一种低温热电器件及其制备方法
1.本发明涉及热电材料及器件技术领域,特别涉及一种低温热电器件及其制备方法。
背景技术:
2.热电器件的工作原理是基于塞贝克效应(seebeck)或帕尔帖效应(peltier)实现热能和电能之间的直接转换,热电器件具有结构紧凑、性能可靠、运行时无噪音、无磨损、无泄露、移动性好等特点。低温热电器件在冷能发电,如液化天然气(lng)、液氮(ln)等冷能利用,以及低温制冷,如微区冷却、光通信二极管、电荷耦合器件(ccd)的调温系统等方面具有重要的应用前景。利用热电制冷技术,对电子线路中的元器件进行冷却,有助于改善其参数的稳定性,或使信噪比得到改善,从而为提高放大和测量装置的灵敏度和准确度创造了条件。
3.目前商用热电器件使用的热电材料一般为碲化铋材料,其热电性能在室温附近良好,但是在室温以下的低温温区性能较差,不适合用于低温发电和制冷。
4.铋锑(bisb)合金是目前低温(20-300k)下热电性能最好的热电材料之一,是制作低温热电器件的良好选择。目前,与n型铋锑合金配对使用的p型铋锑合金的热电性能较差,市场上还没有基于铋锑热电材料的低温热电器件。
技术实现要素:
5.鉴于此,有必要提供一种适用于室温以下低温温区的低温热电器件,满足冷能发电或低温制冷的需求的低温热电器件。
6.为解决上述问题,本发明采用下述技术方案:
7.一种低温热电器件,包括:相对设置的两个导热基板、设置于任意一所述导热基板上的导流片、间隔设置于所述导流片之间的n型热电元件和p型热电元件及和所述导流片电性连接的电源。
8.在其中一些实施例中,所述导热基板为陶瓷基板。
9.在其中一些实施例中,所述导流片为铜。
10.在其中一些实施例中,所述n型热电元件为低温热电材料bisb,所述p型热电元件为tl2ba2ca2cu3o
10
超导材料。
11.在其中一些实施例中,所述n型热电元件的尺寸为1.2
×1×
5mm3或者2.4
×2×
7mm3,所述p型热电元件的尺寸为1.2
×
0.5
×
5mm3或者2.4
×1×
7mm3。
12.另外,本发明还提供了一种低温热电器件的制备方法,包括下述步骤:
13.提供n型热电元件及p型热电元件;
14.将所述n型热电元件及p型热电元件的两端分别焊接在导流片上;
15.将所述导流片焊接在导热基板上;
16.将所述导流片与电源电性连接。
17.在其中一些实施例中,所述导热基板为陶瓷基板。
18.在其中一些实施例中,所述导流片为铜。
19.在其中一些实施例中,所述n型热电元件为低温热电材料bisb,所述p型热电元件为tl2ba2ca2cu3o
10
超导材料。
20.在其中一些实施例中,所述n型热电元件的尺寸为1.2
×1×
5mm3或者2.4
×2×
7mm3,所述p型热电元件的尺寸为1.2
×
0.5
×
5mm3或2.4
×1×
7mm3。
21.采用上述技术方案,本发明实现的技术效果如下:
22.本发明提供的低温热电器件,在导热基板和热电元件之间表面镀导流片,更易于焊接,并减小了热电元件、导流片和陶瓷基板之间的接触电阻和热阻,使热电器件的制冷温差提高10%以上,可适用于室温以下低温温区的低温热电器件,满足冷能发电或低温制冷的需求。
23.本发明提供的低温热电器件的制备方法,工艺简单,制备得到的低温热电器件体积小、结构紧凑等特点,满足室温以下的低温区(20-300k)冷能发电或热电制冷的需求。
附图说明
24.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
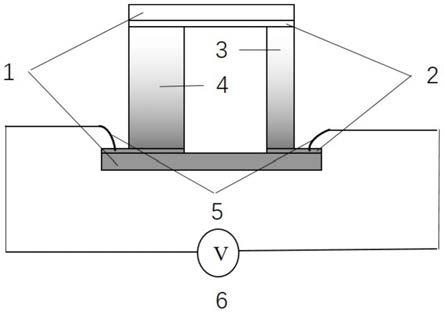
25.图1为本发明实施例提供的低温热电器件示意图。
26.图2为本发明实施例提供的低温热电器件示意图的制备流程图。
27.图3为本发明实施例提供的低温热电器件的制冷温差随电流的变化关系图。
具体实施方式
28.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
29.在本发明的描述中,需要理解的是,术语“上”、“下”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
31.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。
32.请参阅图1,为本发明一实施方式提供的低温热电器件100的结构示意图,包括:相对设置的两个导热基板1、设置于任意一所述导热基板上的导流片2、间隔设置于所述导流
片2之间的p型热电元件3和n型热电元件4及和所述导流片2通过电源线5电性连接的电源6。
33.在其中一些实施例中,所述导热基板1为陶瓷基板。
34.可以理解,实际中并不局限为陶瓷基板,还可以为其他材料基板。
35.在其中一些实施例中,所述导流片2为铜。
36.在其中一些实施例中,所述n型热电元件4为低温热电材料bisb,所述p型热电元件3为tl2ba2ca2cu3o
10
超导材料。
37.可以理解,本实施例提供的低温热电器件的n型热电元件使用n型bisb热电材料,p型热电元件使用tl2ba2ca2cu3o
10
超导材料,本发明利用tl2ba2ca2cu3o
10
超导材料在临界温度点tc(123k)以下具有零电阻、零热电势的特性,整个器件的性能参数和n型热电元件的性能相同,即器件热电优值参数zn-super=zn(n型材料的优值参数)。
38.在其中一些实施例中,所述n型热电元件4的尺寸为1.2
×1×
5mm3或者2.4
×2×
7mm3,所述p型热电元件3的尺寸为1.2
×
0.5
×
5mm3或者2.4
×1×
7mm3。
39.请参阅图2,本发明还提供了一种低温热电器件的制备方法,包括下述步骤:
40.步骤s110:提供n型热电元件及p型热电元件。
41.在其中一些实施例中,所述n型热电元件为低温热电材料bisb,所述p型热电元件为tl2ba2ca2cu3o
10
超导材料。
42.在其中一些实施例中,所述n型热电元件的尺寸为1.2
×1×
5mm3或者2.4
×2×
7mm3,所述p型热电元件的尺寸为1.2
×
0.5
×
5mm3或者2.4
×1×
7mm3。
43.步骤s120:将所述n型热电元件及p型热电元件的两端分别焊接在导流片上。
44.可以理解,本实施例将由n型热电元件和p型热电元件组成热电元件,两端分别用铜焊条焊接在铜导流片上,为了进一步提高焊接性能和导电性能,还可以在热电元件两端镀铜之后再焊接。
45.步骤s130:将所述导流片焊接在导热基板上。
46.可以理解,为了进一步提高焊接性能和导热性能,在导热基板表面镀铜之后再焊接。
47.步骤s140:将所述导流片与电源电性连接。
48.具体地,在所述导流片上焊接电源线,电源线连接电源完成低温热电器件的制备。
49.可以理解,将整个热电器件放入真空密闭装置中,将热电器件的热端固定在真空室底部,与制冷机相连,保证热端温度恒定。为了降低冷端和热端的对流传热,将整个密闭装置抽成真空(《10-5torr)。分别将两个温度计贴在器件的冷端和热端,采集器件冷、热端温度数据。采用lakeshore120电流源采集电流数据,采用keithley2000电压表采集电压数据。
50.请参阅图3所示,为低温热电器件的冷、热端温差同输入电流的变化关系图,其热端温度为90k,在通电过程中热端温度的变化小于0.1k。从图中可以看出当输入电流为5a,最大制冷温差可达到约为5.5k。这比bi2te3基热电器件在该温度下的制冷温差大得多。
51.本发明提供的低温热电器件,在导热基板和热电元件之间表面镀导流片,更易于焊接,并减小了热电元件、导流片和陶瓷基板之间的接触电阻和热阻,使热电器件的制冷温差提高10%以上,可适用于室温以下低温温区的低温热电器件,满足冷能发电或低温制冷的需求。
52.本发明提供的低温热电器件的制备方法,工艺简单,制备得到的低温热电器件体积小、结构紧凑等特点,满足室温以下的低温区(20-300k)冷能发电或热电制冷的需求。
53.以下结合具体实施例对本发明的技术方案进行详细说明。
54.实施例1
55.本实施例1中,一种低温热电器件的制作方法,具体包括如下步骤:
56.将铜导流片和绝缘导热陶瓷基板清洗干净,用铜焊条焊接在一起。将n型bisb热电材料切割成尺寸为1.2
×1×
5mm3的n型热电元件,将tl2ba2ca2cu3o
10
超导材料切割成尺寸为1.2
×
0.5
×
5mm3的p型热电元件。由n型热电元件和p型热电元件组成热电元件,两端分别用铜焊条焊接在铜导流片上,在铜导流片上焊接电源线。将电源线接通电源,通过电源向回路中输入电流。当低温热电器件的热端温度为90k,输入电流为4a时,最大制冷温差为4.5k。
57.实施例2
58.为了使陶瓷基板与铜导流片更好的连接在一起,将绝缘陶瓷基板的表面镀铜。将铜导流片和敷铜陶瓷基板用铜焊条焊接在一起。将n型bisb热电材料切割成尺寸为1.2
×1×
5mm3的n型热电元件,将tl2ba2ca2cu3o
10
超导材料切割成截面尺寸为1.2
×
0.5
×
5mm3的p型热电元件。为了使热电元件更好地与铜导流片连接,在n型热电元件和p型热电元件的两端镀铜,将镀铜的热电元件与铜导流片用铜焊条焊接在一起,这大大降低了界面电阻、提高了焊接性能。在铜导流片上焊接电源线,低温热电器件就做好了。当低温热电器件的热端温度为90k,输入电流为4a时,最大制冷温差为5.0k。
59.实施例3
60.为了使陶瓷基板与铜导流片更好的连接在一起,将绝缘陶瓷基板的表面镀铜。将铜导流片和敷铜陶瓷基板用铜焊条焊接在一起。将n型bisb热电材料切割成尺寸为2.4
×2×
7mm3的n型热电元件,将tl2ba2ca2cu3o
10
超导材料切割成截面尺寸为2.4
×1×
7mm3的p型热电元件。为了使热电元件更好地与铜导流片连接,在n型热电元件和p型热电元件的两端镀铜,将镀铜的热电元件与铜导流片用铜焊条焊接在一起,这大大降低了界面电阻、提高了焊接性能。在铜导流片上焊接电源线,低温热电器件就做好了。当低温热电器件的热端温度为90k,输入电流为3.5a时,最大制冷温差为5k。
61.从本发明实施例1-3的结果可知,陶瓷基板和热电元件表面镀铜,更易于焊接,并减小了热电元件、铜导流片和陶瓷基板之间的接触电阻和热阻,使热电器件的制冷温差提高10%以上。
62.以上仅为本发明的较佳实施例而已,仅具体描述了本发明的技术原理,这些描述只是为了解释本发明的原理,不能以任何方式解释为对本发明保护范围的限制。基于此处解释,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进,及本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其他具体实施方式,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1