自动化传送封装的管座柔性上下料机构的制作方法
[0001]
本发明涉及一种光器件自动化传送封装生产线,特别涉及光器件自动化传送封装生产线中的可对管座及封装后的成品实施柔性上下料的机构。
背景技术:
[0002]
在光器件的管座与管帽自动化封装生产过程中,管座是先由上下料及传送机构从料盘上吸附到机构的吸嘴上,然后,被机构传送并放置到封装工位上;待管帽与管座封装完成后,封装好的成品再由上下料及传送机构从封装工位吸附到机构的吸嘴上,并传送回料盘;现有的上下料机构是通过设置气缸来完成吸嘴的压下和提起动作的,并通过吸嘴中负压或正压气流的控制,完成管座(或成品)的吸附和释放,由于气缸为双工位工作件,气缸中的活塞伸出实现吸嘴的压下,活塞的缩回实现吸嘴的抬起,也就是说活塞的行程决定了吸嘴下压的行程;在管座表面设置有薄镀层材料,该层材料比较脆弱,受压时容易发生损伤,因此,上下料机构吸嘴的下压行程的调整是设备调试中的一个主要并繁杂的任务,若气缸下压行程调整大了,就会在吸附管座时,对管座表面的薄镀层材料的压力过大,造成镀层破坏,若气缸下压行程调整小了,存在吸嘴下压不到位,容易造成吸附管座失败;另外,在光器件的管座与管帽自动化封装生产过程中,上下料及传送机构在管座与管帽的封装工作位,既要承担将管座放置到封装位的任务,还要承担将封装位上管帽与管座已封装在一起的成品的吸附任务,也就是说,同一气缸的相同的下压行程,即要在同一封装工位上,释放管座,还要吸附完成管座与管帽封装的成品,由于在封装位上的管座与封装位上成品的高度显然不同,这种因素更加大了上下料机构吸嘴的下压行程的调整难度;如何降低上下料机构吸嘴的下压行程的调整难度和高精度高效率地完成管座及成品的上下料,是现场需要解决的一个技术难题。
技术实现要素:
[0003]
本发明提供了一种自动化传送封装的管座柔性上下料机构,解决了现有的气缸双工位上下料工作带来的上下料机构吸嘴的下压行程调整难度大的技术问题。
[0004]
本发明是通过以下技术方案解决以上技术问题的:
[0005]
本发明的总体构思是:用伺服电机驱动齿轮齿条实现吸嘴的下压或上抬,取代了传统的用气缸的活塞伸出或缩回来实现吸嘴的下压或上抬,通过控制伺服电机来实现行程的调整,要比调整气缸活塞的行程,简单、精准和容易;特别是在上下料的下压机构与吸嘴支架之间设置有压簧,将吸嘴与管座之间的刚性压接,转变成了吸嘴与管座之间的柔性压接,通过压簧的变形,来吸收下压机构对管座上表面的刚性冲击,保护了其表面的薄镀层材料不被损坏,同时还实现了吸嘴与管座的可靠连接,提高了吸附成功率;下压机构与吸嘴支架之间压簧的设置,还克服了在同一封装工位上,同时要释放管座,还要吸附完成管座与管帽封装的成品时,对下压行程的不同要求的缺陷,大大降低了上下料机构中的吸嘴在吸附不同厚度尺寸的被吸器件时的行程调整难度。
[0006]
一种自动化传送封装的管座柔性上下料机构,包括支架立板,在支架立板的顶端设置有沿水平前后方向移动的移动模组,在移动模组上设置有模组滑块,在模组滑块的前侧立面上固定设置有上下移动导轨安装板,在上下移动导轨安装板的前侧立面上,设置有上下移动导轨,在上下移动导轨上,设置有上下移动滑块,在上下移动滑块上,设置有旋转伺服电机安装立板,在旋转伺服电机安装立板上,固定安装有旋转伺服电机,在旋转伺服电机的输出轴上,连接有十字形板架,在十字形板架的前侧立面下端,设置有管座吸嘴上下移动导轨,在管座吸嘴上下移动导轨上,设置有管座吸嘴上下移动滑块,在管座吸嘴上下移动滑块上,设置有管座吸嘴安装座,在管座吸嘴安装座上,设置有管座吸嘴,在十字形板架的前侧立面中央处,设置有压簧座,在压簧座与管座吸嘴上下移动滑块之间,设置有管座吸嘴柔性下压压簧;在模组滑块的右侧立面上设置有齿轮齿条驱动电机,在齿轮齿条驱动电机的输出轴上,设置有齿轮,在上下移动滑块的右侧立面上,设置有齿条,齿轮与齿条啮合在一起;在管座吸嘴的正下方设置有料盘,在料盘中设置有管座。
[0007]
在十字形板架的前侧立面右端,设置有成品吸嘴上下移动导轨,在成品吸嘴上下移动导轨上,设置有成品吸嘴上下移动滑块,在成品吸嘴上下移动滑块上,设置有成品吸嘴安装座,在成品吸嘴安装座上,设置有成品吸嘴,在压簧座与成品吸嘴上下移动滑块之间,设置有成品吸嘴柔性下压压簧。
[0008]
在上下移动滑块的前侧立面与旋转伺服电机安装立板的后侧立面之间,设置有左右手动调整滑台座和左右手动调整滑台。
[0009]
本发明实现了对管座的柔性上料抓取,保护了管座顶面上的薄镀层,上下料机构的柔性下压机构和伺服电机带动的齿轮齿条机构,大大降低了在设备调试阶段对下压吸附管座行程的调整难度,很好地适应了在同一封装工作位上同时释放管座和吸附封装完毕的光器件成品的要求。
附图说明
[0010]
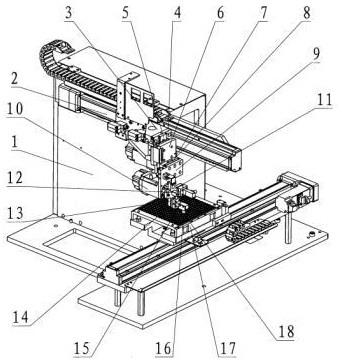
图1是本发明的结构示意图;
[0011]
图2是本发明的吸嘴下压或抬起驱动机构的结构示意图;
[0012]
图3是本发明的齿轮齿条驱动电机22上的齿轮23与上下移动滑块6上的齿条24之间的配合关系图。
具体实施方式
[0013]
下面结合附图对本发明进行详细说明:
[0014]
一种自动化传送封装的管座柔性上下料机构,包括支架立板1,在支架立板1的顶端设置有沿水平前后方向移动的移动模组2,在移动模组2上设置有模组滑块3,在模组滑块3的前侧立面上固定设置有上下移动导轨安装板4,在上下移动导轨安装板4的前侧立面上,设置有上下移动导轨5,在上下移动导轨5上,设置有上下移动滑块6,在上下移动滑块6上,设置有旋转伺服电机安装立板9,在旋转伺服电机安装立板9上,固定安装有旋转伺服电机10,在旋转伺服电机10的输出轴上,连接有十字形板架11,在十字形板架11的前侧立面下端,设置有管座吸嘴上下移动导轨13,在管座吸嘴上下移动导轨13上,设置有管座吸嘴上下移动滑块14,在管座吸嘴上下移动滑块14上,设置有管座吸嘴安装座15,在管座吸嘴安装座
15上,设置有管座吸嘴16,在十字形板架11的前侧立面中央处,设置有压簧座12,在压簧座12与管座吸嘴上下移动滑块14之间,设置有管座吸嘴柔性下压压簧19;在模组滑块3的右侧立面上设置有齿轮齿条驱动电机22,在齿轮齿条驱动电机22的输出轴上,设置有齿轮23,在上下移动滑块6的右侧立面上,设置有齿条24,齿轮23与齿条24啮合在一起;在管座吸嘴16的正下方设置有料盘17,在料盘17中设置有管座18。
[0015]
在十字形板架11的前侧立面右端,设置有成品吸嘴上下移动导轨,在成品吸嘴上下移动导轨上,设置有成品吸嘴上下移动滑块,在成品吸嘴上下移动滑块上,设置有成品吸嘴安装座20,在成品吸嘴安装座20上,设置有成品吸嘴21,在压簧座12与成品吸嘴上下移动滑块之间,设置有成品吸嘴柔性下压压簧;本发明的上下料机构承担着将料盘17中的管座18抓取吸附后,传送到封装工作台上的任务,同时,还承担着将完成管座管帽封装的成品,抓取吸附后,回传到料盘17中的任务,为了提高传送效率,在十字形板架11设置了两套结构相同的吸嘴吸附机构,一个吸嘴吸附管座,另一个吸嘴吸附成品,通过旋转伺服电机10来实现两吸嘴的换位。
[0016]
在上下移动滑块6的前侧立面与旋转伺服电机安装立板9的后侧立面之间,设置有左右手动调整滑台座7和左右手动调整滑台8;通过手动微调该滑台,实现对吸嘴左右水平方向上的位置调整。
[0017]
在设备调整过程中,吸嘴的下压行程,可通过控制调整齿轮齿条驱动电机22的旋转角度来控制吸嘴的下降行程的精度,使吸嘴下压压接在管座的上顶面上,由于吸嘴下压的压力中的一部分被管座吸嘴柔性下压压簧19所吸收,大大降低了吸嘴下压对管座的冲击力,保护了管座不受损坏;另外,伺服电机代替了气缸,也使下压行程的控制更容易精确连续地进行调整,降低了设备下压行程的调整难度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1