旋转式钢管脐带缆成缆并线模装置的制作方法
1.本实用新型涉及脐带缆制造技术,尤其涉及一种旋转式钢管脐带缆成缆并线模装置。
背景技术:
2.在脐带缆的制造中,需要有一个环形的并线模将各路分线汇总,然而目前使用的并线模功能单一,只有集束功能,只能保证各路分线在通过并线模时的相对位置满足加工要求,而并没有定型功能,一旦各路分线通过了并线模,其相对位置会有较大侧向滑移,而影响制造公差。尤其在钢管脐带缆成缆时,钢管有很高的内应力,在通过并线模后有很强的回复力,因而截面变形尤其严重。因此,有必要对钢管脐带缆成缆采用新型的并线模,以满足脐带缆截面定型精度的要求。
技术实现要素:
3.本实用新型的目的在于,针对上述现有脐带缆成缆并线模装置的无法有效定型大尺寸钢管的问题,提出一种旋转式钢管脐带缆成缆并线模装置,该装置能有效解决钢管脐带缆成缆时的侧向变型现象,以提高脐带缆的成缆加工精度。
4.为实现上述目的,本实用新型采用的技术方案是:一种旋转式钢管脐带缆成缆并线模装置,包括顺次连通的集束段、绕包段和定型段,所述集束段、绕包段和定型段形成一个整体空腔,所述绕包段的内径大于集束段和定型段的内径;所述集束段内壁与润滑剂注入管连通,所述绕包段内壁上设置有绕包绳定位口,所述绕包绳定位口与绕包绳输送管连通;所述旋转式钢管脐带缆成缆并线模装置外环面上设置有一个或多个轴承。
5.进一步地,所述集束段、绕包段和定型段的内径比为1.0~1.2:1.0~1.5:1,所述定型段的内径与集束段相同或稍大,具体地,所述定型段的内径大致等于集束段内径加绕包绳的厚度。
6.进一步地,所述集束段包括缆束进口收缩面和缆束扣压波纹面,所述缆束进口收缩面为喇叭形收缩口,截面由大到小连续光滑收缩,所述缆束扣压波纹面由一个或多个波纹形截面组成,所述缆束扣压波纹面远离缆束进口收缩面的一侧(最后一个收缩部)与绕包段连接。
7.进一步地,远离缆束进口收缩面的缆束扣压波纹面的内径与临近缆束进口收缩面的缆束扣压波纹面内径一致或稍小。
8.进一步地,所述缆束进口收缩面设有一个或多个润滑剂注入口,所述润滑剂注入口与润滑剂注入管连通。
9.进一步地,所述绕包段内壁上设置有一个或多个绕包绳定位口,绕包绳定位口为喇叭形或直管形。
10.进一步地,所述绕包绳定位口端部位于缆束扣压波纹面圆周延长线的外侧,所述绕包绳定位口根部与绕包绳输送管相接,所述绕包绳输送管为弯曲管道,其外部开口在定
型段的端部截面上。绕包绳通过绕包绳输送管送到绕包段对脐带缆进行绕包。
11.进一步地,所述定型段内壁呈圆柱面或圆柱面加圆锥面的组合,其内径没有变化,或可以略微缩小,出口处可以带有倒角性圆弧。
12.进一步地,所述轴承的内径与旋转式钢管脐带缆成缆并线模装置的外径一致。
13.进一步地,所述轴承的外径通过变线模夹具固定在成缆设备上,在驱动装置的作用下旋转式钢管脐带缆成缆并线模装置能自由轴向旋转。
14.本实用新型旋转式钢管脐带缆成缆并线模装置,与现有技术相比较具有以下优点:
15.1)本实用新型旋转式钢管脐带缆成缆并线模装置包括一个集束段,一个绕包段,和一个定型段组成。当脐带缆各路分线通过集束段后,在绕包段被绕包绳绕包,再通过定型段,以保持各路分线的相对位置。
16.2)本实用新型旋转式钢管脐带缆成缆并线模装置能通过外环面上的轴承自由转动,实现在并线模内部绕包的功能。
17.3)本实用新型集束段由缆束进口收缩面和缆束扣压波纹面组成,波纹面的扩张部设有润滑剂注入口。
18.4)本实用新型绕包段内设置有绕包绳定位口,与绕包绳输送管相接。定型段由圆柱面或圆锥面组成,对绕包后的脐带缆截面修复并定型。
19.总之,本实用新型通过并线模的自由轴向旋转,在并线模内部对脐带缆缆束进行绕包,再通过定型段对绕包后的脐带缆截面进行修复并定型,有效地解决了钢管脐带缆集束后的定型问题。
附图说明
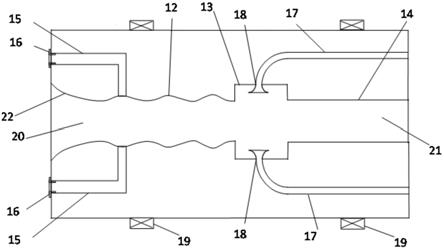
20.图1为本实用新型旋转式钢管脐带缆成缆并线模装置的剖视图;
21.图2为本实用新型旋转式钢管脐带缆成缆并线模装置的左示图;
22.图3为本实用新型旋转式钢管脐带缆成缆并线模装置的右示图。
具体实施方式
23.以下结合实施例对本实用新型进一步说明:
24.实施例1
25.本实施例公开了一种旋转式钢管脐带缆成缆并线模装置,其结构如图1
‑
3所示。
26.图1为本实用新型旋转式钢管脐带缆成缆并线模装置的剖视图;如图1所示,本实施例提供的旋转式钢管脐带缆成缆并线模装置由一个集束段12,一个绕包段13和一个定型段14组成,所述集束段、绕包段、定型段依次连接,形成一个整体空腔,所述旋转式钢管脐带缆成缆并线模装置外环面上设置有一个或多个轴承19。所述轴承19的内径与旋转式钢管脐带缆成缆并线模装置的外径一致。所述轴承的外径通过变线模夹具固定在成缆设备上,在驱动装置的作用下旋转式钢管脐带缆成缆并线模装置可以自由轴向旋转。
27.所述集束段12、绕包段13和定型段14的内径比为1.0~1.2:1.0~1.5:1,所述定型段14的内径与集束段12相同或稍大,具体地,所述定型段的内径大致等于集束段内径加绕包绳的厚度。
28.所述集束段12由缆束进口收缩面22和缆束扣压波纹面组成,形成进口通道20。所述缆束进口收缩面22为喇叭形收缩口,截面由大到小连续光滑收缩,所述缆束扣压波纹面由一个或多个波纹形截面组成,所述缆束扣压波纹面远离缆束进口收缩面的一侧(最后一个收缩部)与绕包段13连接。缆束扣压波纹面的扩张部与多个润滑剂注入管15连通,所述润滑剂注入管15在端部设置有润滑剂注入管连接器16与外部管道连接。
29.所述绕包段13内设置有多个绕包绳定位口18,绕包绳定位口18为喇叭形,所述绕包绳定位口18端部位于集束段波纹管圆周延长线的外侧,以上部绕包绳定位口18为例,其开口高于集束段波纹管圆上沿,所述绕包绳定位口与绕包绳输送管17相接。
30.所述定型段14由圆柱面或圆柱面,形成内部通道21。
31.图2本实用新型旋转式钢管脐带缆成缆并线模装置的左示图。如图2所示,集束段12的端部有进口通道20,和润滑剂注入管连接器16。
32.图3为本实用新型旋转式钢管脐带缆成缆并线模装置的右示图。如图3所示,定型段14的端部有出口通道21和绕包绳输送管17的开口。
33.本实施例所提供的旋转式钢管脐带缆成缆并线模装置,通过并线模的自由轴向旋转,在并线模内部对脐带缆缆束进行绕包,再通过定型段对绕包后的脐带缆截面进行修复并定型,有效地解决了钢管脐带缆集束后的定型问题,提高了钢管脐带缆成缆的加工精度。
34.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1