晶圆承载装置的制作方法
1.本发明涉及一种半导体晶圆技术领域,特别是一种可以判断晶圆盒种类,再提供充气气体置晶圆盒内的晶圆承载装置。
背景技术:
2.晶圆载运装置(load port)可包括吹净系统,在承载晶圆盒时同时对晶圆盒吹气以清净晶圆盒。晶圆盒有前开式晶圆传送盒(foup,front opening unified pod)和前开式晶圆出货盒(fosb,front opening shipping box)二种型态,然目前的晶圆载运装置无法判断放置于承载盘上的晶圆盒型态,需由人工手动调整,将晶圆盒对准吹净系统的喷嘴,才能进行后续的充气吹净程序。在追求重复工序自动化的目标下,优化现有晶圆载运装置是厂商努力的目标之一。
技术实现要素:
3.本发明的主要目的在于提供一种晶圆承载装置,利用传感器侦测晶圆盒的充气口位置,若是充气口在晶圆盒的底部,则晶圆承载装置上的承载盘不进行旋转,而吹净系统透过承载盘由下往上对在承载盘上的晶圆盒内进行充气;若是传感器在晶圆盒的底部没有侦测到充气口位置,则晶圆承载装置会启动承载盘进行旋转,使得在承载盘上的晶圆盒的前门(front door)的充气口对准于晶圆承载装置的背板上的吹气口,使得吹净系统透过背板及晶圆盒的前门对晶圆盒内进行充气,据此可以藉由传感器来感测晶圆盒种类,来解决现有技术中,不同种类的晶圆盒需要不同设计的晶圆承载装置的技术问题。
4.本发明的另一目的在于提供一种晶圆承载装置,于晶圆承载装置的机台本体上方设置有夹固件,藉由夹固件可以向下夹持并固定晶圆盒,以避免在进行操作时,由于晶圆盒的振动而损坏晶圆盒内的半导体物料。
5.本发明的又一目的在于提供一种晶圆承载装置,于晶圆盒上附有包含有物料货号及物料状态的编码数据的二维条形码或是无线射频卷标具有扫描模块,使得晶圆承载装置可以利扫描模块扫描晶圆盒上的二维条形码或是无线射频标签来得到目前在晶圆承载装置上的晶圆盒内的物料货号及物料进度,以便于后端控制或物流系统追踪在此晶圆盒内的物料的进度及状态。
6.本发明的更一目的在于提供一种晶圆承载装置,其可以同时针对前开式晶圆出货盒(front opening shipping box)及前开式晶圆传送盒(front opening unified pod)两种型态的晶圆盒进行充气操作。
7.根据上述目的,本发明提供一种晶圆承载装置,包括机台本体,至少由承载台及背板所组成,承载台与水平面平行且与背板呈垂直设置,其机台本体还包括:承载台,设置于承载台上用以承载晶圆盒;传感器,用以感测在承载盘上的晶圆盒的多个充气口的所在位置;传感器设置于承载台和背板二者至少之一处,用以感测晶圆盒上的充气口的所在位置;以及吹净系统,设置于机台本体内,具有多个第一吹气口设置于承载盘上及多个第二吹气
口设置于背板上,吹净系统根据传感器感测晶圆盒的多个充气口的所在位置,并透过多个第一吹气口或多个第二吹气口提供洁净气体至晶圆盒内。
8.在本发明较优选的实施例中,其中当传感器感测到晶圆盒的充气口的所在位置在晶圆盒的底部时,则吹净系统经由承载台的第一吹气口提供洁净气体,并由晶圆盒的底部的进入晶圆盒内对晶圆盒内进行充气。
9.在本发明较优选的实施例中,晶圆盒为前开式晶圆出货盒(front opening shipping box)或是前开式晶圆传送盒(front opening unified pod)。
10.在本发明较优选的实施例中,当传感器未感测在晶圆盒的底部具有多个充气口时,则晶圆承载装置将承载盘予以旋转,使得在承载盘上的晶圆盒的前门的多个充气口对应于在背板上的多个第二吹气口,则吹净系统经由在背板上的每一个第二吹气口提供洁净气体,并由晶圆盒的前门进入晶圆盒内对晶圆盒进行充气。
11.在本发明较优选的实施例中,晶圆承载装置还包含夹固件,其中夹固件可以设置于背板上方或是设置在承载盘上,当夹固件设置在背板上方时,夹固件由上往下并朝向晶圆盒的顶部用以夹持并固定晶圆盒;当夹固件设置在承载盘上时,夹固件由下往上朝向晶圆盒的底部用以夹持并固定晶圆盒。
12.在本发明较优选的实施例中,设置在承载台的多个第一吹气口及设置在背板的多个第二吹气口为喷嘴。
13.在本发明较优选的实施例中,于晶圆承载装置上更包含扫描模块用以扫描晶圆盒以得到晶圆盒的编码数据。
14.在本发明较优选的实施例中,编码数据储存在二维条形码或是无线射频辨识标签(radio frequency identification tag)内,且二维条形码或是无线射频辨识卷标配置于晶圆盒上。
15.在本发明较优选的实施例中,编码数据包含晶圆盒的物料货号及在晶圆盒内的物料的进度状态。
附图说明
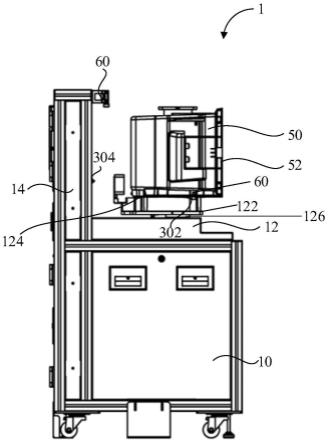
16.图1是根据本发明所披露的技术,表示晶圆承载装置较优选的实施例的截面示意图。
17.图2是根据本发明所披露的技术,表示晶圆承载系统的示意图。
具体实施方式
18.为了使本发明的目的、技术特征及优点,能更为相关技术领域人员所了解,并得以实施本发明,在此配合所附的图式、具体阐明本发明的技术特征与实施方式,并列举较佳实施例进一步说明。以下文中所对照的图式,为表达与本发明特征有关的示意,并未亦不需要依据实际情形完整绘制。而关于本案实施方式的说明中涉及本领域技术人员所熟知的技术内容,亦不再加以陈述。
19.首先,请参考图1。图1表示本发明所披露的晶圆承载装置较优选的实施例的截面示意图。在图1中,晶圆承载装置1,包括机台本体10,机台本体10至少由承载台12及背板14所组成,其中承载台12为水平设置,即与水平面平行,承载台12与背板14呈垂直设置,即承
载台12与背板14呈l型设置。在本发明的实施例中,机台本体10内还包括设置在承载台12上的承载盘122及传感器124,其中承载盘122用以承载晶圆盒50。传感器124用以感测在承载盘122上的晶圆盒50的多个充气口(未在图中表示)的所在位置。另外,在机台本体10内还设置有吹净系统(未在图中表示),其吹净系统具有多个第一吹气口302及多个第二吹气口304,其中多个第一吹气口302设置在承载盘122上,多个第二吹气口304设置在背板14上,吹净系统根据传感器124感测晶圆盒50的充气口(未在图中表示)的所在位置,并且透过第一吹气口302或是第二吹气口304提供洁净气体至晶圆盒50内。另外,于机台本体10的背板14的顶端设有夹固件(clamp)60,此夹固件60由上往下朝下晶圆盒50的顶部来夹持并且固定晶圆盒50。于另一实施例中,夹固件60可以设置在承载盘122上(未在图中表示),夹固件60由下往上朝向晶圆盒50的底部来夹持并固定晶圆盒50。于本发明的实施例中,设置在承载盘122的第一吹气口302及在背板14的第二吹气口304为喷嘴(nozzle),在承载盘122上的晶圆盒50的多个充气口(未在图中表示)亦可以是喷嘴(nozzle)。
20.在此实施例中,当晶圆盒50置放在晶圆承载装置1的承载盘122上之后,设置在承载盘122上的传感器124会感测晶圆盒50的充气口(未在图中表示)的所在位置,当传感器124感测到晶圆盒50的充气口(未在图中表示)的所在位置是在晶圆盒50的底部时,此时吹净系统会开始提供洁净气体,经由承载盘122的第一吹气口302且由晶圆盒50的底部进入晶圆盒50内对晶圆盒50进行充气。于此实施例中,晶圆盒50为前开式晶圆传送盒(foup,front opening unified pod),吹净系统提供洁净气体。
21.于另一较优选的实施例中,当传感器124未感测到在晶圆盒50的底部具有充气口(未在图中表示)时,此时晶圆承载装置1会自动判定晶圆盒50的吹气口在前门(front door)52,此时,晶圆承载装置1会启动旋转模块126将承载盘122予以旋转,使得在承载盘122上的晶圆盒50旋转并前进至定位之后,使得晶圆盒50的前门52面对着背板14,即在晶圆盒的前门52上的多个充气口(未在图中表示)对应于在背板14上的第二吹气口304,此时,吹净系统提供洁净气体经由背板14上的第二吹气口304由晶圆盒50的前门52进入晶圆盒50内,并且对晶圆盒50进行充气。在此实施例中,晶圆盒50为前开式晶圆出货盒(fosb,front opening shipping box)。
22.综上所述,在本发明中,利用传感器124感测晶圆盒50的充气口(未在图中表示)的所在位置,来判断晶圆盒50的种类,传感器124在感测之后,若判断晶圆盒50是前开式晶圆传送盒,则晶圆承载装置1不需要启动旋转模块126,而吹净系统(未在图中表示)可以直接提供洁净气体至晶圆盒50内进行充气。若传感器124在感测之后,判断晶圆盒50是前开式晶圆出货盒,则启动旋转模块126,将在承载盘122上的晶圆盒50予以旋转并前进至定位之后,使得晶圆盒50的前门52面对着背板14,吹净系统提供洁净气体进入晶圆盒50对晶圆盒50进行充气。利用传感器124感测晶圆盒50的充气口的所在位置的优点在于可以不需要利用人工来判断晶圆盒50的种类,也不需要利用人工将晶圆盒50由晶圆承载装置1上取下做调整晶圆盒50的方向再进行充气,可以节省人力,亦可以避免人为操作上的失误造成晶圆盒50的物料毁损。
23.于本发明另一较优选的实施例中,于机台本体10的背板14的顶端还设有夹固件60,此夹固件60由上往下朝向晶圆盒50的顶部方向夹持并固定住晶圆盒50于另一实施例中,夹固件60还可以设置在承载盘122上,由下往上朝向晶圆盒50的底部以下勾式的方式夹
持并固定晶圆盒50。无论是在背板14的顶端的夹固件60或是在承载盘122上的夹固件60都是为了要防止晶圆盒50在充气时,因机台本体的操作而对晶圆盒50产生不必要的振动,以避免晶圆盒50内的对象,例如半导体晶圆片(未在图中表示)由于振动在晶圆盒50内产生碰撞而损坏。
24.因此,于本发明较优选的实施例中,当传感器124感测晶圆盒50的充气口,若判断晶圆盒50是前开式晶圆传送盒,则晶圆承载装置1不需要启动旋转模块126,此时机台本体10会将承载有晶圆盒50的设置在承载盘122上(未在图中表示)的夹固件60,由下往上朝向晶圆盒50的底部来夹持并固定晶圆盒50,接着吹净系统(未在图中表示)透过第一吹气口302,提供洁净气体由晶圆盒50的底部进入晶圆盒50内进行充气。于另一较优选的实施例中,若传感器124在感测之后,判断晶圆盒50是前开式晶圆出货盒,则启动旋转模块126,将在承载盘122上的晶圆盒50予以旋转并前进至定位之后,在承载盘122上的夹固件60由下往上朝晶圆盒50的底部夹持并固定晶圆盒50,使得晶圆盒50的前门52面对着背板14,吹净系统提供洁净气体进入晶圆盒50对晶圆盒50进行充气。
25.于上述实施例是表示单一晶圆承载装置1的型态,基于上述利用传感器124来感测晶圆盒50的充气口的所在位置来判断晶圆盒50的种类的概念,本发明另外提供一种整合性的晶圆承载系统,如图2所示。图2表示整合性的晶圆承载系统的示意图。在图2中,是将图1中的晶圆承载装置1整合成一个晶圆承载系统2,其由至少一个晶圆承载装置1a或1b所组成,每一个晶圆承载装置1a、1b的结构及功能与图1中的晶圆承载装置1相同,在此不多加重复。要说明的是,晶圆承载装置1a、1b可以只针对单一一种晶圆盒50来进行充气,例如晶圆承载装置1a可以是只针对晶圆盒50是前开式晶圆出货盒,晶圆承载装置1b可以是只针对晶圆盒50是前开式晶圆传送盒来进行充气;于另一较优选的实施例,晶圆承载装置1a、1b与图1的晶圆承载装置1相同,都具有传感器(未在图中表示)来感测置放在晶圆承载系统2中的两个晶圆承载装置1a、1b的承载盘122a、122b上的晶圆盒50a、50b的充气口502a、502b的位置、再判断是否不需要旋转晶圆盒50a、50b或需要旋转晶圆盒50a、50b之后,再进行充气。
26.此外,在本发明较优选的实施例中,为了得知目前晶圆盒50内的物料货号及在物料的进度状态,每一个晶圆盒50上都配置有二维条形码(bar code)或是无线射频辨识标签(rfid,radio frequency identification tag)(未在图中表示),上述的物料货号及在物料的进度状态都可以作为编码数据,且储存在二维条形码或是无线射频辨识标签中。因此,当晶圆盒50被放置在晶圆承载装置1(如图1所示)、1a(如图2所示)及/或1b(如图2所示)的承载台122(如图1所示)、122a(如图2所示)及/或122b(如图2所示)上的时候,晶圆承载装置1、1a、1b可以先对晶圆盒50、50a、50b上的二维条形码或是无线射频辨识卷标进行扫描,先取得在此晶圆盒50、50a、50b的物料货号及在晶圆盒50、50a、50b内的物料的进度状态,透过与晶圆承载装置1(如图1所示)或是晶圆承载系统2(如图2所示)联机的后端服务器或是计算机,可以得知在该晶圆盒50、50a、50b内的物料货号及在晶圆盒50、50a、50b内的物料的进度状态,辅助来判断在该晶圆盒50、50a、50b内的物料货号及在晶圆盒50、50a、50b内的物料的进度状态是否需要符合现在的操作流程,另一方面也可以监控每一个晶圆盒50、50a、50b在半导体厂内的进度状态。
27.综上所述,本发明提供了一种可以藉由传感器来感测晶圆盒种类的晶圆承载装置或晶圆承载系统,来解决现有技术中,不同种类的晶圆盒需要不同设计的晶圆承载装置的
技术问题。
28.以上所述仅为本发明之较佳实施例,并非用以限定本发明之权利范围;同时以上的描述,对于相关技术领域之专门人士应可明了及实施,因此其他未脱离本发明所揭示之精神下所完成的等效改变或修饰,均应包含在申请专利范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1