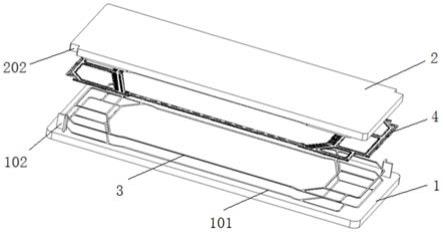
25.图3是本发明实施方式所述的一种用于快速胶接密封件的装置的结构示意图;
26.图4是本发明实施方式所述的下底板的结构示意图;
27.图5是本发明实施方式所述的上压板的结构示意图;
28.图6是本发明实施方式所述的另一种用于快速胶接密封件的装置的结构示意图。
29.附图标记说明:
30.1下底板101密封件放置部
31.102定位对接部2上压板
32.201密封件按压部202对接配合部
33.3密封件4双极板
34.5膜电极
具体实施方式
35.需要说明的是,在不冲突的情况下,本发明中的实施方式及实施方式中的特征可以相互组合。
36.下面将参考附图并结合实施方式来详细说明本发明。
37.图3为本发明实施例所述的一种用于快速胶接密封件的装置,包括下底板1和能够定位对接于所述下底板1上的上压板2,所述下底板1上形成有适于放置定位密封件3的密封件放置部101,所述上压板2上形成有密封件按压部201,所述密封件按压部201适于在所述密封件放置部101内放置所述密封件3且在该密封件3上放置双极板4的状态下按压所述双极板4,以能够使得所述密封件3与所述双极板4通过两者之间的粘结剂和按压相互粘接。
38.从图3中可以看出,密封件3为密封胶条,其纵向截面面积较小,但是其整体尺寸却比较大,且该密封件3为橡胶材质,故该密封件3整体较软。批量生产时,一般均采用自动化粘接设备将密封件3与双极板4粘接,其精度是可以保证的,但是如果在产品试验阶段采用自动化粘接设备进行粘接,其成本过高,且如果涉及到模具的更改和制作,其生产周期将更长,可能会影响到产品批量生产、上市的要求。而如果采用手工粘接,虽然成本和周期均有所下降,但是对于密封件3与双极板4之间的粘接的精度及粘接效果均无法有效保证,从而对产品的试验效果产生不可估量的影响。
39.而由上述基本技术方案可知,本发明的一种用于快速胶接密封件的装置中,密封件3能够放置于密封件放置部101内,密封件放置部101的形状与密封件3相同,因此,密封件放置部101不仅能够作为密封件3的安置结构,使得密封件3放置的更加平整,受力也更加均匀,同时,该密封件放置部101还能够对密封件3进行有效定位,防止密封件3在与双极板4粘接过程中出现偏移,定位比较精准。双极板4在放入密封件3与上压板2前,已经在需要粘接的部位涂抹均匀粘结剂,当上压板2压下时,能够准确且均匀地将密封件3与双极板4胶接在一起,因上压板2的面积较大,因此,施加在上压板2上的力能够均匀传递到密封件3上,从而能够使得密封件3与双极板4在粘接的过程中粘接更加均匀,粘接效果更好。
40.同时,为了便于观察,一般情况下,会在密封件放置部101涂上颜色,以区别于密封件放置部101和其他部位,这样处理的好处是当密封件3放置于密封件放置部101内,如果密封件3放置的位置不妥当,能够根据颜色直接判断出哪里位置不妥当,调整后再将密封件3与双极板4粘接在一起,这样能够一次性完成密封件3与双极板4的粘接,可以避免返工甚至是报废的情况,提高工作效率。
41.作为定位配合部和定位对接部的一个具体实施例,所述下底板1和所述上压板2中的一者上形成有定位对接部,另一者上形成有定位配合部,以通过所述定位对接部和所述定位配合部配合形成所述定位对接。
42.在这里需要说明的是,定位配合部和定位对接部是一对配合结构,根据实际粘接结构的不同,定位配合部和定位对接部设置在下底板1和上压板2上,但是并不一定是如图3中所示的,定位对接部设置于下底板1上,而定位配合部设置在上压板2上,还可以将定位对接部设置在上压板2上,将定位配合部设置在下底板1上,并没有完全限定两者设置的位置,但是其目的是通过定位配合部和定位对接部的相互配合定位对接,以能够使上压板2与下底板1定位对接,从而能够保证上压板2在按压双极板4的过程中不会发生偏移。
43.其中,所述下底板1上形成有至少两个定位对接部102,所述上压板2上对应形成有
至少两个对接配合部202,各所述定位对接部102适于插入或贴靠对应的所述对接配合部202,以使所述上压板2能够与所述下底板1定位对接。
44.一般情况下,为了便于操作,会将定位对接部102设于下底板1上,并且,为了定位更加精准,下底板1上一般会设置至少两个定位对接部102,当然也可以设置三个,甚至更多,主要是根据实际定位对接的需要而定,均属于本发明的保护范围。
45.进一步的,如图3和图6所示,所述定位对接部102为凸出于所述下底板1的上表面的l型对接块或矩形对接块,所述对接配合部202为贯穿所述上压板2厚度的l型缺口或矩形缺口。
46.从图3中也可以看出,双极板4上还形成有双极板密封槽,从图1中可以看出,该双极板密封槽是整体形状与密封件3相同的凹槽结构,该双极板密封槽的底面为平面,可用于与密封件3粘接,因此,双极板4的定位也很重要。而本发明则是利用定位对接部102的结构特点,在双极板4上也设有与定位对接部102相配合的结构形式,这样能够便于双极板4在放入密封件3与上压板2之间时能够更加精准的对双极板密封槽进行定位。如此,对密封件3和双极板4均进行有效定位后,密封件3能够更加准确地与双极板4上的双极板密封槽进行粘接,粘接效率也比较高,更不会出现如图2中所示的,因定位不精准而出现的密封件3的粘接偏移的现象,从图中可以明显看出密封件3的实际有效工作区域l1远小于理论有效工作区域l2。
47.作为下底板1的具体实施例,如图4所示,所述下底板1的横截面形状为矩形,成对的所述定位对接部102设置于所述下底板1的两个对角或两个相对的边上。
48.可选的,所述下底板1的横截面形状为圆形,成对的所述定位对接部102的连线经过该圆的中心。
49.首先需要说明的是,横截面指的是平行于设有密封件放置部101的面的虚拟平面虚拟切割下底板1后所形成的面,也可以认为是下底板1放置于水平面上后,平行于水平面的虚拟平面虚拟切割下底板1后所形成的面。
50.本发明的下底板1并不仅限于上述的两种结构形式,主要是根据密封件3的形状的变化而变化,当下底板1的横截面形状发生改变后,设置在下底板1上的定位对接部102的位置也需要做出适当调整,但是为了便于定位对接的需要,无论下底板1为何种结构形式,各定位对接部102间的间隔均比较大,一般情况下形成为对角线设置。根据密封件3的结构形式变化,定位对接部102可以设置在下底板1的边缘部位,也可以设置在定位对接部102的中间位置。
51.进一步的,所述密封件放置部101为与所述密封件3的形状相适配的凹槽结构,也就是说,密封件放置部101的截面形状与密封件3的截面形状相同。
52.另外,所述凹槽结构的深度设置为小于所述密封件3在压缩状态下的厚度。
53.作为上压板2的具体实施方式,如图5所示,所述密封件按压部201为与所述密封件3的形状相适配的凸台,该凸台能够直接按压在双极板4的双极板密封槽的背面,施加在上压板2上的力可以完全施加在双极板密封槽上,不仅可以避免接触双极板4的其他部位而对其产生损伤,还能够使得力更集中,粘接效果更好。
54.进一步的,所述凸台的底面形成为按压面,所述按压面为硬化处理面。
55.进一步的,所述密封件按压部201的沿厚度方向剖切的截面为矩形、正方形或梯
形。
56.如上所述,本发明的一种用于快速胶接密封件的装置,包括下底板1和能够定位对接于所述下底板1上的上压板2,所述下底板1上形成有适于放置定位密封件3的密封件放置部101,所述上压板2上形成有密封件按压部201,所述密封件按压部201适于在所述密封件放置部101内放置所述密封件3且在该密封件3上放置双极板4的状态下按压所述双极板4,以能够使得所述密封件3与所述双极板4通过两者之间的粘结剂和按压相互粘接。通过将密封件3放置在密封件放置部101内,以能够对密封件3进行定位,同时通过上压板2的密封件按压部201能够对双极板4进行均衡施压,既能够满足对密封件3的精准定位,还能够满足在密封件3与双极板4的粘接过程中的均匀施压的要求。
57.同时,在下底板1和上压板2上还设置有能够相互定位配合的定位对接部和定位配合部,并且,定位对接部还与双极板4形成定位对接,能够同时对双极板4和上压板2进行定位对接,使得双极板4与密封件3的定位精度更高。
58.以上所述仅为本发明的较佳实施方式而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1