树脂模制电磁线圈及具备该树脂模制电磁线圈的电磁阀的制作方法
1.本发明关于树脂模制电磁线圈,尤其是涉及一种具备飞轮二极管的树脂模制电磁线圈及具备该树脂模制电磁线圈的电磁阀。
背景技术:
2.通过树脂覆盖卷绕于绕线架的磁线(以下有时简称为“线”)、连接端子且将与外部装置的连接器嵌合的连接器嵌合部通过树脂一体成型而成的树脂模制形式的电磁线圈被使用于电磁阀等。
3.另外,在这样的电磁线圈中,为了保护开关元件等的其他电路元件免受在电磁线圈的通电切换时产生的浪涌电压的影响,有时具备飞轮二极管(续流二极管/以下有时简称为“二极管”)。
4.另外,作为公开了这样的具备二极管的树脂模制形式的电磁线圈的文献,有以下的专利文献。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2002-31052号公报
8.专利文献2:日本特开2003-124021号公报
9.然而,与通常的电线等相比,线圈的卷线的绝缘膜较薄,由于被树脂模制而成为产品之前的卷线自身的机械强度不怎么强,因此,可能在卷线时、模制时等制造中膜受损从而受到损伤。
10.因此,作为制造的最终工序,有必要检查卷线是否在中途短路,或者是否膜被损伤而将来可能短路的状态。该检查通过对线圈施加高电压的脉冲并分析得到的共振波形的层间短路(layer short)试验来进行,但为了更可靠地发现缺陷品,希望在尽可能地接近完成品的状态下进行试验。
11.但是,在具备以避免高电压的浪涌电压的影响为目的的飞轮二极管的电磁线圈中,二极管是试验的妨碍,难以在接近完成品的状态下进行高精度的检查。
12.另一方面,所述专利文献所记载的发明均没有指出这样的问题,也没有示出应对方法。
技术实现要素:
13.因此,本发明的目的在于,能够对具备飞轮二极管的电磁线圈的特别是卷线进行更高精度的产品检查。
14.为了解决所述技术问题并达成目的,本发明涉及的树脂模制电磁线圈通过模制树脂覆盖卷绕于绕线架的磁线和用于将该磁线与外部电路电连接的一对连接端子,并且具备连接于所述一对连接端子之间的飞轮二极管。另外,在本技术中,有时分别将树脂模制电磁线圈称为“电磁线圈”、“模制线圈”或简称为“线圈”,将磁线简称为“线”。
15.上述绕线架具有:筒状部,该筒状部卷绕磁线;第一凸缘,该第一凸缘设置于筒状部的一端部,向筒状部的外周面的外方伸出;以及第二凸缘,该第二凸缘设置于筒状部的另一端部,向筒状部的外周面的外方伸出。另外,“外方”是指从筒状部的中心轴远离的方向。
16.上述一对连接端子包含第一端子和第二端子,该第一端子和第二端子被设置为彼此平行且从第一凸缘的缘部向外方延伸。而且,第一端子供磁线的始端连接,并且该第一端子具备能够连接飞轮二极管的二极管连接部。另外,第二端子供磁线的终端连接,并且该第二端子具备能够连接飞轮二极管的二极管连接部。
17.进而,在第一端子的二极管连接部与第二端子的二极管连接部之间连接有飞轮二极管,由模制树脂构成的覆盖层具有二极管安装孔,该二极管安装孔与第一端子的二极管连接部以及第二端子的二极管连接部连通且能够容纳飞轮二极管,以能够在形成该覆盖层之后安装飞轮二极管。而且,该二极管安装孔由与模制树脂分开设置的密封材料封闭。
18.另外,上述“模制树脂”是在注塑成形、浇铸成形等使用了模具的成形中所使用的树脂。另外,上述密封材料的“分开设置”是指通过与上述模制树脂不同的工序来设置,换言之,不是与模制树脂一起(或同时)设置。另外,该密封材料覆盖二极管与连接端子(二极管连接部)的连接部,因此当然是具有电绝缘性(非导电性)并能够防止水分、异物侵入的材料。作为该密封材料,能够优选使用绝缘性树脂,例如环氧树脂。另外,密封材料可以是与模制树脂不同的材料,也可以是相同材料。
19.在本发明的电磁线圈中,能够在通过模制树脂覆盖将磁线卷绕于绕线架的线圈主体后,利用二极管安装孔来安装二极管,因此,被模制(由模制树脂覆盖)而成为与最终产品相同的状态,而且能够对未连接飞轮二极管的卷线(磁线)进行层间短路试验等检查。因此,能够不受二极管的影响而进行更高精度的检查,能够更可靠地发现带飞轮二极管的电磁线圈的缺陷品。
20.在本发明的一个方式中,第一端子和第二端子都在顶端部具有用于与外部电路连接的外部连接部,并且第一端子和第二端子都在基端部具有用于将该端子支承于第一凸缘的支承部,在这些顶端部与基端部之间具备上述二极管连接部。
21.上述飞轮二极管典型的是表面安装型二极管。但本发明也不排除轴向引线型二极管的使用。
22.另外,本发明的电磁线圈还具备连接器嵌合部,第一端子的顶端部和第二端子的顶端部配置于该连接器嵌合部的内侧,并且为了将磁线与外部电路连接,该连接器嵌合部与该外部电路的连接器嵌合。
23.另外,本发明涉及的电磁阀具备上述的本发明所涉及的任意一种树脂模制电磁线圈。
24.另外,本发明涉及的电磁线圈的制造方法具有:端子安装工序,该端子安装工序将进行与外部电路的连接的一对连接端子安装到能够供磁线卷绕的绕线架;线卷绕工序,该线卷绕工序将磁线的始端与一对连接端子中的一方连接,并且将磁线卷绕于所述绕线架,将磁线的终端与一对连接端子中的另一方连接;以及模制工序,该模制工序通过模制树脂覆盖安装一对连接端子并卷绕磁线后的绕线架。
25.在该制造方法中,一对连接端子都具备能够连接飞轮二极管的二极管连接部,将通过上述模制工序形成的树脂覆盖层设置为具有二极管安装孔,该二极管安装孔与一对连
接端子的二极管连接部连通且能够容纳飞轮二极管,以能够在形成该树脂覆盖层之后安装飞轮二极管。
26.更进一步地,该制造方法包含:二极管安装工序,在上述模制工序之后,该二极管安装工序将飞轮二极管插入二极管安装孔,将该飞轮二极管连接在一对连接端子的二极管连接部之间;以及二极管密封工序,在该二极管安装工序之后,该二极管密封工序通过与模制树脂分开设置的密封材料封闭二极管安装孔。
27.另外,在上述制造方法中,有时包含检查工序,该检查工序在模制工序之后且在二极管安装工序之前进行磁线的绝缘膜有无损伤的检查,有时通过层间短路试验来进行该检查工序。
28.根据本发明,能够对具备飞轮二极管的电磁线圈的尤其是卷线进行更高精度的产品检查,能够更可靠地发现缺陷品。
29.本发明的其他目的、特征及优点通过基于附图叙述的以下的本发明的实施方式的说明来明确。另外,本发明不限定于该实施方式,本领域技术人员显然知道能够在要求保护的范围所记载的范围内进行各种变更。另外,各图中的相同的符号表示相同或等同的部分。
附图说明
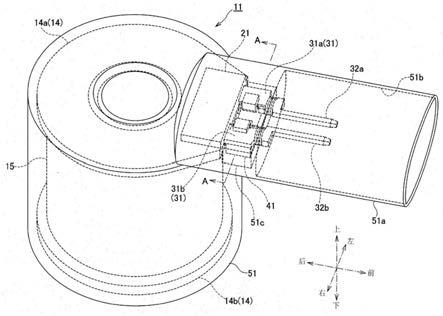
30.图1是表示本发明的一个实施方式涉及的树脂模制电磁线圈的立体图。
31.图2是表示上述实施方式涉及的电磁线圈的绕线架、连接端子以及二极管的位置关系的分解立体图。
32.图3是表示上述实施方式涉及的电磁线圈的制造工序(连接端子安装于绕线架的状态)的立体图。
33.图4是表示上述实施方式涉及的电磁线圈的制造工序(将磁线卷绕于绕线架并进行了与连接端子连接的状态)的立体图。
34.图5是表示上述实施方式涉及的电磁线圈的制造工序(由模制树脂覆盖后的状态)的立体图。
35.图6是表示上述实施方式涉及的电磁线圈的制造工序(由模制树脂覆盖后的状态)的仰视图。
36.图7是表示上述实施方式涉及的电磁线圈的制造工序(由模制树脂覆盖后的状态)的剖视图(图6的a-a向视图)。
37.图8是表示上述实施方式涉及的电磁线圈的制造工序(安装了二极管的状态)的仰视图。
38.图9是表示上述实施方式涉及的电磁线圈的制造工序(安装了二极管的状态)的剖视图(图8的a-a向视图)。
39.图10是表示上述实施方式涉及的电磁线圈的制造工序(将二极管安装孔密封后的状态)的仰视图。
40.图11是表示上述实施方式涉及的电磁线圈的制造工序(将二极管安装孔密封后的状态)的剖视图(图10的a-a向视图)。
41.图12是表示上述实施方式涉及的电磁线圈的二极管安装孔的另一构成例的仰视图。
42.图13是表示上述实施方式涉及的电磁线圈的二极管安装孔的另一构成例的剖视图(图12的a-a向视图)。
43.图14是表示上述实施方式涉及的电磁线圈的二极管安装孔的另一构成例的剖视图(图12的d-d向视图)。
具体实施方式
44.如图1至图11所示,本发明的一个实施方式涉及的树脂模制电磁线圈11通过模制树脂51覆盖线圈主体和一对连接端子31(31a、31b)而成,该线圈主体供磁线15卷绕于绕线架12,该一对连接端子31(31a、31b)将线圈主体与外部电路(外部装置)连接以向磁线15供给电力。另外,该树脂模制电磁线圈11具备并联地连接于两连接端子31之间的飞轮二极管41。另外,本发明的树脂模制电磁线圈11当然也能够适当地用作电磁阀的电磁线圈。
45.另外,如后文详述那样,上述二极管41在进行模制后穿过二极管安装孔51c而连接于连接端子31a、31b间。另外,在各图中显示表示前后方向、左右方向以及上下方向的彼此正交的二维或三维坐标,以下的说明基于这些方向来进行。另外,有时分别将上下方向称为垂直方向,将包含前后方向和左右方向的、与该垂直方向正交的方向称为水平方向。
46.绕线架12由圆筒状的筒状部13和设置于筒状部13的两端的一对凸缘14构成。另外,该一对凸缘14由从筒状部13的上端部向周围水平地伸出的第一凸缘14a和从筒状部13的下端部向周围水平地伸出的第二凸缘14b构成。另外,在第一凸缘14a的上表面前缘部形成有用于设置连接端子31的端子安装部21。
47.设置于端子安装部21的一对连接端子31,即作为该连接端子31中一方的连接端子的第一端子31a和作为另一方的连接端子的第二端子31b都由导电性材料构成,并被设置为在左右方向上隔开恒定的间隔彼此平行且水平地向前方延伸。
48.另外,在各连接端子31a、31b的顶端部(前端部)具备与外部电路(未图示)进行电连接的外部连接部32a、32b。另外,各连接端子31a、31b的基端部(后端部)形成用于在端子安装部21固定该连接端子31a、31b的支承部36a、36b。进而,将位于顶端部(外部连接部32a、32b)与基端部(支承部36a、36b)之间的各端子31a、31b的中间部作为用于连接磁线15的线连接部33a、33b,并且将各端子31a、31b的中间部的下表面作为连接二极管的二极管连接部37a、37b。
49.为了能够与外部电路电连接,连接端子顶端的外部连接部32a、32b水平地突出到后述的连接器嵌合部51a的内部空间51b内。
50.在连接端子中间的线连接部33a、33b形成缩窄部34,并且具备突片35。该缩窄部34的宽度变窄以能够缠绕(卷绕)磁线15,该突片35能够夹着磁线15的端部(始端部15a或终端部15b)。突片35通过向下方弯折从而能够将线15的端部夹在该突片35与线连接部33a、33b的上表面之间。
51.一方面,各连接端子中间部的下表面为水平地扩展的平坦的面(水平面),能够利用该水平面(二极管连接部37a、37b)来连接表面安装型的飞轮二极管41的端子电极41a、41b。
52.连接端子基端的支承部36a、36b与所述线连接部33a、33b以及二极管连接部37a、37b连续而形成为水平地扩展的平板状。这些支承部36a、36b能够分别压入(插入)后述的端
子支承孔22a、22b,由此能够使各连接端子31a、31b支承于端子安装部21。
53.另一方面,在第一凸缘14a的上表面前缘部形成的端子安装部21在前表面具有能够供第一端子31a的支承部36a压入的端子支承孔(第一端子支承孔)22a和能够供第二端子31b的支承部36b压入的端子支承孔(第二端子支承孔)22b。
54.上述线圈主体(绕线架12和线15)以及连接端子31a、31b(外部连接部32a、32b除外)被模制树脂覆盖,但在该模制时,连接器嵌合部51a也同时一体成型。该连接器嵌合部51a被设置为能够通过从第一凸缘14a的端子安装部21向前方水平地延伸的筒状的部分进行与外部装置的连接,因此,该连接器嵌合部51a被设置为具有与进行该连接的外部装置的规格相适合的外形形状。
55.另外,为了通过模制树脂覆盖并密封连接端子31a、31b与线15的连接部,连接器嵌合部51a的后端部被设置为实心(被该树脂填充)的结构。另一方面,为了使连接端子31a、31b的外部连接部32a、32b露出而能够与外部装置电连接,连接器嵌合部51a的前端部被设置为中空(具有内部空间51b)的结构。
56.但是,在上述连接器嵌合部51a的后端部的下表面部预先形成二极管安装孔51c,以能够在模制后将二极管41安装到连接端子31a、31b间(参照图1、图5、图6以及图7等)。该二极管安装孔51c是从连接器嵌合部51a的后端部的下表面通到两连接端子31a、31b的中间部下表面的二极管连接部37a、37b的孔,通过该二极管安装孔51c,能够使二极管41的端子电极41a、41b分别与二极管连接部37a、37b连接(参照图8和图9等)。
57.该二极管安装孔51c在连接二极管41之后通过填充例如环氧树脂那样的密封树脂51d来封闭(参照图10和图11)。
58.另外,该二极管安装孔51c只要是能够与二极管连接部37a、37b连通并在模制后将二极管41与连接端子31a、31b间连接即可,因此形状没有限制。例如,容纳二极管41的内部空间的周围不一定要被完全包围,如图12~图14所示,也可以是两端开放的槽状结构。
59.以下叙述本实施方式涉及的电磁线圈的制造工序。
60.(1)连接端子向绕线架的安装(参照图2~图3)
61.通过将各连接端子31a、31b的支承部36a、36b压入第一凸缘14a上表面的端子安装部21的各端子支承孔22a、22b,由此将第一端子31a和第二端子31b固定于绕线架12的第一凸缘14a。
62.(2)磁线向绕线架的卷装以及与连接端子的连接(参照图4)
63.通过将从卷线机(未图示)的线供给卷轴引出的磁线15的始端部15a卷绕于第一端子31a的缩窄部34来卡止。在该状态下使绕线架12旋转,使线15在筒状部13的外周面卷绕多层。
64.另外,在该情况下,连接端子31a、31b不会妨碍线15的卷绕作业,能够高效率地进行作业。端子安装部21在第一凸缘14a的上表面,连接端子31a、31b与第一凸缘14a的上表面平行地水平延伸,避开从自动卷线机卷绕于绕线架12的线15的通路地配置连接端子31a、31b,这是因为在连接端子31a、31b也没有安装二极管41。
65.在线15向筒状部13的卷绕作业结束之后,将线15的终端部15b卷绕于第二端子31b的缩窄部34来卡止。
66.然后,将第一端子31a的突片35弯折,将线15的始端部15a夹入该突片35与端子中
间部(线连接部33a)之间,通过熔焊机的电极(未图示)从上下夹着它们来进行加压而使它们紧密接触,通过进行通电来熔化线15的绝缘膜,将线15的始端部15a与第一端子31a熔焊来进行电连接。同样,将第二端子31b的突片35弯折,将线15的终端部15b夹入该突片35与端子中间部之间,通过熔焊机的电极(未图示)从上下夹着它们来进行加压而使它们紧密接触,通过进行通电来熔化线15的绝缘膜,将线15的终端部15b与第二端子31b熔焊来进行电连接。
67.(3)模制(参照图5~图7)
68.将线圈整体设置于模具内,将模制树脂注射并填充在线圈主体的周围。与此同时,连接器嵌合部51a也一体成型。另外,连接器嵌合部51a的后端部下表面的二极管安装孔51c也同时形成。另外,连接器嵌合部51a的顶端部的内部空间51b、连接器嵌合部后端部的二极管安装孔51c只要配置模具镶块来形成即可。作为模制树脂,例如能够优选使用pps(聚苯硫醚)。
69.(4)线的检查
70.进行卷绕于绕线架12的线15的绝缘膜有无损伤的检查。检查通过层间短路试验进行,仅对在该检查中没有发现问题的合格品实施下个工序及之后的工序从而成为完成品。另外,在该检查时,线15、线15与连接端子31a、31b的连接部被模制树脂覆盖,成为与产品的完成时相同的状态,另一方面,由于二极管41尚未被连接,因此,能够进行不受二极管41的影响的高精度的检查,能够更可靠地发现缺陷品。
71.(5)二极管的安装(参照图5、图8、图9)
72.将二极管41安装到在二极管安装孔51c的上表面露出的两连接端子31a、31b的二极管连接部37a、37b之间(参照各图的箭头c)。即,将二极管41的各端子电极41a、41b分别通过钎焊来与各二极管安装部37a、37b连接。此时,根据本实施方式,由于在连接端子中间部底面的比较宽的平面即二极管安装部37a、37b进行钎焊,因此能够提高二极管41的电连接的可靠性。
73.(6)二极管安装孔的密封
74.向安装二极管41之后的二极管安装孔51c填充环氧树脂51d,并堵塞二极管安装孔51c。由此,二极管41和连接端子31a、31b的二极管连接部37a、37b被密封,能够防止水分、异物从二极管安装孔51c侵入。
75.符号说明
76.11 树脂模制电磁线圈
77.12 绕线架
78.13 筒状部
79.14 凸缘
80.14a 第一凸缘
81.14b 第二凸缘
82.15 磁线
83.21 端子安装部
84.22a、22b 端子支承孔
85.31 连接端子
86.31a 第一端子
87.31b 第二端子
88.32a、32b 外部连接部
89.33a、33b 线连接部
90.34 缩窄部
91.35 突片
92.36a、36b 支承部
93.37a、37b 二极管连接部
94.41 飞轮二极管
95.41a、41b 二极管的端子电极
96.51 模制树脂
97.51a 连接器嵌合部
98.51b 连接器嵌合部的内部空间
99.51c 二极管安装孔
100.51d 密封树脂(环氧树脂)
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1