一种高效率电芯叠片机构及电芯叠片工艺的制作方法
[0001]
本发明属于电芯叠片机构技术领域,尤其涉及一种高效率电芯叠片机构及电芯叠片工艺。
背景技术:
[0002]
如图1所示,现有技术中的电池电芯叠片结构300,包括一隔膜310、若干正极极片320和若干负极极片330,其中,正极极片320和负极极片330交替设置。此外,传统锂电池叠片过程中隔膜在整个电芯中是连续的,为一整张薄膜。因此,在生产过程中,需要交替地在一张连续的隔膜上贴上正极级片和负极级片。
[0003]
电芯叠片机构是为了生产上述电池电芯叠片结构而专门设计的机构,如图2、图3和图4所示,一种单边下料的电芯叠片机构200,包括两极片料盒210,210’、两对位机构220,220’、两机械手230,230’、一叠片台机构240、两正极压刀250,250’、两负极压刀260,260’、一下料机构270、一隔膜送膜机构280、一切膜机构290以及一翻膜机构281。两极片料盒210,210’呈两排布置,两者分别用于放置正极极片和负极极片。两对位机构220,220’分别设置在两极片料盒210,210’的前方,两对位机构220,220’分别用于两种极片上料前的对位。可前后活动设置于两对位机构220,220’的上方,两机械手230,230’分别用于将极片料盒210,210’上的正极极片和负极极片上料至两对位机构220,220’对位后,再转移至叠片台机构240上与隔膜贴合。叠片台机构240设置于两对位机构220,220’的前方并可左右活动至任一对位机构220,220’的正前方,两正极压刀250,250’分别设于叠片台机构240的两侧边,两负极压刀260,260’分别设于叠片台机构240的上述两侧边。下料机构270则设置在叠片台机构240的右侧,切膜机构290设置在下料机构270与叠片台机构240之间。隔膜送膜机构280位于叠片台机构240的上方,并位于两对位机构220,220’之间;翻膜机构281设置在隔膜送膜机构280上,其可通过吹风将隔膜送膜机构280输出的隔膜吹向另一边而实现翻膜。
[0004]
工作时,叠片台机构240滑动至右侧的正极工位处,下料机构270夹住隔膜送膜机构280送出的隔膜,切膜机构290切断隔膜的端部;然后,翻膜机构281吹风将隔膜吹向另一侧的工位,即负极工位。叠片台机构240随即滑动至左侧的负极工位。机械手230,230’先将负极极片贴合在隔膜上,此时两负极压刀260,260’压住该负极极片,两正极压刀250,250’抬起避开负极极片。叠片台机构240移动至正极工位的对位机构220,220’前,另一机械手230,230’将正极极片贴合在隔膜上,此时两正极压刀250,250’压住该负极极片,两负极压刀260,260’抬起避开正极极片,上述工作工程为一个循环。多次循环后,叠片台机构240滑动至右侧,下料机构270夹住加工好的电芯,切膜机构290切断隔膜,下料机构270下料,同时翻膜机构281吹风将隔膜吹向另一侧,再次重复上述工作工程。上述工作工程中,翻膜机构281翻膜需要耗费较多时间,导致该单边下料的电芯叠片机构的叠片效率不高。
技术实现要素:
[0005]
本发明的目的在于提供一种高效率电芯叠片机构及电芯叠片工艺,旨在解决现有
技术中的单边下料的电芯叠片机构的叠片效率不高的技术问题。
[0006]
为实现上述目的,本发明实施例提供的一种高效率电芯叠片机构,包括:
[0007]
一机座;
[0008]
该高效率电芯叠片机构还包括:
[0009]
一第一极片上料机构,所述第一极片上料机构设于所述机座上;
[0010]
一第二极片上料机构,所述第二极片上料机构设于所述机座上且位于所述第一极片上料机构的左侧;
[0011]
一第三极片上料机构,所述第二极片上料机构设于所述机座上且位于所述第一极片上料机构的右侧;所述第二极片上料机构和所述第三极片上料机构输送相同的极片,所述第一极片上料机构输送另一种极片;
[0012]
一第一下料机构,所述第一下料机构设于所述第二极片上料机构的一侧;
[0013]
一第二下料机构,所述第二下料机构设于所述第三极片上料机构的一侧;
[0014]
一叠片台装置,所述叠片台装置设于所述机座上,所述叠片台装置可活动至与所述第一极片上料机构、所述第二极片上料机构或所述第三极片上料机构配合的工位处;
[0015]
一第一切膜机构,所述第一切膜机构设于所述机座上且位于所述第一下料机构与所述叠片台装置之间;
[0016]
一第二切膜机构,所述第二切膜机构设于所述机座上且位于所述第二下料机构与所述叠片台装置之间;以及
[0017]
一隔膜送料机构,所述隔膜送料机构设于所述机座上,所述隔膜送料机构可活动至与所述叠片台装置配合的工位处。
[0018]
可选地,所述叠片台装置上设有两个左压刀、两个中压刀和两个右压刀;两个所述中压刀分别设于所述叠片台装置的两侧边中部;两个所述左压刀分别设于所述叠片台装置的两侧边左侧;两个所述右压刀分别设于所述叠片台装置的两侧边右侧。
[0019]
可选地,所述第一极片上料机构输送负极极片,所述第二极片上料机构和所述第三极片上料机构均输送正极极片。
[0020]
可选地,所述第一极片上料机构输送正极极片,所述第二极片上料机构和所述第三极片上料机构均输送负极极片。
[0021]
可选地,所述第一极片上料机构、所述第二极片上料机构以及所述第三极片上料机构均包括一极片料盒、一对位装置以及一上料机械手,所述极片料盒和所述对位装置沿直线布置,所述上料机械手可活动地设于所述极片料盒和所述对位装置的上方。
[0022]
可选地,所述隔膜送料机构包括一位移机构、一支架、一放料转轴以及若干导料辊;所述位移机构驱动所述支架移动,所述放料转轴和所述导料辊设于所述支架上。
[0023]
可选地,所述左压刀、所述中压刀和所述右压刀均包括一前后移动机构、一上下移动机构和一刀片;所述上下移动机构设于所述前后移动机构上并通过所述前后移动机构驱动其前后移动,所述刀片设于所述上下移动机构上并通过所述上下移动机构驱动其上下移动。
[0024]
可选地,所述叠片台装置包括一横向移动机构和一叠片台;所述横向移动机构设于所述机座上,所述叠片台通过所述横向移动机构驱动其横向移动。
[0025]
可选地,所述第一下料机构和所述第二下料机构均包括一下料夹和一手指气缸,
所述手指气缸驱动所述下料夹夹紧或松开。
[0026]
本发明实施例提供的高效率电芯叠片机构中的上述一个或多个技术方案至少具有如下技术效果之一:该高效率电芯叠片机构设计有三个极片上料机构,从而省略翻膜工序;具体如下:叠片台装置先在第一极片上料机构和第二极片上料机构之间来回切换从交替地在隔膜上贴上正极极片和负极极片,完成叠片并制得电芯后,叠片台装置滑动至与第三极片上料机构配合的工位处,第二下料机构夹住电芯,第二切膜机构切断隔膜与电芯,隔膜留在叠片台装置,第二下料机构对电芯进行下料;第三极片上料机构无缝衔接地继续对叠片台装置上的隔膜贴上极片,叠片台装置继续在第一极片上料机构和第三极片上料机构之间来回切换从交替地在隔膜上贴上正极极片和负极极片,完成叠片并制得电芯后,叠片台装置滑动至与第二极片上料机构配合的工位处,第一下料机构夹住电芯,第一切膜机构切断隔膜与电芯,隔膜留在叠片台装置,第一下料机构对电芯进行下料;第二极片上料机构无缝衔接地继续对叠片台装置上的隔膜贴上极片;因此,该高效率电芯叠片机构可无需翻膜不间断地叠片,具有结构更简化,叠片效率高,生产时间短的优点。
[0027]
为实现上述目的,本发明实施例提供的上述的高效率电芯叠片机构的电芯叠片工艺,包括以下步骤:
[0028]
1)所述叠片台装置活动至与所述第二极片上料机构配合的工位处,所述隔膜送料机构输出的隔膜送至所述第一下料机构夹住,所述第一切膜机构切断隔膜;
[0029]
2)所述第二极片上料机构将极片贴合在隔膜上,所述叠片台装置活动至与所述第一极片上料机构配合的工位处,所述隔膜折后覆盖在极片上,所述第一极片上料机构将另一种极片贴合在所述隔膜上;所述叠片台装置活动至与所述第二极片上料机构配合的工位处;所述隔膜折后覆盖在所述另一种极片上;
[0030]
3)重复步骤2)直至电芯叠片完成,所述叠片台装置活动至与所述第三极片上料机构配合的工位处,所述第二下料机构对加工完成的电芯下料;所述第二切膜机构切断所述隔膜与所述电芯;所述隔膜留在所述叠片台装置上;
[0031]
4)所述第三极片上料机构将极片贴合在隔膜上,所述叠片台装置活动至与所述第一极片上料机构配合的工位处,所述隔膜折后覆盖在极片上,所述第一极片上料机构将另一种极片贴合在所述隔膜上;所述叠片台装置活动至与所述第三极片上料机构配合的工位处;所述隔膜折后覆盖在所述另一种极片上;
[0032]
5)重复步骤4)直至电芯叠片完成,所述叠片台装置活动至与所述第二极片上料机构配合的工位处,所述第一下料机构对加工完成的电芯下料;所述第一切膜机构切断所述隔膜与所述电芯;所述隔膜留在所述叠片台装置上。
[0033]
本发明实施例提供的电芯叠片工艺中的上述一个或多个技术方案至少具有如下技术效果之一:上述电芯叠片工艺无需翻膜机构进行翻膜,工作效率高,生产速度快,工艺流程更加简化。
附图说明
[0034]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些
附图获得其他的附图。
[0035]
图1为现有技术中的电池电芯叠片结构的结构示意图。
[0036]
图2为背景技术中的单边下料的电芯叠片机构俯视角度的结构示意图。
[0037]
图3为背景技术中的正极压刀压住正极极片时的工作示意图。
[0038]
图4为背景技术中的负极压刀压住负极极片时的工作示意图。
[0039]
图5为本发明实施例提供的高效率电芯叠片机构俯视角度的结构示意图。
[0040]
图6为本发明实施例提供的叠片台装置的工作示意图a。
[0041]
图7为本发明实施例提供的叠片台装置的工作示意图b。
[0042]
图8为本发明实施例提供的叠片台装置的工作示意图c。
[0043]
图9为本发明实施例提供的叠片台装置的工作示意图d。
[0044]
图10为本发明实施例提供的隔膜送料机构的结构示意图。
[0045]
图11为本发明实施例提供的叠片台装置的结构示意图。
[0046]
图12为本发明实施例提供的第一切膜机构和第一下料机构的结构示意图。
具体实施方式
[0047]
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明的实施例,而不能理解为对本发明的限制。
[0048]
在本发明实施例的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0049]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0050]
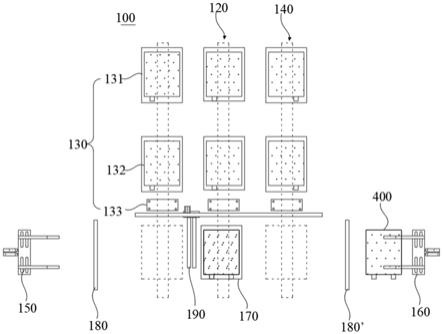
在本发明的一个实施例中,如图1~12所示,提供一种高效率电芯叠片机构100,包括一机座110、一第一极片上料机构120、一第二极片上料机构130、一第三极片上料机构140、一第一下料机构150、一第二下料机构160、一叠片台装置170、一第一切膜机构180、一第二切膜机构180’以及一隔膜送料机构190。所述第一极片上料机构120设于所述机座110上。所述第二极片上料机构130设于所述机座110上且位于所述第一极片上料机构120的左侧。所述第二极片上料机构130设于所述机座110上且位于所述第一极片上料机构120的右侧。所述第二极片上料机构130和所述第三极片上料机构140输送相同的极片,所述第一极片上料机构120输送另一种极片。具体地,如图5所示,在本发明的一个实施例中,第一极片上料机构120、第二极片上料机构130和第三极片上料机构140相互平行。在本发明的一些实施例中,第一极片上料机构120、第二极片上料机构130和第三极片上料机构140之间可以是夹角状的。
[0051]
所述第一下料机构150设于所述第二极片上料机构130的一侧。所述第二下料机构160设于所述第三极片上料机构140的一侧。所述叠片台装置170设于所述机座110上,所述叠片台装置170可活动至与所述第一极片上料机构120、所述第二极片上料机构130或所述第三极片上料机构140配合的工位处。所述第一切膜机构180设于所述机座110上且位于所述第一下料机构150与所述叠片台装置170之间。所述第二切膜机构180’设于所述机座110上且位于所述第二下料机构160与所述叠片台装置170之间。所述隔膜送料机构190设于所述机座110上,所述隔膜送料机构190可活动至与所述叠片台装置170配合的工位处。
[0052]
该高效率电芯叠片机构100设计有三个极片上料机构,从而省略翻膜工序。具体如下:叠片台装置170先在第一极片上料机构120和第二极片上料机构130之间来回切换从交替地在隔膜上贴上正极极片和负极极片,完成叠片并制得电芯后,叠片台装置170滑动至与第三极片上料机构140配合的工位处,第二下料机构160夹住电芯,第二切膜机构180’切断隔膜与电芯400,隔膜留在叠片台装置170,第二下料机构160对电芯400进行下料。第三极片上料机构140无缝衔接地继续对叠片台装置170上的隔膜贴上极片,叠片台装置170继续在第一极片上料机构120和第三极片上料机构140之间来回切换从交替地在隔膜上贴上正极极片和负极极片,完成叠片并制得电芯后,叠片台装置170滑动至与第二极片上料机构130配合的工位处,第一下料机构150夹住电芯,第一切膜机构180切断隔膜与电芯,隔膜留在叠片台装置170,第一下料机构150对电芯进行下料。第二极片上料机构130无缝衔接地继续对叠片台装置170上的隔膜贴上极片。因此,该高效率电芯叠片机构100可无需翻膜不间断地叠片,具有结构更简化,叠片效率高,生产时间短的优点。
[0053]
在本发明的另一个实施例中,该高效率电芯叠片机构100的所述叠片台装置170上设有两个左压刀171,171’、两个中压刀172,172’和两个右压刀173,173’。两个所述中压刀172,172’分别设于所述叠片台装置170的两侧边中部。两个所述左压刀171,171’分别设于所述叠片台装置170的两侧边左侧。两个所述右压刀173,173’分别设于所述叠片台装置170的两侧边右侧。压刀主要用于压住极片,由于压刀只能用于压紧一种极片,即正极极片需要正极极片压刀,负极极片需要负极极片压刀。通过上述改进设计后,中压刀172,172’用于压紧第一极片上料机构120上料的极片,左压刀171,171’用于压紧第二极片上料机构130上料的极片,右压刀173,173’用于压紧第三极片上料机构140上料的极片。从而实现了同一种类型的压刀压紧同一种极片的目的。
[0054]
在本发明的另一个实施例中,该高效率电芯叠片机构100的所述第一极片上料机构120输送负极极片,所述第二极片上料机构130和所述第三极片上料机构140均输送正极极片。具体地,所述第一极片上料机构120和所述第二极片上料机构130组成一个叠片组合,所述第三极片上料机构140和所述第一极片上料机构120组成另一个叠片组合,通过两个叠片组合的切换,实现了无需翻膜并不间断地叠片。
[0055]
在本发明的另一个实施例中,该高效率电芯叠片机构100的所述第一极片上料机构120输送正极极片,所述第二极片上料机构130和所述第三极片上料机构140均输送负极极片。相应地,所述第一极片上料机构120和所述第二极片上料机构130组成一个叠片组合,所述第三极片上料机构140和所述第一极片上料机构120组成另一个叠片组合,通过两个叠片组合的切换,实现了无需翻膜并不间断地叠片。
[0056]
在本发明的另一个实施例中,该高效率电芯叠片机构100的所述第一极片上料机
构120、所述第二极片上料机构130以及所述第三极片上料机构140均包括一极片料盒131、一对位装置132以及一上料机械手133,所述极片料盒131和所述对位装置132沿直线布置,所述对位装置132可以是ccd对位装置132或其它现有技术中常用的传感类对位装置132。所述上料机械手133可活动地设于所述极片料盒131和所述对位装置132的上方。工作时,极片料盒131用于存放极片,上料机械手133可以是两轴或三轴的机械手,其用于将极片料盒131吸起,在对位装置132上对位后,上料至叠片台装置170上进行叠片。
[0057]
在本发明的另一个实施例中,该高效率电芯叠片机构100的所述隔膜送料机构190包括一位移机构191、一支架192、一放料转轴193以及若干导料辊194。所述位移机构191驱动所述支架192移动,所述放料转轴193和所述导料辊194设于所述支架192上。所述位移机构191驱动支架192活动至与所述叠片台装置170配合的工位,即所述第一极片上料机构120和所述第二极片上料机构130的中间连线上或所述第三极片上料机构140和所述第一极片上料机构120的中间连线上。具体地,所述位移机构191包括一第一电机1911、一第一丝杆1912、一第一螺母1913、一第一滑轨1914和一安装支架1915。所述安装支架1915固定在所述机座110上,所述第一电机1911设于所述安装支架1915上,所述第一丝杆1912驱动连接所述第一电机1911,所述第一螺母1913螺接所述第一丝杆1912,所述第一滑轨1914设于所述安装支架1915上并沿所述叠片台装置170的移动方向延伸,所述支架192通过滑块滑动连接所述第一滑轨1914并固定连接所述第一螺母1913。
[0058]
在本发明的另一个实施例中,该高效率电芯叠片机构100的所述左压刀171,171’、所述中压刀172,172’和所述右压刀173,173’均包括一前后移动机构1711、一上下移动机构1712和一刀片1713。所述上下移动机构1712设于所述前后移动机构1711上并通过所述前后移动机构1711驱动其前后移动,所述刀片1713设于所述上下移动机构1712上并通过所述上下移动机构1712驱动其上下移动。具体地,所述前后移动机构1711包括一第二电机、一第二丝杆、一第二螺母和一第二滑轨。所述第二电机设于所述叠片台装置170上,所述第二丝杆驱动连接所述第二电机,所述第二螺母螺接所述第二丝杆,所述第二滑轨设于所述机座110并垂直于所述叠片台装置170的侧边,所述上下移动机构1712通过滑块滑动连接所述第二滑轨并固定连接所述第二螺母。所述上下移动机构1712可以是一伸缩型的气缸。所述刀片1713设置在所述气缸的伸缩杆末端。
[0059]
在本发明的另一个实施例中,该高效率电芯叠片机构100的所述叠片台装置170包括一横向移动机构174和一叠片台175。所述横向移动机构174设于所述机座110上,所述叠片台175通过所述横向移动机构174驱动其横向移动。具体地,所述横向移动机构174包括一第三电机、一第三丝杆、一第三螺母和一第三滑轨。所述第三电机设于所述机座110上,所述第三丝杆驱动连接所述第三电机,所述第三螺母螺接所述第三丝杆,所述第三滑轨设于所述机座110上并横向布置,所述叠片台175通过滑块滑动连接所述第三滑轨并固定连接所述第三螺母。所述叠片台175具体的顶面为平面。
[0060]
在本发明的另一个实施例中,该高效率电芯叠片机构100的所述第一下料机构150和所述第二下料机构160均包括一下料夹151和一手指气缸152,所述手指气缸152驱动所述下料夹151夹紧或松开。所述手指气缸152可以设置在一多轴行走机构153上。所述第一下料机构150和所述第二下料机构160可以通过多轴行走机构153驱动其沿xyz三轴方向活动,从而便于下料。该多轴行走机构153的具体机构优选为丝杆螺母机构。
[0061]
在本发明的另一个实施例中,该高效率电芯叠片机构100的第一切膜机构180和一第二切膜机构180’为切膜刀,其通过一升降气缸181驱动其升降。
[0062]
在本发明的另一个实施例中,提供一种上述的高效率电芯叠片机构100的电芯叠片工艺,包括以下步骤:
[0063]
1)所述叠片台175装置170活动至与所述第二极片上料机构130配合的工位处,所述隔膜送料机构190输出的隔膜送至所述第一下料机构150夹住,所述第一切膜机构180切断隔膜。
[0064]
2)所述第二极片上料机构130将极片贴合在隔膜上,所述叠片台175装置170活动至与所述第一极片上料机构120配合的工位处,所述隔膜折后覆盖在极片上,所述第一极片上料机构120将另一种极片贴合在所述隔膜上。所述叠片台175装置170活动至与所述第二极片上料机构130配合的工位处。所述隔膜折后覆盖在所述另一种极片上。
[0065]
3)重复步骤2)直至电芯叠片完成,所述叠片台175装置170活动至与所述第三极片上料机构140配合的工位处,所述第二下料机构160对加工完成的电芯下料。所述第二切膜机构180’切断所述隔膜与所述电芯。所述隔膜留在所述叠片台175装置170上。
[0066]
4)所述第三极片上料机构140将极片贴合在隔膜上,所述叠片台175装置170活动至与所述第一极片上料机构120配合的工位处,所述隔膜折后覆盖在极片上,所述第一极片上料机构120将另一种极片贴合在所述隔膜上。所述叠片台175装置170活动至与所述第三极片上料机构140配合的工位处。所述隔膜折后覆盖在所述另一种极片上。
[0067]
5)重复步骤4)直至电芯叠片完成,所述叠片台175装置170活动至与所述第二极片上料机构130配合的工位处,所述第一下料机构150对加工完成的电芯下料。所述第一切膜机构180切断所述隔膜与所述电芯。所述隔膜留在所述叠片台175装置170上。
[0068]
该电芯叠片工艺无需翻膜机构进行翻膜,工作效率高,生产速度快,工艺流程更加简化。
[0069]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1