一种层叠焊接而成的连接排及连接结构的制作方法
1.本实用新型涉及连接排,特别是带有缓冲功能的弹性连接排。
背景技术:
2.电池包中用于将电池进行串联或者并联的连接排通常是由铝排或铜排实现。若将两个电池的电池极柱相对对接,并且要求连接排具有缓冲功能的弹性连接排时,可以将连接排折弯成v字形,连接时连接排呈u形,由此可以利用连接排自身金属韧性所构建的弹性实现两个电池之间的缓冲。但是对于铝材质的连接排而言,由于铝自身的韧性较差,并且具有很大的延展性,由此使得,这种v字形结构的铝排弹性性能较差。
技术实现要素:
3.本实用新型所要解决的问题:增强v字形连接排的弹性性能。
4.为解决上述问题,本实用新型采用的方案如下:
5.根据本实用新型的一种层叠焊接而成的连接排,该连接排包括两端由若干箔片压焊成板体的端部焊接部以及两端端部焊接部之间未焊接且因箔片长度的不同而自然弯曲形成弯曲部,并由此使得两端的所述端部焊接部的板体之间呈v字形结构。
6.进一步,根据本实用新型的层叠焊接而成的连接排,两端的所述端部焊接部相互对称,两端的所述端部焊接部板体之间的内角r为15~60度。
7.进一步,根据本实用新型的层叠焊接而成的连接排,所述箔片厚度为0.05~0.5mm,所述端部焊接部的板体厚度h为0.5~5mm。
8.进一步,根据本实用新型的层叠焊接而成的连接排,所述端部焊接部的板体长度为l1;所述弯曲部外侧的长度为l2;l2是l1的1~5倍。
9.进一步,根据本实用新型的层叠焊接而成的连接排,该连接排由若干长度呈等差数列且厚度相同的箔片制成;相邻并紧贴的两张箔片之间的长度差是所述箔片自身厚度的2.0~2.8倍。
10.进一步,根据本实用新型的层叠焊接而成的连接排,所述端部焊接部经压焊后还经切边和去毛刺处理,使得所述端部焊接部的边角设有倒角。
11.进一步,根据本实用新型的层叠焊接而成的连接排,所述压焊采用高分子扩散焊,或采用超声波焊接,或采用超声波焊接和激光焊接相组合的方式。
12.进一步,根据本实用新型的层叠焊接而成的连接排,所述箔片为铝箔或铜箔。
13.进一步,根据本实用新型的层叠焊接而成的连接排,还包括中间通过压焊使得中间焊接成作为中间焊接部的板体,弯曲部被所述中间焊接部分成两个对称的部分。
14.根据本实用新型的一种连接结构,包括两个对接体和上述的层叠焊接而成的连接排,两个对接体相对设置,并分别与所述连接排的所述端部焊接部焊接相连于所述端部焊接部的外侧;两个对接体分别压持所述端部焊接部使得所述连接排呈u形。
15.本实用新型的技术效果如下:相比于直接由金属板体折弯成的v字形连接排,由相
同材质制成的本实用新型的连接排具有更大的弹性性能。
附图说明
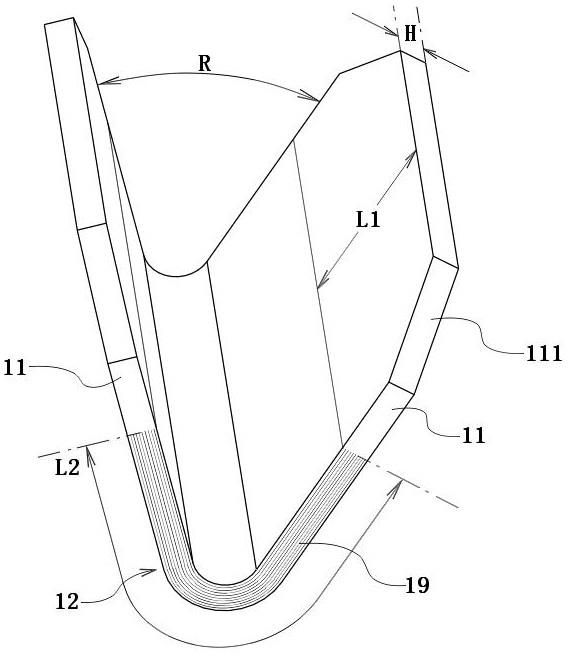
16.图1是本实用新型连接排实施例的立体结构示意图。
17.图2是本实用新型连接结构实施例的结构示意图。
18.图3是本实用新型连接排另一实施方式下的侧面视角的结构示意图。
19.其中,
20.11是端部焊接部,111是倒角,12是弯曲部,13是中间焊接部,19是箔片;
21.2是对接体;
22.r是两端的端部焊接部板体之间的内角;
23.h是端部焊接部的板体厚度;
24.l1是端部焊接部的长度;
25.l2是弯曲部外侧的长度;
26.箭头f是连接排弹力方向。
具体实施方式
27.下面结合附图对本实用新型做进一步详细说明。
28.实施例1
29.如图1所示,一种连接排,由箔片层叠焊接而成。具体来说,该连接排包括两端由若干箔片19压焊成板体的端部焊接部11以及两端端部焊接部11之间未焊接且因箔片19长度的不同而自然弯曲形成弯曲部12,并由此使得两端的端部焊接部11的板体之间呈v字形结构。该连接排可以通过两种方法制备得到:
30.第一种方法是,将长度相同或者不同的箔片19层叠后,中间折弯出15~60度的内角r后,再经过两端压焊成板体后,再通过切边和去毛刺等成型处理,剪切成图1所示的形状。此时,因压焊前的折弯,使得两端端部焊接部11之间的箔片19长度各不相同。
31.第二种方法是,该连接排由若干长度不同的长条形的箔片19按照长度大小顺序依次紧贴层叠后并在两端对齐后分别在两端压焊而成。压焊完成后,端部焊接部11还经切边和去毛刺等成型处理。
32.两端的压焊使得两端被焊接成板体,该板体为端部焊接部11。其中,箔片19优选采用厚度为0.05~0.5mm的铝箔或者铜箔。箔片的数量通常为5~50不等。焊接而成的端部焊接部11的板体厚度h为0.5~5mm。由于箔片19长度的不同,并且两端对齐的情形之下,使得该连接排在两端的端部焊接部11之间未焊接的部分自然弯曲而形成弯曲部12,并由此使得两端的端部焊接部11的板体之间呈v字形结构。两端的端部焊接部11相互对称,两端的端部焊接部11板体之间的内角r为15~60度。弯曲部12外侧的长度l2是端部焊接部11的板体长度l1的1~5倍。
33.进一步地,该连接排所焊接的箔片19的长度呈等差数列,并且厚度相同。此种情形之下,本领域技术人员理解,两端的端部焊接部11板体之间的内角r的角度取决于箔片19之间的长度差和箔片19自身厚度。按照两端的端部焊接部11板体之间的内角r为15~60度,并且弯曲部12中各箔片19紧贴并弧形弯曲的情形下,可以计算出相邻并紧贴的两张箔片19之
间的长度差是箔片19自身厚度的pi*2/3~pi*11/12倍。其中pi为圆周率。本实施例中,相邻并紧贴的两张箔片19之间的长度差是箔片19自身厚度的2.0~2.8倍,优选2.4倍。
34.进一步地,两端的压焊优选采用高分子扩散焊,或采用超声波焊接,或采用超声波焊接和激光焊接相组合的方式。
35.进一步地,端部焊接部11的边角剪切出倒角111。
36.本实施例的连接排用于电连接,特别是用于两个相对设置的部件之间电连接时还要求具备缓冲功能时。图2示例了一种连接结构,该连接结构包括上述的连接排和两个相对设置的对接体2。两个对接体2均为金属导体。例如,两个对接体2分别是两个电池的电池极柱,当这两个电池的电池极柱之间需要进行相连串接时,这两个电池的电池极柱之间可以应用上述的连接排进行连接。上述两个对接体2通过上述连接排进行连接时,两个对接体2分别连接与端部焊接部11的外侧。并且此时,通常两个对接体2分别压持端部焊接部11使得连接排呈u形。此时,由于弯曲部12的箔片19由于受到的张力不同而使得两端的端部焊接部11外弹而抵抗两个对接体2的压持力,参照图2箭头f的指向。也就是,此时连接排充当了弹簧的作用。此外,通常对接体2与端部焊接部11相焊接。
37.实施例2
38.实施例1的连接结构下,两个相对设置的对接体2之间通常要求不能相距过远,因为这还涉及连接排弯曲部12弯曲时的曲率半径问题。两个对接体2相距较远时,要求弯曲部12弯曲的曲率半径较大,而曲率半径较大时,由于弯曲部12较大的曲率半径容易被压持成曲率半径较小的弯曲,而使得两端的端部焊接部11外张的张力不足。为此,本实施例提供另外一种实施方式下的连接排,参照图3,该连接排在实施例1的基础上还包括中间通过压焊使得中间焊接成作为中间焊接13的板体,弯曲部12被中间焊接部分13成两个对称的部分。也就是,本实施例下,弯曲部12有两个,两个弯曲部12相互对称。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1