冷却装置及结构体的制作方法
1.本发明涉及冷却装置及结构体。
背景技术:
2.近年来,电池作为电动汽车等的动力源而受到注目。已知高输出且大容量的电池在充放电过程中产生大量的热、并且会因该热而引起电池的劣化。因此,电池需要冷却系统。
3.另外,就搭载有作为发热元件的半导体元件的电子部件而言,一直以来热对策被认为是重要的。特别是随着近年来的电子部件的小型化
·
高密度安装化的倾向、或微处理器类的高速化,每1个电子部件的消耗电力显著增大,使得高效的冷却系统变得重要。
4.作为电池、电子部件等的发热体的冷却系统,近年来,正在采用液冷方式的冷却装置。液冷方式的冷却装置是如下装置:使内置有使制冷剂循环的流路的金属制板、所谓的冷却板与发热体接触,利用通入至流路内的制冷剂,将由发热体产生的热向设置于装置外部的散热侧散热器运送,由此对发热体进行冷却(例如参照专利文献1)。
5.在专利文献1中公开了一种冷却机构,其包含:具有与对应的电池组热接触的载置面的第1板;固定于上述载置面的相反侧的面上的第2板;形成于上述第1板与上述第2板之间的冷却流路;和为了密封上述冷却流路而配置在上述第1板与上述第2板之间的密封部。
6.现有技术文献
7.专利文献
8.专利文献1:国际公开第2017/002325号
技术实现要素:
9.发明要解决的课题
10.但是,专利文献1中所公开的冷却机构因第1板及第2板两者均由金属构成而具有重量变大的问题。进而,在应用于大型或大重量的电池块的冷却的情况下,因冲击、振动等而使金属制板间的密封部被部分破坏,冷却介质泄漏而与电池组接触时,存在电池短路的担忧。
11.本发明是鉴于上述情况而完成的,提供能够降低冷却介质泄漏的风险、且轻质性优异的冷却装置及结构体。
12.用于解决课题的手段
13.根据本发明,可提供以下所示的冷却装置及结构体。
14.[1]冷却装置,其具备:
[0015]
树脂制流路,在至少一面设有成为流路的空间部;
[0016]
金属制冷却面板,在覆盖上述空间部的同时至少一部分与上述树脂制流路相接,并且用于冷却发热体;和
[0017]
树脂制接合构件,用于将上述树脂制流路与上述金属制冷却面板接合,
[0018]
上述金属制冷却面板至少在与上述树脂制接合构件的接合部表面具有微细凹凸结构,
[0019]
通过使上述树脂制接合构件的一部分渗入上述微细凹凸结构,从而将上述金属制冷却面板与上述树脂制接合构件接合。
[0020]
[2]根据上述[1]所述的冷却装置,其中,在上述树脂制流路与上述树脂制接合构件的接合部,构成上述树脂制流路的树脂成分与构成上述树脂制接合构件的树脂成分一体化。
[0021]
[3]根据上述[1]或[2]所述的冷却装置,其中,在上述树脂制流路与上述树脂制接合构件的接合部,构成上述树脂制流路的树脂成分与构成上述树脂制接合构件的树脂成分熔合。
[0022]
[4]根据上述[1]~[3]中任一项所述的冷却装置,其中,构成上述树脂制流路的树脂成分及构成上述树脂制接合构件的树脂成分两者均为热塑性树脂、或者两者均为热固性树脂。
[0023]
[5]根据上述[1]~[4]中任一项所述的冷却装置,其中,上述树脂制流路与上述金属制冷却面板在上述树脂制流路的外周相接。
[0024]
[6]根据上述[5]所述的冷却装置,其中,上述树脂制流路与上述金属制冷却面板在上述树脂制流路的内部也相接。
[0025]
[7]根据上述[1]~[6]中任一项所述的冷却装置,其中,上述树脂制流路具有底部、立设于上述底部的侧壁部、和用于在上述底部上形成冷却介质的流路的多个门坎状的障壁。
[0026]
[8]根据上述[1]~[7]中任一项所述的冷却装置,其中,上述金属制冷却面板与上述树脂制流路以选自粘接剂法、热熔接法及机械连接法中的一种以上的手段进行接合。
[0027]
[9]根据上述[1]~[8]中任一项所述的冷却装置,其中,上述微细凹凸结构的间隔周期为0.01μm以上且500μm以下的范围。
[0028]
[10]根据上述[1]~[9]中任一项所述的冷却装置,其中,上述金属制冷却面板由选自由铝制构件、铝合金制构件、铜制构件及铜合金制构件组成的组中的至少一种构件构成。
[0029]
[11]结构体,其具备发热体、和上述[1]~[10]中任一项所述的冷却装置,
[0030]
在上述冷却装置中的上述金属制冷却面板表面配置有上述发热体。
[0031]
发明效果
[0032]
根据本发明,可提供能够降低冷却介质泄漏的风险、且轻质性优异的冷却装置及结构体。
附图说明
[0033]
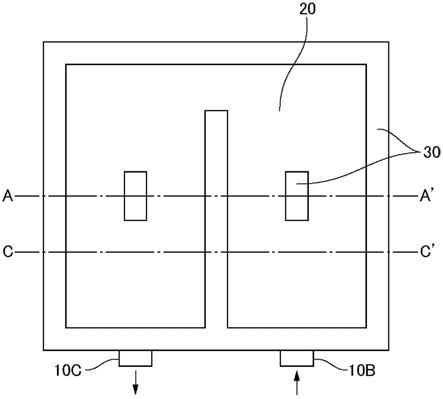
图1是示意性表示本实施方式涉及的冷却装置的结构的一例的俯视图。
[0034]
图2是图1所示的冷却装置的(a)a-a’剖面图、(b)侧视图及(c)c-c’剖面图。
[0035]
图3是图2(b)所示的冷却装置的b-b’水平剖面图。
[0036]
图4是表示本实施方式涉及的树脂制流路、金属制冷却面板及树脂制接合构件的位置关系的一例的剖面图。
[0037]
图5是表示本实施方式涉及的树脂制流路、金属制冷却面板及树脂制接合构件的位置关系的一例的剖面图。
具体实施方式
[0038]
以下,使用附图对本发明的实施方式进行说明。需要说明的是,在所有的附图中,对同样的构成要素标记共同的附图标记,并适当省略说明。另外,图是概略图,与实际的尺寸比率不一致。只要没有特别说明,文中的位于数字之间的“~”表示以上至以下。
[0039]
图1是示意性表示本实施方式涉及的冷却装置的结构的一例的俯视图。图2是图1所示的冷却装置的(a)a-a’剖面图、(b)侧视图及(c)c-c’剖面图。图3是图2(b)所示的冷却装置的b-b’水平剖面图。
[0040]
本实施方式涉及的冷却装置具备:树脂制流路10,在至少一面设有成为流路的空间部10a;金属制冷却面板20,在覆盖空间部10a的同时至少一部分与树脂制流路10相接,并且用于冷却发热体;和树脂制接合构件30,用于将树脂制流路10与金属制冷却面板20接合,金属制冷却面板20至少在与树脂制接合构件30的接合部表面具有微细凹凸结构,通过使树脂制接合构件30的一部分渗入上述微细凹凸结构,从而将金属制冷却面板20与树脂制接合构件30接合。
[0041]
金属制冷却面板20通过向形成于树脂制流路10的成为流路的空间部10a中导通的冷却介质(以下也称作制冷剂。)而使其整体被冷却,因此能够提高与金属制冷却面板20相接的电池单元、电子部件等的发热体的冷却效率。另外,树脂制流路10由轻质的树脂材料一体地形成,因此能够减轻冷却装置整体的重量。
[0042]
另外,通过使树脂制接合构件30的一部分渗入金属制冷却面板20的微细凹凸结构,从而能够提高金属制冷却面板20与树脂制接合构件30的接合性。由此,能够使用树脂制接合构件30来将树脂制流路10与金属制冷却面板20牢固地接合,因此能够提高树脂制流路10与金属制冷却面板20的气密性。由此,能够抑制冷却装置的制冷剂泄漏风险。
[0043]
综上所述,根据本实施方式,可提供能够降低冷却介质泄漏的风险、且轻质性优异的冷却装置。
[0044]
此处,从更进一步降低制冷剂从冷却装置泄漏的风险的观点考虑,优选至少在树脂制流路10与树脂制接合构件30的接合部,构成树脂制流路10的树脂成分与构成树脂制接合构件30的树脂成分一体化,更优选至少在树脂制流路10与树脂制接合构件30的接合部,构成树脂制流路10的树脂成分与构成树脂制接合构件30的树脂成分熔合。由此,树脂制流路10与树脂制接合构件30的接合性提高,能够更进一步抑制制冷剂从树脂制流路10与树脂制接合构件30的接合部泄漏。在树脂制流路10与树脂制接合构件30的外观为同系色的情况下,有时难以用肉眼判别一体化,作为观察树脂成分彼此一体化的方法,例如,将经一体化的部分的截面切出,用光学显微镜、偏光显微镜等进行截面观察,由此将树脂成型时的树脂结晶取向层、增强填料取向层的取向状态发生变化的边界部辨别为一体化的部分。
[0045]
在本实施方式涉及的冷却装置中,优选构成树脂制流路10的树脂成分及构成树脂制接合构件30的树脂成分两者均为热塑性树脂或者两者均为热固性树脂,更优选构成树脂制流路10的树脂成分及构成树脂制接合构件30的树脂成分包含相同系列的树脂。由此,能够提高构成树脂制流路10的树脂成分与构成树脂制接合构件30的树脂成分的相容性,其结
果能够使树脂制流路10与树脂制接合构件30的接合性提高。
[0046]
另外,即使在构成树脂制流路10的树脂成分及构成树脂制接合构件30的树脂成分为不同系列的树脂的情况下,通过对化学相互作用强的不同树脂彼此进行选择,从而也能得到高相容性。
[0047]
如图1及2所示,在本实施方式涉及的冷却装置中,树脂制流路10与金属制冷却面板20通常在树脂制流路10的外周相接,但是,从将树脂制流路10与金属制冷却面板20更牢固地接合、更进一步提高树脂制流路10与金属制冷却面板20的气密性的观点考虑,优选树脂制流路10与金属制冷却面板20在树脂制流路10的内部(除外周以外的部分、例如中心部分)也设置一处以上的密接部分。
[0048]
另外,在本实施方式涉及的冷却装置中,通常树脂制流路10与金属制冷却面板20不直接接合,而是通过树脂制接合构件30分别与树脂制流路10及金属制冷却面板20接合而使树脂制流路10与金属制冷却面板20间接地接合,即以保持无制冷剂泄漏那样的气密性的方式进行密接。由于在具有空间部10a的树脂制流路10成型后将金属制冷却面板20层叠,因此树脂制流路10与金属制冷却面板20通常不直接接合。此处,在本实施方式中,树脂制流路10与金属制冷却面板20直接接合的状态是指通过使树脂制流路10的一部分渗入金属制冷却面板20表面的微细凹凸结构从而使金属制冷却面板20与树脂制流路10接合,不包括通过选自粘接剂法、热熔接法及机械连接法中的接合法使树脂制流路10与金属制冷却面板20接合的状态。
[0049]
在本实施方式涉及的冷却装置中,树脂制流路10可以包含多个流路单元。由此,能够更复杂地控制制冷剂的流动,例如能够将多个发热体同时进行液冷。
[0050]
此处,多个流路单元可以是一体化的构成,也可以是分体的构成。在多个流路单元为分体的情况下,流路单元彼此例如能够使用供制冷剂流动的制冷剂管来进行连接。
[0051]
构成树脂制流路10的流路单元的数量并无特别限定,能够通过所冷却的发热体的大小、个数来任意地设定。
[0052]
图4及图5是表示本实施方式涉及的树脂制流路10、金属制冷却面板20及树脂制接合构件30的位置关系的一例的剖面图。
[0053]
另外,作为本实施方式涉及的树脂制流路10、金属制冷却面板20及树脂制接合构件30的位置关系的例子,可列举例如图4所示的(a)~(d)的结构。
[0054]
另外,作为本实施方式涉及的树脂制流路10、金属制冷却面板20及树脂制接合构件30的位置关系的例子,可列举例如图5所示的(a)~(c)的结构。
[0055]
图5(a)是在金属制冷却面板20设有凹部、并且在该凹部插入树脂制流路10的一部分的构成。另外,图5(b)及(c)是在金属制冷却面板20设置凸部的壁、并且使树脂制流路10的一部分卡合于该凸部的台阶的构成。通过设为图5所示的(a)~(c)的结构,从而能够防止树脂制流路10的侧壁部、多个门坎状的障壁因形成树脂制接合构件30时的树脂的流动压力而倒塌且导致树脂漏出至流路。
[0056]
本实施方式涉及的结构体具备发热体、本实施方式涉及的冷却装置和根据需要而收纳发热体的箱体,在冷却装置中的金属制冷却面板20的表面配置有发热体。发热体例如为电池、电子部件。可以使金属制冷却面板20与发热体直接接触,但优选在该接触部插装导热性片。也可以代替导热性片而使用被称作所谓热界面材料(tim)的物质,具体而言,可例
示导热油脂、相变化材料(pcm)、凝胶、高导热粘接剂、热胶带等。
[0057]
在金属制冷却面板20的与制冷剂流通面相反的面上搭载电池、电子部件等的发热体,发热体可根据需要收纳于箱体内。在树脂制流路10的侧壁部设有作为用于制冷剂的流入
·
流出的通液口的制冷剂注入口10b和制冷剂回收口10c。
[0058]
金属制冷却面板20通过在形成于树脂制流路10的内部的流路中流通的制冷剂而使其整体被冷却,因此能够提高同金属制冷却面板20的与树脂制流路10接触的面相反的面相接的发热体的冷却效率。另外,由于形成有制冷剂的流路的树脂制流路10由轻质且绝热性优异的材质形成,因此例如有助于结构体整体的重量减轻,并且能够使冷却效率提高。
[0059]
就本实施方式涉及的冷却装置而言,为了确保即使在严苛环境下使用的情况下也无制冷剂泄漏的严密的水密性,优选树脂制流路10与金属制冷却面板20紧密且坚固地接合。因此,可以将树脂制接合构件30与其他接合手段组合。作为除树脂制接合构件30以外的优选的接合手段,可列举选自粘接剂法、热熔接法及机械连接法中的一种或两种以上。
[0060]
例如将树脂制流路10与金属制冷却面板20经由粘接剂进行接合的方法是使用了粘接剂法的接合。在金属制冷却面板20的表面利用嵌件成型等手段形成树脂堤部后、接着在该树脂堤部上以熔接手段接合树脂制流路的方法是将树脂-金属热熔接法与树脂-树脂热熔接法组合来利用的方法。将树脂制流路10与金属制冷却面板20经由粘接剂接合后、再进行机械连接的方法是组合了热熔接法和机械连接法的接合手段。
[0061]
作为在上述的接合手段中使用的粘接剂,可以无限制地使用已知的天然系粘接剂及合成系粘接剂,但从粘接力的持续性的观点考虑,优选合成系粘接剂。
[0062]
合成系粘接剂可分成热塑性粘接剂、热固性粘接剂、弹性体,但从粘接强度的观点考虑,优选热固性粘接剂。作为热固性粘接剂,可以是常温反应型粘接剂(一液型),也可以是加热固化型粘接剂(二液型),还可以是光固化型粘接剂。
[0063]
使用何种粘接剂是本领域技术人员根据由何种材料形成具有何种特性的冷却装置等情况进行任意判断的事项。
[0064]
在本实施方式涉及的冷却装置中,作为树脂制流路10与金属制冷却面板20的机械连接,可列举例如基于铆接、螺纹紧固等的机械连接。在该情况下,优选至少金属制冷却面板20的外周端部与树脂制流路10被铆接或螺纹紧固。不仅能够对金属制冷却面板20的外周端部以不妨碍流路的流动的程度进行铆接或螺纹紧固,而且还能对金属制冷却面板20的中央部周边以不妨碍流路的流动的程度进行铆接或螺纹紧固。在对金属制冷却面板20的外周端部进行机械接合的情况下、例如在金属制冷却面板20为俯视下矩形的情况下,优选至少外周部的四角被机械接合。可以不仅在金属制冷却面板20的外周端部形成机械接合用的树脂基座而且在金属制冷却面板20的中央部附近也形成机械接合用的树脂基座,之后进行金属制冷却面板20与树脂制流路10的机械接合。此时,有时能够通过以使流路引起乱流的方式来专研并设置树脂基座部在流路内的位置,从而有助于在流路内通过的制冷剂的温度均匀化。
[0065]
另外,在本实施方式涉及的冷却装置中,除如上述那样经由粘接层来接合(粘接剂法)外,还优选树脂制流路10与金属制冷却面板20通过铆接或螺纹紧固等而机械接合。通过这样将树脂制流路10与金属制冷却面板20以二阶段牢固地接合,由此能够更有效地抑制在树脂制流路10内流通的制冷剂的漏液。
[0066]
在本实施方式中,使用粘接剂法进行接合时的粘接层的平均厚度例如为0.5~5000μm,优选为1.0~2000μm,更优选为10~1000μm。通过使平均厚度为上述下限值以上,从而能够使树脂制流路10与金属制冷却面板20之间的粘接强度更良好,通过使平均厚度为上述上限值以下,从而能够抑制在固化反应中产生的残留应变量。
[0067]
在本实施方式涉及的冷却装置中,可以在树脂制流路10与粘接层之间、粘接层与金属制冷却面板20之间具备底漆层。底漆层并无特别限定,通常由包含构成树脂层的树脂成分的树脂材料形成。底漆层用的树脂材料并无特别限定,可以使用已知的物质。具体而言,可例示聚烯烃系底漆、环氧系底漆、氨基甲酸酯系底漆等。这些底漆也包含多层形态等可以组合两种以上。
[0068]
本实施方式涉及的冷却装置例如可以通过在使树脂制流路10的流路形成面与金属制冷却面板20的周缘部叠合之后对树脂制接合构件30进行注射成型来制作。另外,本实施方式涉及的冷却装置例如也可以通过模具滑动注射成型或二色成型等来进行成型。在该情况下,通过使用模具滑动注射成型用模具或二色成型用模具等,从而能够在不从成型用模具取出树脂制流路10、金属制冷却面板20等的构成部件的情况下制造本实施方式涉及的冷却装置。
[0069]
本实施方式涉及的树脂制流路10及树脂制接合构件30优选为热塑性树脂组合物的成型体。热塑性树脂组合物包含作为树脂成分的热塑性树脂,也可以根据需要进一步包含填充剂。
[0070]
作为热塑性树脂,并无特别限定,可列举例如:聚烯烃系树脂、含有极性基团的聚烯烃系树脂、聚甲基丙烯酸甲酯树脂等聚甲基丙烯酸系树脂、聚丙烯酸甲酯树脂等聚丙烯酸系树脂、聚苯乙烯树脂、聚乙烯醇-聚氯乙烯共聚物树脂、聚乙烯醇缩乙醛树脂、聚乙烯醇缩丁醛树脂、聚乙烯醇缩甲醛树脂、聚甲基戊烯树脂、马来酸酐-苯乙烯共聚物树脂、聚碳酸酯树脂、聚苯醚树脂、聚醚醚酮树脂、聚醚酮树脂等芳香族聚醚酮、聚酯系树脂、聚酰胺系树脂、聚酰胺酰亚胺树脂、聚酰亚胺树脂、聚醚酰亚胺树脂、苯乙烯系弹性体、聚烯烃系弹性体、聚氨酯系弹性体、聚酯系弹性体、聚酰胺系弹性体、离聚物、氨基聚丙烯酰胺树脂、异丁烯马来酸酐共聚物、abs、acs、aes、as、asa、mbs、乙烯-氯乙烯共聚物、乙烯-乙酸乙烯酯共聚物、乙烯-乙酸乙烯酯-氯乙烯接枝聚合物、乙烯-乙烯醇共聚物、氯化聚氯乙烯树脂、氯化聚乙烯树脂、氯化聚丙烯树脂、羧基乙烯基聚合物、酮树脂、非晶性共聚酯树脂、降冰片烯树脂、氟塑料、聚四氟乙烯树脂、氟化乙烯聚丙烯树脂、pfa、聚氯氟乙烯树脂、乙烯四氟乙烯共聚物、聚偏氟乙烯树脂、聚氟乙烯树脂、聚芳酯树脂、热塑性聚酰亚胺树脂、聚偏氯乙烯树脂、聚氯乙烯树脂、聚乙酸乙烯酯树脂、聚砜树脂、聚对甲基苯乙烯树脂、聚烯丙基胺树脂、聚乙烯基醚树脂、聚苯醚树脂、聚苯硫醚(pps)树脂、聚甲基戊烯树脂、低聚酯丙烯酸酯、二甲苯树脂、马来酸树脂、聚羟基丁酸酯树脂、聚砜树脂、聚乳酸树脂、聚谷氨酸树脂、聚己内酯树脂、聚醚砜树脂、聚丙烯腈树脂、苯乙烯-丙烯腈共聚物树脂等。这些热塑性树脂可以单独使用一种,也可以组合使用两种以上。
[0071]
其中,作为热塑性树脂,从更有效地得到树脂制流路10与树脂制接合构件30的接合强度、金属制冷却面板20与树脂制接合构件30的粘接强度的观点、或者能够有效地呈现对制冷剂所含的化学药品的耐性的观点考虑,适合使用选自聚烯烃系树脂、聚酯系树脂、聚酰胺系树脂、氟系树脂、聚亚芳基醚系树脂及聚亚芳基硫醚系树脂中的一种或两种以上的
热塑性树脂。
[0072]
此处,如上所述,更优选构成树脂制流路10的树脂成分及构成树脂制接合构件30的树脂成分包含相同系列的树脂。在本实施方式中,相同系列的树脂是指在相同的分类中可以具有分子量、单体成分的不同的树脂。例如,包含在聚烯烃系树脂的分类中的树脂即使具有分子量、单体成分的不同也均为相同系列的树脂。
[0073]
在本实施方式涉及的热塑性树脂组合物中,从树脂制流路10及树脂制接合构件30的机械特性的改良的观点、线膨胀系数差的调整等的观点出发,可以并用任意成分和填充剂。作为填充剂,例如可以从由玻璃纤维、碳纤维、碳粒子、粘土、滑石、二氧化硅、矿物质、纤维素纤维组成的组中选择一种或两种以上。其中,优选为选自玻璃纤维、碳纤维、滑石、矿物质中的一种或两种以上。另外,也可以使用以氧化铝、镁橄榄石、云母、氮化氧化铝、氮化硼、氧化锌、氧化镁等为代表的散热性填料。这些填充剂的形状并无特别限定,可以为纤维状、粒子状、板状等任意形状,但在如后述那样在金属制冷却面板20的表面形成有微细凹凸结构的情况下,优选使用包含能够侵入凹部的程度的大小的填充剂。
[0074]
需要说明的是,在热塑性树脂组合物包含填充剂的情况下,其含量相对于热塑性树脂100质量份优选为1质量份以上且100质量份以下,更优选为5质量份以上且90质量份以下,特别优选为10质量份以上且80质量份以下。
[0075]
作为本实施方式涉及的树脂制流路10,也能使用热固性树脂组合物。热固性树脂组合物是指包含热固性树脂的树脂组合物。作为热固性树脂,例如可以使用酚醛树脂、环氧树脂、不饱和聚酯树脂、邻苯二甲酸二烯丙酯树脂、三聚氰胺树脂、氧杂环丁烷树脂、马来酰亚胺树脂、脲(尿素)树脂、聚氨酯树脂、有机硅树脂、具有苯并噁嗪环的树脂、氰酸酯树脂等。这些树脂可以单独使用,也可以组合使用2种以上。
[0076]
其中,从耐热性、加工性、机械特性、粘接性及防锈性等的观点考虑,适合使用包含选自由酚醛树脂、环氧树脂及不饱和聚酯树脂组成的组中的1种以上的热固性树脂组合物。在将树脂组合物整体设为100质量份时,热固性树脂在热固性树脂组合物中所占的含量优选为15质量份以上且60质量份以下,更优选为25质量份以上且50质量份以下。需要说明的是,残余成分例如为填充剂,作为填充剂,例如可以使用上述的填充剂。
[0077]
作为树脂制流路10的成型方法,可以无限制地使用已知的方法,可例示例如注射成型、挤出成型、加热加压成型、压缩成型、传递模塑成型、浇铸成型、激光熔接成型、反应注射成型(rim成型)、液体注射模塑成型(lim成型)、热喷成型等。其中,作为树脂制流路10的成型方法,从生产率及品质稳定性的观点考虑,优选注射成型法。
[0078]
本实施方式涉及的树脂制流路10例如具有底部和立设于底部的侧壁部。树脂制流路10的形状优选由俯视下矩形的底部和立设于底部的4片俯视下矩形框状的侧壁部形成、并且在底部上为了形成制冷剂的流路而形成多个门坎状的障壁10d。障壁10d的顶面优选同金属制冷却面板20的与搭载发热体的面相反的面相接。而且,该顶面与金属制冷却面板20可以通过粘接剂来接合。
[0079]
在本实施方式涉及的树脂制流路10的金属制冷却面板20侧的整个底面形成有多个空间部10a,该空间部10a通过使树脂制流路10与金属制冷却面板20面密接而体现作为制冷剂的流路的功能。
[0080]
进而,从使制冷剂与金属制冷却面板的接触面积增大、即使针对大型发热体也易
于形成能够在使流体的压力损失最小化的同时高效且均匀地冷却的流路形状的观点考虑,本实施方式涉及的树脂制流路10的整体形状优选为面板形状。
[0081]
优选在本实施方式涉及的树脂制流路10的、与金属制冷却面板20侧的面呈相反侧的面形成有竹帘状或增强肋部。这样的增强肋部优选由与树脂制流路10相同的材质制成。通过具备上述增强肋部,从而能够保护树脂制流路10的结构免受外界压力影响。另外,通过将增强肋部的肋部高度设定得较高,从而能够在树脂制流路10与接地面之间形成充分的空间,其结果能够进一步提高树脂制流路10的绝热效果,有时能够延长冷却功能的持续时间。或者还可以通过使增强肋部的肋部间的间隔变窄来进一步提高树脂制流路10的绝热效果,其结果有时能够延长冷却功能的持续时间。
[0082]
本实施方式涉及的树脂制流路10的流路形成面侧被金属制冷却面板20覆盖。在树脂制流路10包含多个流路单元的情况下,各流路单元可以是每个流路单元分别被1片金属制冷却面板20覆盖,也可以是多个大面积的流路单元的整体被1片金属制冷却面板20覆盖。
[0083]
本实施方式涉及的金属制冷却面板20例如在俯视下为矩形。金属制冷却面板20担负着将来自发热体的热进行扩散、以及将热高效地传递至在树脂制流路10内流通的制冷剂这两个作用。因此,优选金属制冷却面板20的材质的传热性优异。从这样的观点考虑,作为构成金属制冷却面板20的金属种类,可使用铝系金属或铜系金属,具体而言,金属制冷却面板20优选由选自由铝制构件、铝合金制构件、铜制构件及铜合金制构件组成的组中的至少一种构件构成。另外,综合性地考虑传热性、强度及轻质性,金属制冷却面板20的平均厚度例如为0.5mm~30mm,优选为0.5mm~20mm。
[0084]
就金属制冷却面板20上的微细凹凸结构而言,从使金属制冷却面板20与树脂制接合构件30更进一步牢固地接合的观点考虑,间隔周期优选为0.01μm以上且500μm以下。
[0085]
上述微细凹凸结构的间隔周期是凸部至相邻凸部的距离的平均值,可以从用电子显微镜或激光显微镜拍摄得到的照片求得。
[0086]
具体而言,通过电子显微镜或激光显微镜对金属制冷却面板20中的形成有微细凹凸结构的表面进行拍摄。从该照片中选择50个任意凸部,分别测定其凸部至相邻凸部的距离。以凸部至相邻凸部的距离全部加和再除以50所得的值作为间隔周期。
[0087]
上述微细凹凸结构的间隔周期优选为0.02μm以上且100μm以下,更优选为0.05μm以上且50μm以下,进一步优选为0.05μm以上且20μm以下,特别优选为0.10μm以上且10μm以下。
[0088]
若上述微细凹凸结构的间隔周期为上述下限值以上,则树脂制接合构件30能够更多地进入上述微细凹凸结构的凹部,能够使金属制冷却面板20与树脂制接合构件30的接合强度更进一步提高。另外,若上述微细凹凸结构的间隔周期为上述上限值以下,则能够更进一步抑制在金属制冷却面板20与树脂制接合构件30的接合部产生间隙。其结果能够抑制制冷剂从金属制冷却面板20与树脂制接合构件30的接合部漏出。
[0089]
在本实施方式中,对形成在金属制冷却面板20的表面的微细凹凸结构的大小(深度、孔径、孔径间距离等)并无特别的限制,为依据jis b 0601测得的十点平均粗糙度r
zjis
例如为1μm以上、优选为1μm以上且1mm以下、更优选为3μm以上且100μm以下的微细凹凸结构。
[0090]
作为在金属制冷却面板20的表面形成上述微细凹凸结构的方法,虽然没有特别的
限制,但是可列举例如:在氢氧化钠等无机碱水溶液和/或盐酸、硝酸等无机酸水溶液中浸渍金属制冷却面板20的方法;通过阳极氧化法对金属制冷却面板20进行处理的方法;将通过例如金刚石磨粒磨削或喷射加工等机械切削而制作的具有微细凹凸结构的模具冲头向金属制冷却面板20的表面加压,从而在金属制冷却面板20的表面形成微细凹凸结构的方法;通过喷砂、滚花加工、激光加工而在金属制冷却面板20的表面形成微细凹凸结构的方法;如国际公开第2009/31632号小册子中所公开那样的、在选自水合肼、氨、及水溶性胺化合物中的1种以上的水溶液中浸渍金属制冷却面板20的方法等。
[0091]
需要说明的是,在上述的方法中,特别是在采用浸渍方法的情况下,上述微细凹凸结构不仅形成在金属制冷却面板20的与树脂制接合构件30的接合面,而且还会在金属制冷却面板20的整个表面形成微细凹凸结构,但这样的实施方式不会对本发明效果造成任何损害,反而有时还会使与制冷剂的热交换面积增加、能够实现更优异的冷却效率。
[0092]
该申请主张以于2019年6月21日提出申请的日本技术特愿2019-115281号为基础的优先权,并且将其全部公开内容并入本文中。
[0093]
附图标记说明
[0094]
10
ꢀꢀꢀꢀ
树脂制流路
[0095]
10a
ꢀꢀꢀ
空间部
[0096]
10b
ꢀꢀꢀ
制冷剂注入口
[0097]
10c
ꢀꢀꢀ
制冷剂回收口
[0098]
10d
ꢀꢀꢀ
障壁
[0099]
20
ꢀꢀꢀꢀ
金属制冷却面板
[0100]
30
ꢀꢀꢀꢀ
树脂制接合构件
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1