一种充电桩用陶瓷继电器及制备工艺的制作方法
[0001]
本发明涉及继电器的加工工艺技术领域,具体是一种充电桩用陶瓷继电器及制备工艺。
背景技术:
[0002]
交流充电桩继电器可以用低电压、弱电流的控制电路来控制高电压、强电流的工作电路,并且能实现遥控和生产自动化。交流充电桩继电器广泛用于新能源汽车充电桩领域。
[0003]
在使用继电器的时候需要进行防止继电器在工作的时候减少外部带来的影响,减少静电和外部的环境对继电器的接触和传导造成影响,现在的继电器外壳都是使用塑料,防护性不好,容易受到外部环境的侵蚀,通过设置陶瓷外壳可以减少在工作的时候静电影响继电器的工作,增加继电器的防护性,不易受到侵蚀,但是现在陶瓷耐高温高压冲击性能不好。因此,本发明提供了一种充电桩用陶瓷继电器及制备工艺,以解决上述背景技术中提出的问题。
技术实现要素:
[0004]
本发明的目的在于提供一种充电桩用陶瓷继电器及制备工艺,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:
[0006]
一种充电桩用陶瓷继电器及制备工艺,包括陶瓷内腔体和用于包围陶瓷内腔体并具有耐高温和高强度性能的塑料外壳体,陶瓷内腔体与塑料外壳体之间采用陶瓷胶密封,陶瓷内腔体的上侧固定有导电杆,导电杆的下侧固定有静触头,静触头的下方设有动触头,动触头的下侧连接有支持杆,支持杆连接电磁感应器,导电杆的上端设有凹槽一,凹槽一的中心固定有导向柱,凹槽通过螺纹连接有接线柱,接线柱内设有匹配导向柱的凹槽二,凹槽二内设有弹簧二,弹簧二的下端固定有卡接套,卡接套卡接在导向柱上端的触点上。
[0007]
作为本发明进一步的方案,所述静触头和卡接套均为圆台状的壳体,提高瞬时的接触面积。
[0008]
作为本发明再进一步的方案,所述陶瓷内腔体由内侧的陶瓷层一、中间的陶瓷胶和外侧的陶瓷层二组成,陶瓷层一的组分及质量配比为:氧化铝粉92-94%,高领土1.8-2.0%,碳酸钙2.9-3.2%,二氧化硅1.3-1.4%,氮化硅粉体0.8-1.5%,陶瓷层二的组分及质量配比为:氧化铝粉92-94%,高领土1.5-1.8%,碳酸钙2.9-3.2%,二氧化钛1.3-1.4%,氮化硼粉体0.8-1.5%,玻璃纤维粉1.0-1.5%,陶瓷胶中的组分为环氧树脂60-80%,有机硅5-10%,玻璃纤维粉1-5%,陶瓷粉20-40%。
[0009]
作为本发明再进一步的方案,所述陶瓷内腔体的加工包括如下步骤:
[0010]
s1:按上述配比称取陶瓷层一和陶瓷层二分别进球磨机干磨,料球比均为1︰1.5~2,球磨30h~40h出料,获得陶瓷混合粉体一和陶瓷混合粉体二;
[0011]
s2:称取蜡,蜡比为料的质量百分比的10%~20%,进入和浆机中加热,并控温在100℃~120℃,蜡完全熔化后,再加入陶瓷混合粉体一,搅拌4h~10h,搅拌均匀后,再加入热压铸机中,保温60℃~80℃,用模具和高压空气注模成型,压力在0.6mpa以上,冷却后脱模,得到陶瓷层一。
[0012]
s3:称取蜡,蜡比为料的质量百分比的10%~20%,进入和浆机中加热,并控温在100℃~120℃,蜡完全熔化后,再加入陶瓷混合粉体二,搅拌4h~10h,搅拌均匀后保温备用;
[0013]
s4:在热压铸机中,将陶瓷层一作为模具的下模,放置在模具中,均匀涂抹上陶瓷胶,再将s3得到的陶瓷混合粉体二投入热压铸机中,保温60℃~80℃,用模具和高压空气注模成型,压力在0.6mpa以上,冷却后脱模;
[0014]
s5:将s4再送素烧装钵经1000℃~1200℃度脱蜡,再在1650℃~1700℃烧结成瓷。检验合格待用。
[0015]
一种充电桩用陶瓷继电器的制备工艺,其特征在于,包括以下步骤:
[0016]
第一:陶瓷内腔体的加工;
[0017]
第二:金属件和塑料外壳体的加工:按照尺寸要求加工零部件;
[0018]
第三:将导电杆台阶处涂覆所述陶瓷胶,插入陶瓷内腔体的端孔内,静置后,在所述导电杆上装静触头,将支持杆插入端涂覆所述陶瓷胶,插入所述陶瓷内腔体的中心孔内,静置后,在所述支持杆上装上弹簧,在所述陶瓷内腔体外表面涂覆所述陶瓷胶,静置后,抽真空,密封;
[0019]
第四:将电磁感应器装入开口的塑料外壳体底部,将所述陶瓷内腔体与所述电磁感应器相配合,将所述陶瓷内腔体装入所述电磁感应器相配合上端,将所述陶瓷内腔体与所述塑料外壳体之间填充陶瓷胶,盖上塑料外壳体端盖,并涂覆陶瓷胶,获得充电桩用陶瓷继电器。
[0020]
与现有技术相比,本发明的有益效果是:
[0021]
本发明中陶瓷胶具有耐高温性能,在高温条件下,与陶瓷相互接合,陶瓷内腔体采用双层氧化铝陶瓷,具有耐高温,高绝缘,热稳定性好,耐高温高压冲击等的优点。
附图说明
[0022]
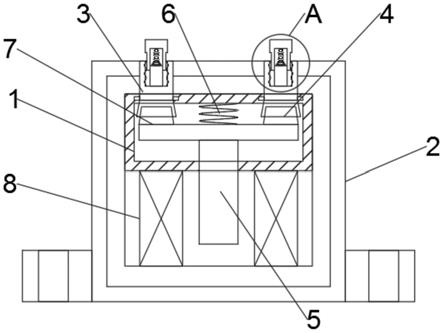
图1为一种充电桩用陶瓷继电器及制备工艺的结构示意图。
[0023]
图2为图1中a的局部放大结构示意图。
[0024]
图中:1、陶瓷内腔体;2、塑料外壳体;3、导电杆;4、静触头;5、支持杆;6、弹簧一;7、动触头;8、电磁感应器;9、接线柱;10、导向柱;11、弹簧二;12、卡接套。
具体实施方式
[0025]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0026]
请参阅图1-2,本发明实施例中,一种充电桩用陶瓷继电器及制备工艺,包括陶瓷
内腔体1和用于包围陶瓷内腔体1并具有耐高温和高强度性能的塑料外壳体2,陶瓷内腔体1与塑料外壳体2之间采用陶瓷胶密封,陶瓷内腔体1的上侧固定有导电杆3,导电杆3的下侧固定有静触头4,静触头4的下方设有动触头7,动触头7的下侧连接有支持杆6,支持杆6连接电磁感应器8,导电杆3的上端设有凹槽一,凹槽一的中心固定有导向柱10,凹槽通过螺纹连接有接线柱9,接线柱9内设有匹配导向柱10的凹槽二,凹槽二内设有弹簧二11,弹簧二11的下端固定有卡接套12,卡接套卡接在导向柱10上端的触点上,所述静触头4和卡接套12均为圆台状的壳体,提高瞬时的接触面积。
[0027]
所述陶瓷内腔体1由内侧的陶瓷层一、中间的陶瓷胶和外侧的陶瓷层二组成,陶瓷层一的组分及质量配比为:氧化铝粉92-94%,高领土1.8-2.0%,碳酸钙2.9-3.2%,二氧化硅1.3-1.4%,氮化硅粉体0.8-1.5%,陶瓷层二的组分及质量配比为:氧化铝粉92-94%,高领土1.5-1.8%,碳酸钙2.9-3.2%,二氧化钛1.3-1.4%,氮化硼粉体0.8-1.5%,玻璃纤维粉1.0-1.5%,陶瓷胶中的组分为环氧树脂60-80%,有机硅5-10%,玻璃纤维粉1-5%,陶瓷粉20-40%。
[0028]
一种充电桩用陶瓷继电器的制备工艺,其特征在于,包括以下步骤:
[0029]
第一:陶瓷内腔体1的加工s1:按上述配比称取陶瓷层一和陶瓷层二分别进球磨机干磨,料球比均为1︰1.5~2,球磨30h~40h出料,获得陶瓷混合粉体一和陶瓷混合粉体二;
[0030]
s2:称取蜡,蜡比为料的质量百分比的10%~20%,进入和浆机中加热,并控温在100℃~120℃,蜡完全熔化后,再加入陶瓷混合粉体一,搅拌4h~10h,搅拌均匀后,再加入热压铸机中,保温60℃~80℃,用模具和高压空气注模成型,压力在0.6mpa以上,冷却后脱模,得到陶瓷层一。
[0031]
s3:称取蜡,蜡比为料的质量百分比的10%~20%,进入和浆机中加热,并控温在100℃~120℃,蜡完全熔化后,再加入陶瓷混合粉体二,搅拌4h~10h,搅拌均匀后保温备用;
[0032]
s4:在热压铸机中,将陶瓷层一作为模具的下模,放置在模具中,均匀涂抹上陶瓷胶,再将s3得到的陶瓷混合粉体二投入热压铸机中,保温60℃~80℃,用模具和高压空气注模成型,压力在0.6mpa以上,冷却后脱模;
[0033]
s5:将s4再送素烧装钵经1000℃~1200℃度脱蜡,再在1650℃~1700℃烧结成瓷。检验合格待用。
[0034]
第二:金属件和塑料外壳体的加工:按照尺寸要求加工零部件;
[0035]
第三:将导电杆3台阶处涂覆所述陶瓷胶,插入陶瓷内腔体1的端孔内,静置后,在所述导电杆3上装静触头4,将支持杆5插入端涂覆所述陶瓷胶,插入所述陶瓷内腔体1的中心孔内,静置后,在所述支持杆5上装上弹簧6,在所述陶瓷内腔体1外表面涂覆所述陶瓷胶,静置后,抽真空,密封;
[0036]
第四:将电磁感应器8装入开口的塑料外壳体2底部,将所述陶瓷内腔体1与所述电磁感应器8相配合,将所述陶瓷内腔体1装入所述电磁感应器8相配合上端,将所述陶瓷内腔体1与所述塑料外壳体2之间填充陶瓷胶,盖上塑料外壳体2端盖,并涂覆陶瓷胶,获得充电桩用陶瓷继电器。
[0037]
本发明中陶瓷胶具有耐高温性能,在高温条件下,与陶瓷相互接合,陶瓷内腔体1采用双层氧化铝陶瓷,具有耐高温,高绝缘,热稳定性好,耐高温高压冲击等的优点。
[0038]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1