一种轴向连续剪切应变压电纤维复合材料及其制备方法与流程
1.本发明涉及功能材料技术领域,具体涉及一种轴向连续剪切应变压电纤维复合材料及其制备方法。
背景技术:
2.压电纤维复合材料是由矩形截面压电纤维平行排列于三维连通聚合物基体并封装在叉指电极中的一种功能复合材料。相比于传统的压电陶瓷,这类材料各组成之间取长补短,既保证了良好的压电性,同时又具有一定的柔韧性,且单向性能突出,可加工性能强,驱动力大,控制系统简单等优点,是近年来压电复合材料领域研究的热点。
3.目前广泛使用的压电纤维复合材料的工作模式主要为伸缩变形模式,即作用在压电陶瓷纤维上的驱动电压与其极化方向平行,压电陶瓷纤维产生沿垂直于极化方向变形(d31)或平行于极化方向变形(d33)。该工作模式的压电纤维复合材料应用在振动控制中时,要求压电纤维复合材料与主体结构之间紧密结合,否则收到外界载荷冲击作用时很容易发生脱落现象,此外,通过压电材料的伸缩变形来控制主体结构的振动效果不明显,工作效率不高。1996年,zhang等人提出采用剪切变形模式的压电材料,即压电材料的驱动电场方向与极化方向垂直时,压电材料会产生一个剪切变形(d15)如图1所示,对主体结构进行控制,结果发现,不管在相同电场还是相同机械载荷下,剪切模式自适应结构中的应力均低于伸缩模式,这说明剪切模式压电材料受到的冲击力更小,更难以从主体结构上脱落。剪切模态的压电纤维复合材料,可以产生弯曲形变来响应主体结构的振动,从而达到更明显的效果。上述提到的三种变形模式,即对应三个压电应变系数d31、d33和d15,它们是衡量压电材料压电性能的重要参数。一般而言,压电材料的三个压电系数的大小关系为:d15>d33>d31。压电陶瓷的自由应变可简单看作s=de,s为自由应变,d为压电系数,e为施加电场大小,可以看出压电系数的高低决定了压电陶瓷自由应变的大小。对此,许多学者提出了不同结构的剪切型压电纤维复合材料。
4.raja最早提出一种剪切型压电纤维复合材料,其极化方向沿着压电陶瓷纤维宽度方向,驱动电场则是上下正负电极施加,沿压电陶瓷纤维厚度方向,且叉指状电极指部与纤维长度呈平行排列。但该结构需要对极化好的压电陶瓷纤维和聚合物交替平行排列,在固化过程中,纤维极化与其驱动电场的角度难以控制,即难以保持呈垂直状态。kranz等人提出了沿压电陶瓷纤维长度方向极化,驱动电场方向沿厚度方向,上下电极的指部与压电陶瓷纤维轴向方向垂直的压电纤维复合材料结构,但该结构需要在压电陶瓷纤维轴向上极化,需要非常高的极化电压,因而难以实现大尺寸结构的制备。在专利一种剪切型压电纤维复合材料的制备方法(授权公告号:cn107910434a)中提出了沿厚度方向极化,驱动电场方向沿宽度方向,即叉指状电极的指部与压电陶瓷纤维的轴向平行的一种剪切型压电纤维复合材料结构,但该结构中压电陶瓷纤维与高分子聚合物交替相连,驱动器轴向与压电陶瓷纤维轴向方向呈垂直分布,导致压电陶瓷纤维因驱动电场而产生的剪切应力应变在传递的过程中,被高分子聚合物层吸收一部分能量,应力应变传递不连续。
技术实现要素:
5.为了解决背景技术中提出的结构方面不足和缺陷,本发明提供了一种轴向连续剪切应变压电纤维复合材料及其制备方法,具有一定的柔韧性且在压电陶瓷纤维的轴向方向上应力应变连续,压电纤维复合材料驱动能力增强以及在剪切方向上有大弯曲应变。其具体技术方案如下:
6.一种轴向连续剪切应变压电纤维复合材料,其特征在于:由多根压电陶瓷纤维、高分子聚合物以及两片柔性叉指状电极组成,沿厚度方向极化的压电陶瓷纤维与高分子聚合物呈交替平行排列,柔性叉指状电极复合在压电陶瓷纤维与高分子聚合物上、下两侧,上下两片柔性叉指状电极正负指部等距且呈镜面对称,且柔性叉指状电极指部与压电陶瓷纤维轴向方向垂直,压电陶瓷纤维在轴向方向上连续。
7.进一步地,所述压电陶瓷纤维的材料可为任意压电陶瓷体系,例如铁电、锆钛酸铅(pzt)、钛酸铅陶瓷、钛酸钡、铌酸盐压电材料体系及二元、三元、四元系压电材料体系。
8.进一步地,所述压电陶瓷纤维的极化方向为厚度方向极化。
9.进一步地,所述高分子聚合物包含但不仅限于环氧树脂、酚醛树脂、聚氨酯或橡胶等高分子材料。
10.进一步地,所述柔性叉指状电极的柔性薄膜材料为聚酰亚胺;柔性叉指状电极的电极材料包含但不仅限于金属铜、银、铝等金属材料。
11.进一步地,所述轴向连续剪切应变压电纤维复合材料的制备方法,其特征在于,步骤如下:
12.将压电块体材料沿厚度方向进行极化;再将压电块体材料沿纵向方向切割得到压电陶瓷纤维阵列,高分子聚合物填充在压电陶瓷纤维阵列间隙中,固化一段时间后得到压电陶瓷纤维/高分子聚合物复合块体;再将复合块体横向减薄得到压电陶瓷纤维/高分子聚合物复合层;用高分子聚合物将两片柔性叉指状电极呈镜面对称复合在压电陶瓷纤维/高分子聚合物复合层的上下两侧,柔性叉指状电极的指部与压陶瓷纤维轴向方向垂直,固化后得到轴向连续剪切应变压电纤维复合材料。
13.进一步地,所述压电陶瓷纤维的厚度为150~500μm,宽度为150~700μm,长度为25000~170000μm;所述压电陶瓷纤维阵列间隙为50~600μm;所述柔性叉指状电极的正负指部间距范围为250~2000μm;宽度为50~300μm。
14.进一步地,所述压电块体材料厚度极化条件为在介电强度1kv/mm~3kv/mm下、置于70℃~120℃硅油中,极化10~30min,得到厚度方向极化的压电块体材料。
15.进一步地,所述固化的温度为20℃~70℃,固化的时间为6~12h。
16.与现有技术相比,本发明公开的技术具有如下技术特点及优势:
17.(1)这种轴向连续剪切应变压电纤维复合材料采用沿压电陶瓷纤维厚度方向极化,相较于传统沿长度方向上极化时,避免了高电压带来的材料击穿风险。利用叉指状电极提供沿压电陶瓷纤维长度方向的持续电场,保证了极化方向与电场方向垂直,同时使压电陶瓷纤维上产生的应力应变沿其轴向方向连续累积传递,应力应变累积传递的方向与整体压电纤维复合材料的轴向驱动方向一致,从而产生大剪切应变,提高其驱动能力。
18.(2)本发明采用先对压电块体厚度极化再通过切割
‑
填充法制备得到轴向连续剪切应变压电纤维复合材料,工艺流程简单,成本低廉,产品性能稳定。制备得到的轴向连续
剪切应变压电纤维复合材料,具有一定的柔韧性且在压电陶瓷纤维的轴向方向上应力连续,压电纤维复合材料驱动能力优异以及在剪切方向上有大弯曲应变。
附图说明
19.图1为压电陶瓷的轴向和剪切压电效应及形变示意图。
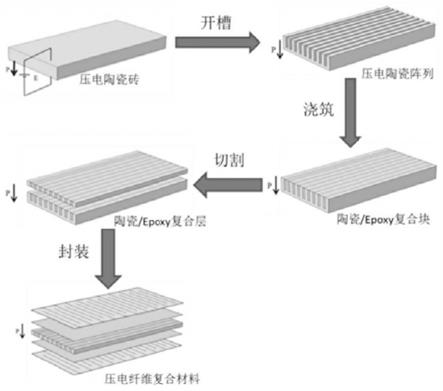
20.图2为本发明实施例提供的轴向连续剪切应变压电纤维复合材料的制备工艺流程图。
21.图3为本发明实施例提供的轴向连续剪切应变压电纤维复合材料的实物照片。
22.图4为本发明实施例提供的轴向连续剪切应变压电纤维复合材料在不同电场幅值下的轴向应变测试曲线。
23.图5为本发明实施例提供的轴向连续剪切应变压电纤维复合材料在不同电场幅值下的尖端位移测试曲线。
24.图6为为本发明实施例提供的轴向连续剪切应变压电纤维复合材料在不同电场频率下的轴向应变测试曲线。
25.图7为本发明实施例提供的轴向连续剪切应变压电纤维复合材料在不同压电材料体系下的弯曲应变测试曲线。
26.图8为本发明实施例提供的轴向连续剪切应变压电纤维复合材料在温度场下的弯曲应变测试曲线。
27.图9为cn107910434a实施例1所得压电纤维复合材料分别在1hz、10hz和100hz时正弦交流驱动下顶端位移测试结果。
具体实施方式
28.下面结合本发明专利实施例中的附图,对本发明实施例中的技术方案进行详细地描述。显然,本实施方式中所描述的实施例仅仅只是本发明所包含内容的一个普通案例,并不是全部实施例。基于本发明中的实施例,本领域普通技术人员在没有做出不同于本发明权利要求项之外的其它创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.实施例1:
30.通过传统的固相合成法制备大尺寸陶瓷砖,并在上下表面镀上银电极,随后将其置于120℃硅油浴锅内,在电场强度为3kv/mm下厚度方向极化15min。将所得极化后mn掺杂的锆钛酸铅压电陶瓷砖(pzt
‑
mn)银电极用抛光机打磨掉,并用金刚石直线切割机将陶瓷砖沿着极化方向开槽,保持陶瓷片宽度和间距均为0.35mm。将环氧树脂填充在陶瓷阵列中,在30℃真空环境下固化6h,得到压电陶瓷纤维/高分子聚合物复合材料,再沿垂直极化方向进行切割得到厚度为0.3mm,长度为60mm,宽度为6mm的压电纤维复合层。再将叉指状电极分别通过环氧树脂复合在压电纤维复合层上下两侧,叉指状电极的指部与压电陶瓷纤维垂直,整个结构在30℃一定压力下固化6h得到轴向连续剪切应变压电纤维复合材料,制备流程如图2所示,实验制备样品如图3所示。由图3可见,该压电纤维复合材料整体封装良好,压电纤维清晰可见。对该剪切模态压电纤维材料的电学性能,应变性能进行测试。设定样品电极间距为500μm,在电场频率为1hz的条件下,对该压电纤维复合材料在电场幅值为1.0kv/mm、
1.5kv/mm、2.0kv/mm和2.5kv/mm下进行测试轴向应变和尖端位移,由图4和图5可看出在电场频率1hz下,随着电场幅值的增大,压电纤维复合材料的轴向应变以及尖端位移最大值逐渐增大,在电场幅值为2.5kv/mm时达到最大。
31.实施例2:
32.制备方法与实施例1相同,只是对压电纤维复合材料在不同电场频率下随电场幅值变化(0
‑
2kv/mm范围内)的轴向应变进行测试,电场频率分别为0.1hz、1hz、2hz和10hz。由图6可看出随着电场频率的增加,压电纤维复合材料的轴向应变最大值随之减小,电场频率为0.1hz时,轴向应变达到最大。
33.实施例3:
34.制备方法与实施例1相同,对压电纤维复合材料中压电陶瓷纤维的材料体系进行改变,分别测试制备得到mn掺杂的锆钛酸铅压电陶瓷(pzt
‑
mn)和锆钛酸铅压电陶瓷(pzt
‑
5)两种压电材料体系对压电纤维复合材料的弯曲形变进行测试。压电纤维复合材料在电场频率1hz,电场幅值2.0kv/mm的测试条件下的结果如图7所示。
35.实施例4:
36.制备方法与实施例1相同,将轴向连续剪切应变压电纤维复合材料复合在长50mm、宽20mm、厚0.5mm的悬臂梁上,并在不同环境温度下进行弯曲应变测试,环境温度分别为20℃、40℃、60℃和80℃,测试条件为外加电场频率为1hz,外加电场幅值为0.5kv/mm下。由图8可看出随着温度升高,悬臂梁的尖端位移呈先增后减趋势,在环境温度为60℃时,尖端位移达到最大。
37.对比例1:
38.引用cn107910434a实施例1的制备方法制备剪切型压电纤维复合材料,将所得压电纤维复合材料与上下两面mylar膜(迈拉膜)复合成剪切式悬臂梁,在正弦交流电压驱动下测量其顶端位移,电压频率分别为1hz、10hz和100hz时的测量结果如图9所示。
39.可以看到对比例1电压幅值为270v时,在驱动电场频率1hz下尖端位移约为0.025mm,可以计算出单位电压下的尖端位移为9.25
×
10
‑5mm/v。本申请如图5所示,在驱动电场频率1hz、电场强度为2.0kv/mm下,样品电极间距为500μm,计算出电压幅值为1000v,尖端位移可达到0.36mm,由此可以计算出单位电压下的尖端位移为3.6
×
10
‑4mm/v。
40.可见本申请制备的剪切应变压电纤维复合材料相对非连续剪切型压电纤维复合材料,有更好的效果,本申请所制备的一种轴向连续剪切应变压电纤维复合材料具有大的剪切应变。
41.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或者基本特征的情况下,能够以其他任何具体形式实现本发明。因此,本实施例仅只是示范性案例,而且是非限制性的。本发明的范围由所附权利要求而不是上述说明限定,旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1