幅材输送机构及电芯定型设备的制作方法
[0001]
本实用新型涉及机械自动化领域,特别是涉及一种幅材输送机构及电芯定型设备。
背景技术:
[0002]
幅材的使用过程中,需将幅材从放卷辊上取出,然后连接在被操作器件上,在此过程中,幅材须无褶皱的位置准确且稳定的缠绕或粘贴在被操作器件上,因此在放卷辊和被操作器件之间,往往设置一真空辊对幅材进行吸附,以确保幅材无褶皱、而且位置准确稳定。但当幅材刚放置在真空辊上时,幅材与真空辊之间存在一定的距离,真空辊对幅材吸附不牢,进而发生打滑偏移,且因幅材与真空辊的辊面的间距不同而吸附不均,从而容易出现褶皱,这对幅材在被操作器件上的应用是不利的。进一步的,如将幅材缠绕或粘贴一部分在被操作器件上,然后将幅材剪断,再进行下一次缠绕或粘贴操作,该过程需反复进行,因而增加了上述问题出现的情况,导致加工困难以及良品率低的问题。
[0003]
一个具体应用如在锂电池制造业中,在卷绕式电池的生产过程中有一道工序是将卷绕完成的电芯用蓝胶带在其外缠绕粘贴一圈做简单定型,防止电芯散开。在此工序中需要对片状蓝胶带进行输送并缠绕粘贴到电芯表面。传统的输送方式在输送拉料的过程中由于存在真空泄露且刚开始吸料输送时真空接触面积小,从而导致吸力过小使片状蓝胶带在辊面上发生打滑偏位。因此蓝胶带不能准确稳定的贴到电芯上,导致卷绕式电池无法稳定连续生产,在大批量商用时面临巨大的风险。
技术实现要素:
[0004]
基于此,有必要针对传统方式不能使幅材准确稳定的贴到被操作器件上的问题,提供一种幅材输送机构及电芯定型设备。
[0005]
为了解决上述技术问题,本申请采用如下技术方案:
[0006]
一种幅材输送机构,包括:
[0007]
输送组件,包括基座和真空辊,所述真空辊转动连接在所述基座上,所述真空辊的辊面设有若干吸气孔;
[0008]
压紧组件,包括伸缩件及压紧杆,所述伸缩件包括安装部和输出部,所述安装部转动连接于所述基座上,所述输出部能相对所述安装部作伸缩运动,所述压紧杆连接于所述输出部,且所述压紧杆的延伸方向与所述真空辊的轴向平行;
[0009]
其中,当所述输出部相对于所述安装部伸缩运动,能够带动所述压紧杆朝向靠近或远离所述真空辊的辊面的方向移动。
[0010]
上述幅材输送机构,包括占主要地位的输送组件以及辅助输送组件输送幅材的压紧组件。在刚刚开始吸附并输送幅材时,输送组件对幅材缺乏束缚力,因此设置一轴向平行于输送组件中真空辊轴向的压紧杆,在压制气缸的作用下将幅材压紧在真空辊上。因此,幅材在输送过程中位置和状态至始至终十分稳定,幅材准确稳定的贴到电芯上。
[0011]
在一些实施例中,所述真空辊上设有随动槽,所述压紧杆上设有随动块,当所述压紧杆贴紧所述真空辊时,所述随动块卡接在所述随动槽中,使所述压紧杆随所述真空辊同轴转动。
[0012]
在一些实施例中,所述压紧组件还包括转接件,所述转接件转动连接于所述基座,所述安装部固定连接于所述转接件,所述基座上设有用于限制所述转接件转动角度的限位部,当所述转接转动并抵触所述限位部时,所述伸缩件能够升起。
[0013]
在一些实施例中,所述随动槽内或所述随动块上设有压力传感器,当所述转接件抵触所述限位部时,压力传感器受到压力超过阈值,传送指令给所述伸缩件的控制系统,使所述伸缩件升起。
[0014]
在一些实施例中,所述伸缩件上设有限位开关,当所述转接件抵触所述限位部时,所述限位开关被触发并传送指令给所述伸缩件的控制系统,使所述伸缩件升起。
[0015]
在一些实施例中,所述幅材输送机构还包括归位件,所述归位件连接所述基座与所述伸缩件。
[0016]
在一些实施例中,所述幅材输送机构还包括转动接头,所述转动接头具有进气端和出气端,所述进气端能相对出气端转动,所述进气端连接所述真空辊,所述出气端用于连接外设的真空发生器。
[0017]
在一些实施例中,所述压紧组件还包括吹气筒,所述吹气筒侧面设有若干吹气孔,所述吹气筒平行于所述压紧杆且固定连接在所述伸缩件上,所述压紧杆压紧在所述真空辊上时,所述吹气筒与所述真空辊之间具有微小间隙。
[0018]
在一些实施例中,所述幅材输送机构还包括转动轮,所述转动轮固定连接所述真空辊,并与所述真空辊同步转动,所述转动轮用于传动连接外设的伺服电机。
[0019]
一种电芯定型设备,包括上述幅材输送机构,用于取用胶带、输送所述胶带、并以所述胶带定型电芯,还包括放卷辊、裁切器,所述胶带取自所述放卷辊,并通过所述幅材输送机构,最后用于定型所述电芯,所述裁切器设置于所述放卷辊与所述电芯之间。
[0020]
上述电芯定型设备,设有幅材输送机构,能够将幅材准确稳定地定型于电芯,操作简便。
附图说明
[0021]
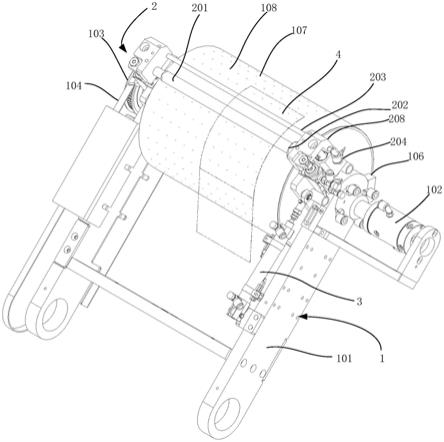
图1为一实施例中幅材输送机构的整体结构示意图;
[0022]
图2为图1中幅材输送机构的输送组件的结构示意图;
[0023]
图3为图1中幅材输送机构的压紧组件的结构示意图。
[0024]
附图标记:
[0025]
1、输送组件;101、基座;102、旋转接头;103、传动轮;104、传动带; 105、随动槽;106、限位部;107、真空辊;108、吸气孔;
[0026]
2、压紧组件;201、压紧杆;202、随动块;203、吹气筒;204、吹气接口;205、伸缩件;205a、安装部;205b、输出部;206、随动气缸安装接口;207、转接件;208、连接块;
[0027]
3、归位件;
[0028]
4、胶带。
具体实施方式
[0029]
附图中给出了本实用新型的首选实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使本实用新型的公开内容更加透彻全面。
[0030]
需要说明的是,当元件被称为“固定”于另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。相反,当元件被称作“直接在”另一元件“上”时,不存在中间元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的方位或位置表述只是为了说明的目的。
[0031]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0032]
为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。
[0033]
本申请提供一种幅材输送机构,用于在输送幅材、尤其是在刚开始输送幅材时,能在幅材输送机构中压紧组件的帮助下压紧幅材,稳定幅材的位置,并防止幅材打滑。从而提升幅材应用的质量。
[0034]
请参照图1,一种幅材输送机构,包括输送组件1和压紧组件2。其中输送组件1用于吸附并输送幅材,幅材可以是胶带4或丝带或其他软质可吸附幅材,下述实施例中,幅材是胶带4。压紧组件2用于压紧吸附在输送组件1上的幅材,便于幅材的展平和输送。
[0035]
请参照图1,输送组件1包括基座101和真空辊107,基座101用于支撑各元件以及将该幅材输送机构安装在外设设备上,真空辊107转动连接在基座101 上,其辊面设有若干用于吸附胶带4的吸气孔108。
[0036]
在具体实施方式中,真空辊107包括辊筒及辊轴,辊筒包括周向侧面及两相对设置的端面,辊筒的端面凸设有一辊轴,辊轴与基座101转动连接,以使得真空辊107能够相对于基座101转动,且辊筒与基座101之间留有间隙,以防止真空辊107转动时受到基座101干涉。
[0037]
可以理解的是,辊面即为周向侧面,周向侧面上开设多个吸气孔108。
[0038]
请参照图2,真空辊107转动的动力由传动轮103提供,传动轮103与真空辊107同轴固定连接,且由传动带104传动连接外设的动力源,如伺服电机。真空辊107的吸力由外设的真空发生器(图中未示出)提供。真空辊107同轴转动连接一旋转接头102,再由旋转接头102通过外设的连接管道连接真空发生器。旋转接头102包括进气端和出气端,进气端能相对出气端转动,使旋转接头102的进气端连接真空辊107,出气端连接真空发生器,则当真空辊107转动时,旋转接头102可以与连接管道无相对旋转,避免了连接管道发生扭曲而阻碍气流顺畅通过,进而影响真空辊107的吸力。
[0039]
请参考图3,压紧组件2包括伸缩件205以及压紧杆201,伸缩件205具有安装部205a及输出部205b,输出部205b能相对于安装部205a作伸缩运动,安装部205a转动连接于基座101上,输出部205b与压紧杆201连接,压紧杆201 平行于真空辊107的轴向,当输出部205b相对于安装部205b伸缩时,能够带动压紧杆201朝向靠近辊面或远离辊面的方向移动,从而
将胶带4在辊面上压紧或松开。
[0040]
在具体实施过程中,先将胶带4置于真空辊107和压紧杆201之间,确定胶带4位置正确后,启动伸缩件205并收缩输出部205b,带动压紧杆201朝向靠近辊面方向移动,以将胶带4压紧在真空辊107的辊面上,然后启动真空发生器,真空辊107开始吸附胶带4,同时真空辊107开始转动并输送胶带4;胶带4输送完成后,再伸展输出部205b,带动压紧杆201朝向远离辊面方向移动,以使压紧杆201远离辊面并与辊面之间不存在压紧力。
[0041]
在其中一个实施例中,伸缩件205为压制气缸安装部205a为缸体,输出部205b为活塞杆,活塞杆与缸体传动连接,缸体能够驱使活塞杆作伸缩运动。在另一个实施例中,输出部205b可以为伸缩杆,安装部205a可以为伸缩杆的连接端。
[0042]
为了不使胶带4的粘性面粘附在幅材输送机构上,在一个图中未示出的一个实施例中,与胶带4粘性面接触的器件表面都涂覆有不粘胶材料,如氟涂料。为了使幅材输送机构能更长时间稳定的运行,胶带4的粘性面应背对与真空辊 107而与压紧杆201接触,因此不粘胶材料应涂覆在压紧杆201表面。
[0043]
在一个实施例中,请参照图1和图3,压紧组件2还包括转接件207。转接件207转动连接于基座101并与真空辊107同轴设置,使得转接件207与真空辊107能同轴转动。
[0044]
具体地,伸缩单元205的安装部205a固定连接在转接件207上,输出部205b 能够相对于转接件207伸缩运动。
[0045]
可以理解的是,当压紧杆201压紧于真空辊107的辊面时,在摩擦力的作用下,压紧杆201与真空辊107表面不产生相对滑动。真空辊107转动,能够带动压紧杆201同步转动,以使压紧杆201与真空辊107同步转动,从而使压紧杆201与真空辊107之间的胶带4无任意一个表面在输送过程中与幅材输送组件发生相对滑动,进而保障胶带4表面不会受到损伤,更不会伤到胶带4的粘性面从而损伤胶带4粘性面的粘性。
[0046]
相对应的,图中未示出的一个实施例中,伸缩件205直接连接在基座101 上,且压紧杆201外套放有一个可滚动的套筒。压紧杆201通过该套筒将胶带4 压紧在真空辊107上,当真空辊107滚动时,带动胶带4输送,并联动压紧杆201上的套筒滚动,因此胶带4依旧不会与幅材输送机构发生相对摩擦而损伤胶带4。
[0047]
在其中一个实施例中,请参见图2,真空辊107的表面设有随动槽105,对应的,请参见图3,压紧杆201上设有随动块202,当伸缩件205将压紧杆201 压紧贴合在真空辊107上时,随动块202卡接在随动槽105中,以保障当真空辊107转动时,压紧杆201能随真空辊107转动,这时,处于压紧杆201与真空辊107之间的胶带4上不存在切向应力,因此胶带4无论是粘性层和本身的基带都不会受到损伤。
[0048]
对应的,在图中未示出的一个实施例中,真空辊107的表面设有随动块202,压紧杆201上设有随动槽105,即将上述实施例的随动块202与随动槽105设置的对象互换,也可以达到相同的效果。
[0049]
进一步的,请参照图2,随动槽105在真空辊107上靠边设置,以避开吸气孔108的设置位置,一方面是避免破坏吸气孔108四周的气密性,另一方面是给胶带4更多的容置空间,且避免损伤胶带4。与此同时,随动块202也应设置在压紧杆201靠近端部的一侧,具体位置与随动槽105的具体位置相对应。
[0050]
在一个实施例中,请参照图3,转接件207上设有归位件安装接口如随动气缸安装
接口206,再请参照图1,一归位件如随动气缸3连接基座101与随动气缸安装接口206。其中,随动气缸3为无动力弹性气缸。请参照图1,以真空辊 107转动方向为参考,在随动气缸3的前方,基座101上设有用于限制转接件 207继续转动的限位部106。当转接件207跟随真空辊107转动一定角度后,转接件207会抵触到限位部106,这时伸缩件205开始伸长,并将压紧杆201拉离真空辊107表面,随动槽105和随动块202分离。压紧杆201继续被阻挡在限位位置,而真空辊107继续运动。同时,受到归位件3的弹性力作用,压紧杆 201跟随转接件207被拉回初始位置。压紧杆201的初始位置与限位位置之间的扇形角度为60
°-
70
°
之间。
[0051]
其中,归位件3也可以为能主动驱动的气缸,当转接件207跟随真空辊107 转动时,归位件3内的气体是随动变化的,即归位件3内的气体不直接受动力驱动,并且与空气贯通。这种情况下,归位件3内能一直维持一定的气压,而不阻碍转接件的运动,当伸缩件205伸长放松压紧杆201后,抽出归位件3内的气体,从而拉回转接件207,使压紧杆201回到初始位置。
[0052]
可以理解的是,归位件也可以是其他弹性件,如弹簧等。
[0053]
在一个图中未示出的实施例中,提供了一种当转接件207触碰到限位部106 时、伸缩件205能即时伸长的方式。随动槽105与随动块202之间设有压力传感器,压力传感器的信号传输给伸缩件205的控制系统,当转接件207碰触到限位部106时,随动槽105与随动块202之间压力增大,当大过一定的阈值的时候,伸缩件205的控制系统发出指令使伸缩件205伸长,使压紧杆201脱离真空辊107表面。
[0054]
在另一个图中未示出的实施例中,伸缩件205上设有限位开关。当转接件 207碰触到限位部106时,限位开关相应的碰触到限位部106,从而触发限位开关,且传输信号给伸缩件205的控制系统,伸缩件205的控制系统发出指令使伸缩件205放松并伸长,使压紧杆201脱离真空辊107表面。
[0055]
在另一个图中未示出的实施例中,同样提供了一种当转接件207触碰到限位部106时,伸缩件205即时放松而伸长的方式。转接件207与限位部106分别作为一个开关的两头,该开关连接一个继电器,继电器控制伸缩件205的伸长或缩短的状态,当转接件207与限位部106接触时,继电器启动,伸缩件205 伸长并使压紧杆201脱离真空辊107表面。
[0056]
或者,转接件207与限位部106分别作为一个开关的两头,该开关连接一个继电器,该继电器传送信息给伸缩件205的控制系统并进一步控制伸缩件205 的伸长或缩短的状态,当转接件207与限位部106接触时,继电器启动,伸缩件205伸长并使压紧杆201脱离真空辊107表面。
[0057]
在一个实施例中,请参照图3,压紧组件2还包括吹气筒203,吹气筒203 中空且侧面设有若干吹气孔,吹气筒203通过设置在转接件207上的吹气接口 204连接一外设的吹气源。请参照图1,以真空辊107转动方向为参考,设真空辊107的周边线速度从后往前运动,则吹气筒203设置在压紧杆201的前方,且平行于压紧杆201设置,吹气筒203与真空辊107表面存在微小间隙。换言之,当胶带4放置在压紧杆201和真空辊107之间时,吹气筒203不会对胶带4 直接施加压力。当胶带4放置在压紧杆201和真空辊107之间时,吹气筒203 将胶带4吹向真空辊107,减小真空辊107与胶带4之间的缝隙,辅助真空辊 107尽快吸附住胶带4。
[0058]
在一个实施例中,请参照图3,压紧组件2还包括连接块208,吹气筒203 与压紧杆201连接在同一连接块208上,且吹气筒203与压紧杆201通过连接块208连接伸缩件205,因
此吹气筒203与压紧杆201的运动同步。当压紧杆 201脱离真空辊表面时,吹气筒203同时停止吹气,停止吹气的触发方式可参考伸缩件205伸长时的触发方式。
[0059]
在一个实施例中,请参照图1,转接件207有两个,且分别设置在真空辊 107的两侧,压紧杆201或吹气筒203的两端分别连接两侧的转接件207。上述结构下的幅材输送机构具有更稳定的结构。
[0060]
在一个图中未示出的实施例中,真空辊107的端面与基座101之间设有永磁体和电磁铁的组合,且永磁体和电磁铁分别设置在真空辊107的端面与基座 101上。当真空辊107开始工作之前,启动电磁铁,使电磁铁和永磁体相互吸引,从而使随动槽105和随动块202正对,即达到初始化效果。当随动槽105和随动块202相卡接后,且在真空辊107开始转动前,电磁铁断电,真空辊107即可正常运行。
[0061]
本申请还提供了一种电芯定型设备,电芯定型设备包括上述的幅材输送机构,用于取用胶带4、输送所述胶带4,以及以胶带4定型的电芯,另外还包括放卷辊、裁切器,胶带取自放卷辊,并通过幅材输送机构,最后用于定型电芯,裁切器设置于放卷辊与电芯之间。开始运行之前,将胶带4从放卷辊上拉出并穿过输送组件1与压紧组件2之间,手动确定胶带4位置无误且表面平整后,启动伸缩件205。压紧杆201将胶带4压紧在真空辊107上。然后打开真空发生器,启动伺服电机,真空辊107开始旋转,压紧杆201压紧胶带4并跟随真空辊107旋转,使新吸附在真空辊107上的胶带4能平整且位置准确的吸附在真空辊107的辊面上。当吸附面积足够大时,可以认为胶带4已经稳定的吸附在真空辊107的辊面上,而不会产生滑动导致胶带4错位,压紧杆201在伸缩件 205的作用下离开真空辊107的辊面,并由归位件3拉回初始位置。胶带4穿过裁切器并粘附在电芯上,当电芯上的操作完成后,裁切器切断胶带4,更换电芯并重复上述操作。
[0062]
在另一个实施例中,裁切器也可以设置在放卷辊与幅材输送机构之间,每一次粘附开始前,将胶带4穿过裁切器并穿过输送组件1与压紧组件2之间,重复相应步骤。
[0063]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0064]
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1