一种一体成型电感伺服压机的制作方法
1.本实用新型涉及电感加工技术领域,尤其涉及一种一体成型电感伺服压机。
背景技术:
2.电感产品种类繁多、用途广泛,常应用于电子设备等具有电路结构的产品上,在传统电感元件的基础上,一体成型电感以其体积小巧、性能优越、使用简便等优点,获得了广泛应用。
3.而作为一种生产量与用量巨大的电子元器件,在生产环节中难以对每一枚一体成型电感进行检测,这就对生产过程中产品的达标率提出了较高的要求,以确保一体成型电感的可靠性。
技术实现要素:
4.本实用新型的目的是解决现有技术的不足,提供一种一体成型电感伺服压机。
5.本实用新型所采用的技术方案是:一种一体成型电感伺服压机,包括伺服主机及成型压机;
6.所述伺服主机包括上料单元、校正单元、转移单元、刷粉单元、传送单元及裁切单元;
7.所述成型压机包括成型单元及填粉单元;
8.所述成型单元包括下模具、型腔、中模具、上模具及成型气缸,所述转移单元包括机械臂及设于机械臂末端的夹具;所述上料单元包括上料机构、上料治具及上料气缸;所述填粉单元包括加粉入口、粉斗、粉管及填粉机构;所述传送单元包括推料气缸及传送治具;所述裁切单元包括裁切机构、下料治具及下料机构;
9.所述夹具用于将线圈摆放在所述型腔中,所述上料气缸用于将所述上料治具推送至所述校正单元,所述校正单元用于校正线圈的摆放角度,所述填粉机构控制所述粉斗中的粉料通过所述粉管向所述型腔中进行填粉,所述成型气缸对所述型腔中包裹线圈的粉料高压成型,得到半成品,所述转移单元用于将所述上料治具从所述校正单元摆放至成型单元,以及,还用于将半成品摆放在所述刷粉单元,所述刷粉单元对所述半成品表面残余的粉料进行刷除,所述转移单元还用于带动所述夹具及所述夹具所夹持的半成品,运动至所述传送治具;所述推料气缸将所述传送治具推送至所述裁切机构,所述裁切机构对所述传送治具上的半成品进行裁切,得到一体成型电感。
10.优选的,所述上料单元包括上料机构、上料治具及上料气缸;
11.所述上料治具设有若干孔位用于摆放线圈,所述上料机构用于摆放所述上料治具;
12.所述上料气缸用于将所述上料治具推送至所述校正单元。
13.优选的,所述校正单元上开设有校正孔位,所述校正孔位适配所述上料治具上摆放的线圈,用于校正所述线圈的摆放角度。
14.优选的,所述转移单元包括机械臂及设于所述机械臂末端的夹具;
15.所述夹具用于夹持所述上料治具,所述机械臂带动所述夹具及所述上料治具,运动至所述成型压机上的所述成型单元,将所述上料治具摆放在所述成型单元。
16.优选的,所述成型单元包括下模具、型腔、中模具、上模具及成型气缸;
17.所述型腔适配于一体成型电感的外形,所述型腔安装于所述下模具上方;
18.所述夹具将所述线圈摆放在所述型腔中;
19.所述中模具下拉覆盖所述型腔,所述成型气缸用于通过所述上模具向所述中模具施加压力。
20.优选的,所述填粉单元包括加粉入口、粉斗、粉管及填粉机构;
21.粉料从所述加粉入口注入所述粉斗,所述填粉机构控制所述粉斗中的粉料通过所述粉管向所述型腔中进行填粉;
22.在所述型腔填粉完毕时,所述成型气缸通过所述上模具向所述中模具施加压力,使所述型腔中包裹所述线圈的粉料高压成型,得到半成品。
23.优选的,所述夹具还用于夹持所述半成品,以及,所述机械臂还用于带动所述夹具及所述夹具所夹持的半成品,运动至所述刷粉单元,将所述半成品摆放在所述刷粉单元。
24.优选的,所述刷粉单元包括刷粉治具及刷粉机构;
25.所述刷粉治具用于摆放所述机械臂所运送的半成品,所述刷粉机构对所述半成品表面残余的粉料进行刷除。
26.优选的,所述传送单元包括推料气缸及传送治具;
27.所述机械臂还用于带动所述夹具及所述夹具所夹持的半成品,运动至所述传送治具;
28.所述推料气缸将所述传送治具推送至所述裁切单元。
29.优选的,所述裁切单元包括裁切机构、下料治具及下料机构;
30.所述裁切机构用于通过上下往复运动的裁切刀具,对所述传送治具上的所述半成品进行裁切,得到一体成型电感;
31.所述推料气缸推送所述传送治具上的一体成型电感下料至所述下料治具,所述下料治具叠放于所述下料机构
32.所述下料治具上平行设置有若干置物槽,每一置物槽用于接收所述推料气缸推送的若干所述一体成型电感。
33.本实用新型与现有技术相比具有以下优点:本实用新型所涉及的一体成型电感伺服压机,通过自动化的上料、校正与成型,可批量生产出端子与内部线圈的连接稳固,电感本体的表面光滑,电气性能良好的一体化成型电感,生产效率及达标率相比现在生产设备得到了提高。
附图说明
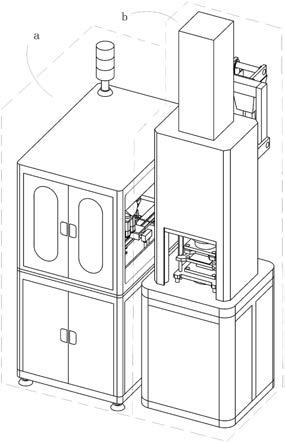
34.图1是本实用新型所涉及的一种一体成型电感伺服压机的外观示意图;
35.图2是本实用新型所涉及的一种一体成型电感伺服压机中伺服压机a的结构示意图;
36.图3是本实用新型所涉及的一种一体成型电感伺服压机中成型压机b的结构示意
图;
37.图4是本实用新型所涉及的一种一体成型电感伺服压机中上料治具的外观示意图;
38.图5是本实用新型所涉及的一种一体成型电感伺服压机中下料治具的外观示意图。
具体实施方式
39.为加深本实用新型的理解,下面将结合实施案例和附图对本实用新型作进一步详述。本实用新型可通过如下方式实施:
40.参照图1、图2、图3、图4及图5,本实用新型所涉及的一种一体成型电感伺服压机,包括伺服主机a及成型压机b;
41.伺服主机a包括上料单元1、校正单元2、转移单元3、刷粉单元4、传送单元5及裁切单元6;
42.成型压机b包括成型单元7及填粉单元8。
43.上料单元1包括上料机构11、上料治具12及上料气缸13;
44.上料治具12设有若干孔位用于摆放线圈,上料机构11用于摆放上料治具;
45.上料气缸13用于将上料治具12推送至校正单元2。
46.校正单元2上开设有校正孔位,校正孔位适配上料治具12上摆放的线圈,用于校正线圈的摆放角度。
47.转移单元3包括机械臂31及设于机械臂31末端的夹具32;
48.夹具32用于夹持上料治具12,机械臂31带动夹具32及上料治具12,运动至成型压机b上的成型单元7,将上料治具12摆放在成型单元7。
49.成型单元7包括下模具71、型腔72、中模具73、上模具74及成型气缸 75;
50.型腔72适配于一体成型电感的外形,型腔72安装于下模具71上方;
51.夹具32将线圈摆放在型腔72中;
52.中模具73下拉覆盖型腔72,成型气缸75用于通过上模具74向中模具 73施加压力。
53.填粉单元8包括加粉入口81、粉斗82、粉管83及填粉机构84;
54.粉料从加粉入口81注入粉斗82,填粉机构84控制粉斗82中的粉料通过粉管83向型腔72中进行填粉;
55.在型腔72填粉完毕时,成型气缸75通过上模具74向中模具73施加压力,使型腔72中包裹线圈的粉料高压成型,得到半成品。
56.夹具32还用于夹持半成品,以及,机械臂31还用于带动夹具32及夹具 32所夹持的半成品,运动至刷粉单元4,将半成品摆放在刷粉单元4。
57.刷粉单元4包括刷粉治具41及刷粉机构42;
58.刷粉治具41用于摆放机械臂31所运送的半成品,刷粉机构42对半成品表面残余的粉料进行刷除。
59.传送单元5包括推料气缸51及传送治具52;
60.机械臂31还用于带动夹具32及夹具32所夹持的半成品,运动至传送治具52;
61.推料气缸51将传送治具52推送至裁切机构6。
62.裁切单元6包括裁切机构61、下料治具62及下料机构63;
63.裁切机构61用于通过上下往复运动的裁切刀具,对传送治具52上的半成品进行裁切,得到一体成型电感;
64.推料气缸51推送传送治具52上的一体成型电感下料至下料治具62,下料治具62叠放于下料机构63;
65.下料治具62上平行设置有若干置物槽,每一置物槽用于接收推料气缸 51推送的若干一体成型电感。
66.本实用新型的一种一体成型电感伺服压机可以包括以下实施例:
67.一体成型电感的成型过程在成型压机b上进行,其精加工过程在伺服主机a上进行。
68.伺服主机a包括上料单元1、校正单元2、转移单元3、刷粉单元4、传送单元5及裁切单元6;成型压机b包括成型单元7及填粉单元8。
69.上料单元1包括上料机构11、上料治具12及上料气缸13;校正单元2 上开设有校正孔位,校正孔位适配上料治具12上摆放的线圈,用于校正线圈的摆放角度。
70.作为一种可选的实施方式,上料治具12设有若干孔位用于摆放线圈,上料机构11用于摆放上料治具,上料气缸13用于将上料治具12推送至校正单元2,校正单元2开设有若干适配于线圈两端的校正孔位,以圆形轮廓的线圈为例,线圈两端需与成型后的端子连接,因此在压制成型前需要将线圈摆正,从而压制过程中线圈两端与端子接触,通过振动使线圈两端下落至校正孔位中,从而将线圈摆正,便于后续加工。
71.转移单元3包括机械臂31及设于机械臂31末端的夹具32;
72.作为一种可选的实施方式,夹具32用于夹持上料治具12,机械臂31带动夹具32及上料治具12,运动至成型压机b上的成型单元7,将上料治具 12摆放在成型单元7。
73.成型单元7包括下模具71、型腔72、中模具73、上模具74及成型气缸 75。
74.作为一种可选的实施方式,型腔72适配于一体成型电感的外形,型腔 72安装于下模具71上方;夹具32将线圈摆放在型腔72中;中模具73下拉覆盖型腔72,成型气缸75用于通过上模具74向中模具73施加压力。
75.填粉单元8包括加粉入口81、粉斗82、粉管83及填粉机构84;
76.作为一种可选的实施方式,粉料从加粉入口81注入粉斗82,型腔72开设有填粉孔,填粉机构84控制粉斗82中的粉料通过粉管83向型腔72中进行填粉;在型腔72填粉完毕时,成型气缸75通过上模具74向中模具73施加压力,使型腔72中包裹线圈的粉料高压成型,得到结构紧实的半成品。
77.作为又一种可选的实施方式,在高压成型完成,上模具74及中模具73 抬起后,夹具32还用于从型腔72中夹持半成品,以及,机械臂31还用于带动夹具32及夹具32所夹持的半成品,运动至刷粉单元4,将半成品摆放在刷粉单元4。
78.刷粉单元4包括刷粉治具41及刷粉机构42;
79.作为一种可选的实施方式,刷粉治具41用于摆放机械臂31所运送的半成品,半成品表面附着有填粉时逸散于型腔72外部的粉料,且高压成型过程中也有粉料溢出,刷粉机构42对半成品表面残余的粉料进行刷除。
80.传送单元5包括推料气缸51及传送治具52;
81.作为一种可选的实施方式,机械臂31还用于带动夹具32及夹具32所夹持的半成品,运动至传送治具52,推料气缸51将传送治具52推送至裁切机构6。
82.裁切单元6包括裁切机构61、下料治具62及下料机构63;
83.作为一种可选的实施方式,裁切机构61用于通过上下往复运动的裁切刀具,对传送治具52上的半成品进行裁切,得到一体成型电感,裁切完成的一体成型电感为散装状态,其端子与内部线圈的连接稳固,电感本体的表面光滑,电气性能良好,可便捷地进行后续的折整加工流程。
84.推料气缸51推送传送治具52上的一体成型电感下料至下料治具62,下料治具62叠放于下料机构63;
85.下料治具62上平行设置有若干置物槽,每一置物槽用于接收推料气缸 51推送的若干一体成型电感,从而,下料治具62可在折整工序中,作为折整机的料盘,摆放在折整机的入料机构中,从而折整机的入料机构可直接向折整机的作业区域输送摆放准确、排列整齐的一体成型电感,供折整机对一体成型电感表面的端子进行完整整型,以得到可用于工业生产的成品,整套生产流程中工序衔接合理,生产效率极高。
86.最后应说明的是,以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1