电池、薄膜的制造方法及电池的制造方法与流程
1.本发明涉及电池、薄膜的制造方法及电池的制造方法。
背景技术:
2.近年来,开发了非水电解液二次电池,特别是锂离子二次电池。锂离子二次电池具备具有正极、负极和隔膜的电池元件。正极和负极被隔膜隔开。电池元件被薄膜包裹。
3.专利文献1中记载了薄膜的一例。在该薄膜中,为了在利用薄膜包覆大型的电池元件时避免在薄膜上产生褶皱,在薄膜上设置有用于覆盖电池元件的一侧的一个凹部和用于覆盖电池元件的该一侧的相反侧的另一侧的另一个凹部。这2个凹部通过在冲模与2个冲头之间配置薄膜并将2个冲头压入冲模而形成。在将2个冲头压入冲模时,在2个冲头之间,薄膜在薄膜的厚度方向上被筋(
ビード
)和冲模夹持。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2004-71301号公报
技术实现要素:
7.发明所要解决的课题
8.如专利文献1所记载的那样,有时在薄膜上形成2个凹部。例如在专利文献1中,如上所述,在通过隔着薄膜将2个冲头压入冲模而在薄膜上形成2个凹部时,在2个冲头之间,在薄膜的厚度方向上从薄膜的两侧对薄膜施加力。然而,本发明人发现,该方法有可能会对薄膜的耐断裂性造成影响。
9.本发明的目的的一例在于提高薄膜的耐断裂性。根据本说明书的记载,本发明的其他目的将变得清楚。
10.用于解决课题的方案
11.本发明的一个方式是一种电池,其具备电池元件和薄膜,上述电池元件具有正极、负极和隔膜,上述薄膜具有覆盖上述电池元件的一侧的第一收容部和覆盖上述电池元件的上述一侧的相反侧的另一侧的第二收容部,在上述薄膜中的从上述第一收容部和上述第二收容部中的一方朝向另一方折回的部分设置有凹部,上述凹部朝向上述电池元件凹陷,且沿着与上述电池元件中的从上述一方侧朝向上述另一方侧的方向正交的一个方向延伸。
12.本发明的另一方式是一种薄膜的制造方法,包括如下工序:在具有第一开口和第二开口的第一模具与具有第一模块和第二模块的第二模具之间配置薄膜,通过使上述第二模具的上述第一模块进入上述第一模具的上述第一开口而在上述薄膜上形成第一收容部,通过使上述第二模具的上述第二模块进入上述第一模具的上述第二开口而在上述薄膜上形成第二收容部,
13.其中,上述第一模块具有突出部,该突出部位于上述第一开口与上述第二开口之间,前端朝向该前端的前方弯曲成凸状,
14.形成上述第一收容部及上述第二收容部的工序具有:不从上述第一模具的上述突出部的相反侧对上述薄膜施加按压而使上述薄膜与上述第一模具的上述突出部的上述前端接触的工序。
15.本发明的又一方式是一种电池的制造方法,包括上述方式的薄膜的制造方法和如下工序,即:将上述薄膜从上述第一收容部和上述第二收容部中的一方朝向另一方折回,利用上述薄膜的上述第一收容部覆盖具有正极、负极和隔膜的电池元件的一侧,并且利用上述薄膜的上述第二收容部覆盖上述电池元件的上述一侧的相反侧的另一侧。
16.发明效果
17.根据本发明的上述方式,能够提高薄膜的耐断裂性。
附图说明
18.图1是实施方式涉及的电池的俯视图。
19.图2是图1所示的电池的侧视图。
20.图3是图1的a-a
′
截面图。
21.图4是图1至图3所示的电池元件的一例的分解立体图。
22.图5是制造(加工)使用图1至图4说明的电池的薄膜的装置的俯视图。
23.图6是图5的b-b
′
截面图。
24.图7是图6中由虚线包围的区域α的放大图。
25.图8是用于说明利用由图5至图7所示的装置制造(加工)的薄膜包裹电池元件的方法(即,电池的制造方法)的一例的图。
26.图9是用于说明比较例的薄膜的制造(加工)方法的图。
27.图10是用于说明测定了薄膜的厚度的位置的图。
具体实施方式
28.以下,使用附图对本发明的实施方式进行说明。需说明的是,在所有附图中,对相同的构成要素标注相同的附图标记,并适当省略说明。
29.在本说明书中,“第一”、“第二”、“第三”等序数词只要没有特别说明,则仅是为了区分标注了同样名称的构成而标注的,并不意味着构成的特定特征(例如,顺序或重要度)。
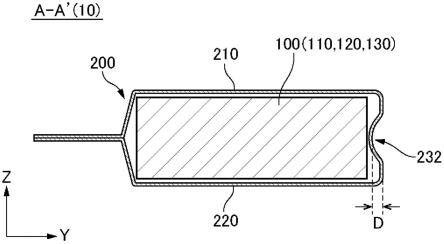
30.图1是实施方式的电池10的俯视图。图2是图1所示的电池10的侧视图。图3是图1的a-a
′
截面图。图4是图1至图3所示的电池元件100的一例的分解立体图。
31.在图1至图4中,第一方向x是电池10(电池元件100)的长度方向。第一方向x的正方向(由表示第一方向x的箭头表示的方向)是从后述的第二引线122朝向后述的第一引线112的方向。第一方向x的负方向(由表示第一方向x的箭头所示的方向的相反方向)是从第一引线112朝向第二引线122的方向。第二方向y是与第一方向x相交的方向,具体而言,是与第一方向x正交的方向,是电池10(电池元件100)的宽度方向。第二方向y的正方向(由表示第二方向y的箭头表示的方向)是从第一方向x的正方向观察电池10时电池10的右方向。第二方向y的负方向(由表示第二方向y的箭头表示的方向的相反方向)是从第一方向x的正方向观察电池10时电池10的左方向。第三方向z是与第一方向x以及第二方向y双方相交的方向,具体而言,是与第一方向x以及第二方向y双方正交的方向,是电池10(电池元件100)的厚度
(高度)方向。第三方向z的正方向(由表示第三方向z的箭头表示的方向)是电池10的上方向。第三方向z的负方向(由表示第三方向z的箭头表示的方向的相反方向)是电池10的下方向。
32.在本实施方式中,电池10是锂离子二次电池。但是,电池10也可以是与锂离子二次电池不同的电池。
33.使用图3对电池10的概要进行说明。电池10包括电池元件100和薄膜200。电池元件100具有正极110、负极120和隔膜130。薄膜200具有第一收容部210、第二收容部220。第一收容部210覆盖电池元件100的一侧(第三方向z的正方向侧)。第二收容部220覆盖电池元件100的上述一侧的相反侧的另一侧(第三方向z的负方向侧)。在薄膜200中的从第一收容部210和第二收容部220中的一方朝向另一方折回的部分形成有凹部232。凹部232朝向电池元件100(朝向第二方向y的负方向)凹陷。另外,凹部232沿着与电池元件100中的从上述一侧朝向上述另一侧的方向(第三方向z的负方向)正交的一个方向(第一方向x(例如,图1或图2))延伸。
34.薄膜200的凹部232通过使用图5至图8的后述方法设置。如后上述,通过使用图5至图8说明的方法制造的薄膜200具有高耐断裂性。
35.使用图1至图4,对电池10的详细情况进行说明。
36.电池元件100具有多个正极110、多个负极120和多个隔膜130。如图4所示,在本实施方式中,多个正极110和多个负极120以在相邻的正极110和负极120之间配置隔膜130的方式沿着第三方向z交替地排列。即,电池元件100成为具有相互层叠的多个正极110、多个负极120和多个隔膜130的层叠体。但是,电池元件100的结构并不限定于此。例如,隔膜130也可以以在第二方向y上的正极110或负极120的外侧沿着第二方向y折回,并且通过相邻的正极110与负极120之间的方式反复折叠地延伸。或者,电池元件100也可以具有仅1个正极110、仅1个负极120和仅1个隔膜130。或者,也可以将至少1个正极110、至少1个负极120和至少1个隔膜130卷绕。
37.正极110和负极120分别与第一引线112和第二引线122连接。如图1和图2所示,在本实施方式中,第一引线112和第二引线122在第一方向x上相互位于相反侧。然而,第一引线112以及第二引线122也可以在第一方向x上位于彼此相同的一侧(例如,第一方向x的正方向侧或者第一方向x的负方向侧)。
38.薄膜200将电池元件100与电解液(未图示)一起容纳。即,薄膜200作为外包装材料发挥功能。
39.薄膜200例如具有热熔接性树脂层和阻隔层,例如可以为包含热熔接性树脂层和阻隔层的层叠膜。形成热熔接性树脂层的树脂材料例如可以为聚乙烯(pe)、聚丙烯、尼龙、聚对苯二甲酸乙二醇酯(pet)等。阻隔层例如具有防止电解液漏出或来自外部的水分侵入这样的阻隔性,例如可以为由不锈钢(sus)箔、铝箔、铝合金箔、铜箔、钛箔等金属形成的阻隔层。
40.薄膜200从电池元件100的上表面(第三方向z的正方向侧的面)和电池元件100的下表面(第三方向z的负方向侧的面)中的一方向另一方,在电池元件100的右侧(第二方向y的正方向侧)折回。在薄膜200的折回部分中的覆盖电池元件100的右侧面(第二方向y的正方向侧的面)的部分形成有凹部232。在比电池元件100的前表面(第一方向x的正方向侧的
面)靠前侧(第一方向x的正方向侧)的区域,薄膜200以在第三方向z上夹着第一引线112的方式折回。另外,在该区域中,薄膜200的折痕(薄膜200的第二方向y的正方向侧的端部)比电池元件100的右侧面(第二方向y的正方向侧的面)向右侧(第二方向y的正方向侧)伸出。在比电池元件100的后表面(第一方向x的负方向侧的面)靠后侧(第一方向x的负方向侧)的区域中,薄膜200以在第三方向z上夹着第二引线122的方式折回。另外,在该区域中,薄膜200的折痕(薄膜200的第二方向y的正方向侧的端部)比电池元件100的右侧面(第二方向y的正方向侧的面)向右侧(第二方向y的正方向侧)伸出。
41.在比薄膜200的折回部分(薄膜200的第二方向y的正方向侧的端部)靠左侧(第二方向y的负方向侧)的区域中,薄膜200的一部分(覆盖电池元件100的上表面(第三方向z的正方向侧的面)的部分及其周围的部分)与薄膜200的另一部分(覆盖电池元件100的下表面(第三方向z的负方向侧的面)的部分及其周围的部分)在第三方向z上重合。从第三方向z观察,除了包围电池元件100的区域中的与第一引线112或第二引线122重叠的部分以外,薄膜200的该一部分与薄膜200的该另一部分例如通过熔敷而贴合。由此,电池元件100被薄膜200密封。
42.如图3所示,凹部232朝向电池元件100(朝向第二方向y的负方向)弯曲成凸形。凹部232的弯曲形状由后述的突出部316的前端的弯曲形状决定。另外,凹部232具有深度d。凹部232的深度d是:薄膜200中的覆盖电池元件100的右侧面(第二方向y的正方向侧的面)且朝向电池元件100的右侧(第二方向y的正方向侧)最突出的部分与薄膜200中的覆盖电池元件100的右侧面(第二方向y的正方向侧的面)且朝向电池元件100侧(第二方向y的负方向侧)最凹陷的部分之间的、在第二方向y上的距离。
43.如图2所示,从电池10的右侧(第二方向y的正方向侧)观察,凹部232从电池元件100的前表面(第一方向x的正方向侧的面)或其附近与电池元件100的后表面(第一方向x的负方向侧的面)或其附近之间的一方到另一方沿着第一方向x连续地延伸。凹部232的深度d在第一方向x上随着远离电池元件100的中心而变浅。这是因为,在电池元件100的前侧(第一方向x的正方向侧)以及后侧(第一方向x的负方向侧),薄膜200的折痕(薄膜200的第二方向y的正方向侧的端部)比电池元件100的右侧面(第二方向y的正方向侧的面)更朝向右侧(第二方向y的正方向侧)伸出,由此薄膜200中的覆盖电池元件100的右侧面(第二方向y的正方向侧的面)的部分被朝向第二方向y的正方向拉伸。
44.图5是使用图1至图4说明的制造(加工)电池10的薄膜200的装置300的俯视图。图6是图5的b-b
′
截面图。图7是图6中由虚线包围的区域α的放大图。
45.在图5至图7中,第四方向p是后述的第一模块322以及第二模块324各自的长度方向。从后述的第五方向q的负方向观察,第四方向p的正方向(由表示第四方向p的箭头表示的方向)是第一模块322以及第二模块324各自的右方向。从后述的第五方向q的负方向观察,第四方向p的负方向(由表示第四方向p的箭头表示的方向的相反方向)是第一模块322以及第二模块324各自的左方向。第五方向q是与第四方向p相交的方向,具体而言是与第四方向p正交的方向,是第一模块322以及第二模块324各自的宽度方向。第五方向q的正方向(由表示第五方向q的箭头表示的方向)是从第二模块324朝向第一模块322的方向。第五方向q的负方向(由表示第五方向q的箭头表示的方向的相反方向)是从第一模块322朝向第二模块324的方向。第六方向r是与第四方向p和第五方向q双方正交的方向,具体而言,是与第
四方向p和第五方向q双方正交的方向,是第一模块322以及第二模块324的厚度(高度)方向。第六方向r的正方向(由表示第六方向r的箭头表示的方向)是从后述的第一模具310朝向第二模具320的方向(上方向)。第六方向r的负方向(由表示第六方向r的箭头表示的方向的相反方向)是从第二模具320朝向第一模具310的方向(下方向)。
46.使用图5至图7,对薄膜200的制造(加工)方法的一例的概要进行说明。薄膜200使用装置300来制造。装置300具备第一模具310和第二模具320。第一模具310具有第一开口312、第二开口314以及突出部316。突出部316位于第一开口312与第二开口314之间。突出部316的前端(上端)(第六方向r的正方向侧的端)朝向突出部316的该前端的前方(上方)(第六方向r的正方向)弯曲成凸状。第二模具320具有第一模块322和第二模块324。薄膜200的制造(加工)方法具备如下工序:在第一模具310与第二模具320之间配置薄膜200,通过使第二模具320的第一模块322进入第一模具310的第一开口312而在薄膜200形成第一收容部210(第一凹部),通过使第二模具320的第二模块324进入第一模具310的第二开口314而在薄膜200形成第二收容部220(第二凹部)。形成第一收容部210及第二收容部220的工序具有不从第一模具310的突出部316的相反侧(突出部316的上侧,即突出部316的第六方向r的正方向侧)对薄膜200施加按压而使薄膜200与第一模具310的突出部316的上述前端接触的工序。
47.使用图5至图7,对薄膜200的制造(加工)方法的详细情况进行说明。
48.在图5至图7中,第一模具310为冲模,第一模块322及第二模块324分别为冲头。
49.首先,将薄膜200以与第一模具310的第一开口312和第二开口314这两者重叠的方式配置在第一模具310上。
50.接着,利用第三模块330(例如,止动件)将薄膜200中的位于第一模具310的第一开口312和第二开口314这两者的周围的部分朝向第一模具310按压。由此,薄膜200相对于第一模具310被固定。
51.接着,使第二模具320的第一模块322和第二模块324从上方(第六方向r的正方向)朝向下方(第六方向r的负方向)移动,分别进入第一模具310的第一开口312和第二开口314。此时,使第一模块322移动至第一模块322的下表面(第六方向r的负方向侧的面)到达比突出部316的上端(第六方向r的正方向侧的端)靠下侧(第六方向r的负方向侧)的位置为止。同样地,使第二模块324移动至第二模块324的下表面(第六方向r的负方向侧的面)到达比突出部316的上端(第六方向r的正方向侧的端)靠下侧(第六方向r的负方向侧)的位置为止。由此,在第六方向r上与第一模块322和第二模块324重叠的区域中,在薄膜200上分别形成第一收容部210及第二收容部220。另外,在第一模块322与第二模块324之间,薄膜200沿着突出部316的前端(上端)(第六方向r的正方向侧的端部)的弯曲被拉伸,在薄膜200形成凹部232。并且,在薄膜200沿着突出部316的前端(上端)(第六方向r的正方向侧的端部)的弯曲被拉伸的期间,薄膜200并没有被止动件等按压部件从突出部316的相反侧(突出部316的上侧,即突出部316的第六方向r的正方向侧)按压。
52.假设在突出部316的前端(上端)不弯曲而具有角的情况下(例如,突出部316的上表面是与第五方向q平行的平坦面,在突出部316的该平坦面与突出部316的第五方向q的两侧的侧面之间形成有棱角的情况下,或者突出部316的前端(上端)呈三角形状突出的情况下),力有可能局部地集中于薄膜200中的与突出部316的该棱角接触的部分。在该情况下,
薄膜200的该部分的厚度可能局部变薄。因此,薄膜200的该部分的耐断裂性可能局部地恶化。与此相对,在本实施方式中,沿着突出部316的前端(上端)(第六方向r的正方向侧的端部)的弯曲对薄膜200施加大致一样的力。因此,能够抑制薄膜200中的设置有凹部232的部分的耐断裂性的降低。
53.假设在薄膜200沿着突出部316的前端(上端)(第六方向r的正方向侧的端部)的弯曲被拉伸的期间,薄膜200从突出部316的相反侧(突出部316的上侧,即突出部316的第六方向r的正方向侧)被止动件等按压部件按压的情况下,薄膜200中的与突出部316以及按压部件双方接触的部分的厚度可能局部变薄。因此,薄膜200的该部分的耐断裂性可能局部地恶化。与此相对,在本实施方式中,在薄膜200沿着突出部316的前端(上端)(第六方向r的正方向侧的端部)的弯曲被拉伸的期间,薄膜200并没有被止动件等按压部件从突出部316的相反侧(突出部316的上侧,即突出部316的第六方向r的正方向侧)按压。因此,能够抑制薄膜200中的设置有凹部232的部分的耐断裂性的降低。
54.从第四方向p观察,突出部316的前端(上端)(第六方向r的正方向侧的端)例如也可以弯曲成圆弧状。在该情况下,该圆弧的直径可以与突出部316的第五方向q上的宽度实质上相等,例如,也可以为突出部316的第五方向q上的宽度的90%以上且110%以下。或者,从第四方向p观察,突出部316的前端(上端)(第六方向r的正方向侧的端)也可以弯曲成抛物线状。
55.第一模块322具有第一弯曲面322a。第一模块322的第一弯曲面322a从第一模块322中的与薄膜200对置(接触)的面(第一模块322的下表面,即第六方向r的负方向侧的面)和第一模块322中的与第二模块324对置的面(第一模块322的侧面,即第五方向q的负方向侧的面)中的一方朝向另一方弯曲。因此,与第一模块322的上述下表面(第六方向r的负方向侧的面)与上述侧面(第五方向q的负方向侧的面)之间的角例如为直角的情况相比,能够沿着第一模块322的上述下表面(第六方向r的负方向侧的面)与上述侧面(第五方向q的负方向侧的面)之间的弯曲对薄膜200同样地施加力。因此,能够抑制薄膜200中的与第一模块322的上述下表面(第六方向r的负方向侧的面)和上述侧面(第五方向q的负方向侧的面)之间的弯曲接触的部分的耐断裂性的降低。
56.第二模块324具有第二弯曲面324a。第二模块324的第二弯曲面324a从第二模块324中的与薄膜200对置(接触)的面(第二模块324的下表面,即第六方向r的负方向侧的面)和第二模块324中的与第一模块322对置的面(第二模块324的侧面,即第五方向q的正方向侧的面)中的一方朝向另一方弯曲。因此,与第二模块324的上述下表面(第六方向r的负方向侧的面)与上述侧面(第五方向q的正方向侧的面)之间的角例如为直角的情况相比,能够沿着第二模块324的上述下表面(第六方向r的负方向侧的面)与上述侧面(第五方向q的正方向侧的面)之间的弯曲对薄膜200同样地施加力。因此,能够抑制薄膜200中的与第二模块324的上述下表面(第六方向r的负方向侧的面)和上述侧面(第五方向q的正方向侧的面)之间的弯曲接触的部分的耐断裂性的降低。
57.在本实施方式中,设置有第一弯曲面322a和第二弯曲面324a双方。然而,也可以仅设置第一弯曲面322a和第二弯曲面324a中的一方。或者,也可以不设置第一弯曲面322a和第二弯曲面324a。
58.在本实施方式中,在薄膜200形成第一收容部210的期间,薄膜200并没有从第一模
块322的相反侧(第一模块322的下侧,即第一模块322的第六方向r的负方向侧)受到按压。即,在薄膜200上形成第一收容部210的期间,薄膜200不与第一模具310中的与第一模块322相对的面接触。然而,在薄膜200形成第一收容部210时,薄膜200也可以从第一模块322的相反侧(第一模块322的下侧,即第一模块322的第六方向r的负方向侧)受到按压。例如,在薄膜200上形成第一收容部210时,薄膜200可以与第一模具310中的与第一模块322相对的面接触。对于第二收容部220的形成也是同样的。
59.薄膜200的制造方法(加工方法)并不限定于使用图5至图7说明的例子。例如,也可以将第一模具310配置于薄膜200的上方,将第二模具320配置于薄膜200的下方,从薄膜200的下方朝向上方将第一模块322及第二模块324朝向第一模具310压入,由此形成第一收容部210及第二收容部220。或者,也可以不使第二模具320(第一模块322和第二模块324)相对于第一模具310移动,而使第一模具310相对于第二模具320(第一模块322和第二模块324)移动,从而形成第一收容部210和第二收容部220。
60.图8是用于说明利用由图5至图7所示的装置300制造(加工)的薄膜200包裹电池元件100的方法(即,电池10的制造方法)的一例的图。
61.图8中的第二方向y和第三方向z分别与图1至图4中的第二方向y和第三方向z相同。
62.如图8所示,将薄膜200从第一收容部210及第二收容部220中的一方折回至另一方。由此,利用薄膜200的第一收容部210覆盖电池元件100的一侧(第三方向z的正方向侧),且利用薄膜200的第二收容部220覆盖电池元件100的该一侧的相反侧的另一侧(第三方向z的负方向侧)。此时,通过使用图5至图7说明的方法形成的凹部232残留在电池元件100的右侧面侧(第二方向y的正方向侧)。接着,将在第三方向z上重叠的薄膜200的一部分和薄膜200的另一部分,除了从第三方向z观察包围电池元件100的区域中的与第一引线112或第二引线122重叠的部分以外,例如通过熔敷而相互贴合。这样操作来制造电池10。
63.实施例
64.(实施例)
65.通过使用图5至图7所说明的方法来加工薄膜200。薄膜200的条件如下所述。
66.第四方向p上的长度:30cm
67.第五方向q上的宽度:40cm
68.第六方向r上的厚度:0.15mm
69.材料:铝层压薄膜
70.另外,装置300的条件如下所述。
71.第一开口312和第二开口314各自在第四方向p上的长度:25cm
72.第一开口312和第二开口314各自在第五方向q上的宽度:10cm
73.突出部316在第五方向q上的宽度:0.4cm
74.突出部316的前端(上端)的弯曲:曲率半径0.2cm的圆弧
75.第一模块322和第二模块324各自在第四方向p上的长度:24.8cm
76.第一模块322和第二模块324各自的第五方向q上的宽度:9.8cm
77.(比较例)
78.图9是用于说明比较例的薄膜200的制造(加工)方法的图,与实施方式的图7对应。
图9中的第五方向q以及第六方向r分别与图5至图7中的第五方向q以及第六方向r相同。比较例除了在薄膜200沿着突出部316的前端(上端)(第六方向r的正方向侧的端部)的弯曲被拉伸的期间,从突出部316的相反侧(突出部316的上侧,即突出部316的第六方向r的正方向侧)通过止动件400对薄膜200施加按压这一点以外,与实施例相同。
79.图10是用于说明测定薄膜200的厚度的位置的图。图10中的第四方向p以及第五方向q分别与图5至图7中的第四方向p以及第五方向q相同。
80.在实施例和比较例中制造(加工)的薄膜200中,测定图10中黑圆所示的位置1至位置6的6个位置的厚度(第六方向r的厚度)。位置1至位置6位于第一收容部210与第二收容部220之间的区域的在第五方向q上的中心(即,形成有凹部232的区域的在第五方向q上的中心)。位置1从第一收容部210及第二收容部220在第四方向p的负方向侧的边朝向第四方向p的正方向偏移距离d(2cm)。位置1至位置6按照该顺序从第四方向p的负方向朝向正方向隔开等间隔g(1cm)排列。
81.表1表示在实施例及比较例中分别制造(加工)的薄膜200的位置1至位置6(图10)处的各自的厚度的测定结果的总结。
82.在表1中,“实施例”的行中“r(%)”的列表示在实施例中制造(加工)的薄膜200的位置1至位置6(图10)的各个位置处的、加工后的薄膜200的厚度相对于加工前的薄膜200的厚度的比r。“实施例”的行中“标准偏差”的列表示实施例中的位置1至位置6的比r的标准偏差。“实施例”的行中“平均”的列表示实施例中的位置1至位置6的比r的平均。“实施例”的行中“标准偏差/平均”的列表示实施例中的位置1至位置6的比r的标准偏差相对于平均的比(变异系数)。
83.在表1中,“比较例”的行中“r(%)”的列表示在比较例中制造(加工)的薄膜200的位置1至位置6(图10)的各个位置处的、加工后的薄膜200的厚度相对于加工前的薄膜200的厚度的比r。需要说明的是,在比较例1的位置1,薄膜200断裂,无法测定比r。“比较例”的行中“标准偏差”的列表示比较例中的从位置2到位置6的比r的标准偏差。“比较例”的行中“平均”的列表示比较例中的从位置2到位置6的比r的平均。“比较例”的行中“标准偏差/平均”的列表示实施例中的标准偏差相对于位置2至位置6的比r的平均的比(变异系数)。
84.[表1]
[0085][0086]
根据表1中的实施例以及比较例的各自的结果,在薄膜200沿着突出部316的前端
(上端)(第六方向r的正方向侧的端部)的弯曲被拉伸的期间,在薄膜200未被止动件400从突出部316的相反侧(突出部316的上侧,即突出部316的第六方向r的正方向侧)按压的情况下,可以说薄膜200能够具有高耐断裂性。
[0087]
另外,在薄膜200包围电池元件100时,从电池10的右侧(第二方向y的正方向侧)观察,图10所示的位置1至位置6大致位于从在第一方向x上的电池元件100的端部到在第一方向x上的电池元件100的全长的1/4处为止的范围内。因此,在本实施例中,可以说在从在第一方向x上的电池元件100的端部到在第一方向x上的电池元件100的全长的1/4处为止的范围内,薄膜200中的设置有凹部232的部分的厚度的标准偏差相对于平均值之比为0.0500以下,例如为0.0250以下或0.0100以下。
[0088]
以上,参照附图对本发明的实施方式以及实施例进行了叙述,但这些是本发明的例示,也能够采用上述以外的各种结构。
[0089]
本技术主张以2019年12月3日申请的日本技术特愿2019-218916号为基础的优先权,并将其全部公开并入其中。
[0090]
符号说明
[0091]
10:电池,100:电池元件,110:正极,112:第一导线,120:负极,122:第二导线,130:隔膜,200:薄膜,210:第一收容部,220:第二收容部,232:凹部,300:装置,310:第一模具,312:第一开口,314:第二开口,316:突出部,320:第二模具,322:第一模块,322a:第一弯曲面,324:第二模块,324a:第二弯曲面,330:第三模块,400:止动件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1