一种太阳能电池片氢钝化装置及方法与流程
1.本发明涉及一种晶体硅太阳能电池生产工艺及设备,具体涉及一种太阳能电池片氢钝化装置及方法。
背景技术:
2.氢钝化作为晶硅电池制造中的重要工序,通过钝化晶硅电池内部缺陷,减少复合中心,有效的提升了光伏电池的转换效率,并有效降低晶硅电池的光致衰减及热辅助衰减,提升了光伏系统生命周期内的发电量。随着丝网印刷工序产能的大幅提升及大尺寸电池的应用,对氢钝化设备的产能及工艺稳定性提出了更高的要求。为了提高产能,现有的氢钝化设备需增加更多的腔体以满足量产需求,然而过多的流水线式腔体布局导致不同腔体的环境波动直接影响氢钝化效果;并且在单个腔体出现问题时会直接影响整个设备的正常运行。
3.为此,有必要对太阳能电池钝化工艺及其设备进行改进。
技术实现要素:
4.本发明针对上述问题,提供一种太阳能电池片氢钝化装置,使每个氢钝化腔体可独立地对太阳能电池片进行氢钝化,避免了电池进入不同腔体时工艺条件的波动影响氢钝化效果。本发明的另一方面,还提供一种太阳能电池片氢钝化方法。
5.为此,本发明采用如下技术方案:
6.一种太阳能电池片氢钝化装置,其特征在于:包括至少一个氢钝化腔体,以及,沿着设定的路径输送太阳能电池片的传输装置,所述传输装置包括进料传输带和出料传输带,每一所述的氢钝化腔体均包括依次设置的上料等待位、工艺腔和冷却腔,每一所述上料等待位的末端均与进料传输带连接,每一所述冷却腔的末端均与出料传输带连接。
7.进一步地,在所述上料等待位与进料传输带之间设置有自动换向装置。
8.进一步地,在所述冷却腔与出料传输带之间设置有自动换向装置。
9.进一步地,还包括至少一个冗余的氢钝化腔体,该冗余的氢钝化腔体在其他氢钝化腔体正常运行时空载。
10.进一步地,所述工艺腔为热处理腔,具有加热模块、散热模块和温度控制模块。
11.进一步地,所述工艺腔还包括电注入模块,所述电注入模块可以对太阳能电池片进行电注入。
12.进一步地,所述每一氢钝化腔体包括机架以及依次设置在所述机架上的上料位等待位、工艺腔、冷却腔,所述工艺腔与冷却腔相邻接且可分别形成密闭的空间,工艺腔与冷却腔之间具有活动隔板,在所述活动隔板的两侧、工艺腔与冷却腔的末端分别设置有可开合的门体。
13.进一步地,在所述冷却腔的末端还设置有下料等待位,所述下料等待位的末端设置有自动换向装置。
14.进一步地,所述机架的底部设置若干辊子。
15.本发明的另一方面,还公开一种太阳能电池片氢钝化方法,在上述太阳能电池片氢钝化装置的一个氢钝化腔体完成太阳能电池片的整个氢钝化过程。
16.进一步地,所述氢钝化过程在200-400℃的温度下持续设定的时间完成,进行或不进行电注入。
17.本发明的太阳能电池片氢钝化装置,每个氢钝化腔体独立地对太阳能电池片进行氢钝化,避免了电池进入不同腔体时工艺条件的波动影响氢钝化效果;进一步地,通过冗余设计,确保在某个氢钝化腔体出现问题时,不影响整体装置的运行,保障氢钝化装置的稳定性及氢钝化的最佳效果。
18.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
19.图1为本发明的太阳能电池片氢钝化装置的结构示意图;
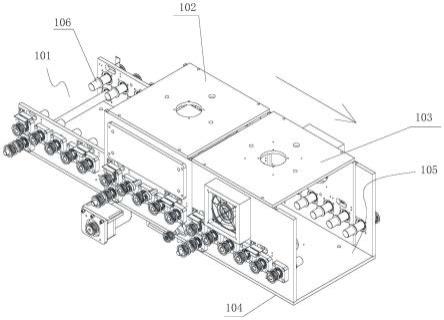
20.图2、图3为本发明的氢钝化腔体的结构示意图;
21.图中,氢钝化腔体100,上料等待位101,工艺腔102,冷却腔103,机架104,下料等待位105,辊子106;
22.传输装置200,进料传输带201,出料传输带202;
23.第一传输路径10,第二传输路径20,第三传输路径30。
具体实施方式
24.为了使本技术领域的人员更好的理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述。
25.本发明中的“太阳能电池片”,指加工中的太阳能电池片,与硅片具有相同的意思。术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
26.实施例1:
27.如图1所示,本实施例提供一种太阳能电池片氢钝化装置,包括至少一个氢钝化腔体100,以及,沿着设定的路径输送太阳能电池片的传输装置200,具体地,所述传输装置包括进料传输带 201和出料传输带202。进料传输带201沿着第一传输路径10运送太阳能电池片,出料传输带202沿着第二传输路径20运送太阳能电池片。
28.每一氢钝化腔体100均包括依次设置的上料等待位101、工艺腔102和冷却腔103。每一氢钝化腔体100沿着第三传输路径 30运送太阳能电池片,图中,以箭头方向示出相应的传输路径。
29.每一所述上料等待位101的末端均与进料传输带201连接,每一所述冷却腔103的
末端均与出料传输带202连接。此处,术语“连接”可以是直接连接,也可以是通过一个或多个中间原件进行的连接。
30.作为一种优选和具体的实施方式,在所述上料等待位101与进料传输带201之间设置有自动换向装置(图中未示出),在所述冷却腔103与出料传输带202之间也设置有自动换向装置。即:上料等待位101与进料传输带201之间,以及,冷却腔103与出料传输带202之间通过自动换向装置连接。自动换向装置在所述氢钝化腔体100上料时,将太阳能电池片由第一传输路径10转换至第三传输路径30;在氢钝化腔体100下料时,将太阳能电池片由第三传输路径30转换至第二传输路径20。
31.为了获得更好的实施效果,本发明还包括至少一个冗余的氢钝化腔体,该冗余的氢钝化腔体在其他氢钝化腔体正常运行时空载。该冗余的氢钝化腔体在结构上与其余的氢钝化腔体完全相同,其在其他氢钝化腔体正常运行时空载并与其他氢钝化腔体处于相同的工艺条件。当在运行过程中,某一氢钝化腔体出现故障时,故障的氢钝化腔体中的太阳能电池片被转移至冗余的氢钝化腔体,或者,冗余的氢钝化腔体重新上料,加载未处理的太阳能电池片,从而保障整个设备的稳定性及产能。
32.作为一种具体的实施方式,所述工艺腔102为热处理腔,具有加热模块、散热模块和温度控制模块。
33.作为一种替代或者优选的方式,所述工艺腔102还包括电注入模块,所述电注入模块可以对太阳能电池片进行电注入。
34.如图2,图3所示,作为一种具体的实施方式,所述每一氢钝化腔体100包括机架104以及依次设置在所述机架上的上料位等待位101、工艺腔102、冷却腔103。工艺腔102与冷却腔104 相邻接且可分别形成密闭的空间,工艺腔与冷却腔之间具有活动隔板,在所述活动隔板的两侧、工艺腔与冷却腔的末端分别设置有可开合的门体(图中门体已被移除)。
35.在所述冷却腔103的末端还可以设置下料等待位105,所述下料等待位105的末端设置有自动换向装置。
36.机架104的底部设置若干个辊子106。太阳能电池片通过料盒进行输送,所述料盒在被运送时沿辊子滚动。
37.在本发明中,每一氢钝化腔体100可单独地完成太阳能电池片的氢钝化过程,即:太阳能电池片在一个氢钝化腔体100即可完成整个氢钝化过程,不需要转换不同的腔室。不同的氢钝化腔体100之间不会互相干扰。
38.本发明的工作过程和工作原理如下:
39.工作过程:
40.步骤一:太阳能电池片装在料盒中,自进料传输带201的起始端被加载至进料传输带201,进料传输带201上、对应每个氢钝化腔体的上料等待位,设置有一个自动换向装置,该自动换向装置将载有太阳能电池片的料盒由第一传输路径10转换至第三传输路径30;
41.步骤二:料盒进入各氢钝化腔体,在工艺腔内,太阳能电池片被按照设定的工艺条件完成工艺处理后,进入冷却腔进行冷却;
42.步骤三:加工完成后,位于冷却腔末端的自动换向装置动作,将太阳能电池片由第三传输路径30转换至第二传输路径20,完成太阳能电池片的下料。
43.本发明中的每一氢钝化腔体的上料和下料,采用自动化控制方式。某一氢钝化腔
体的上料等待位无料盒,则会发出来料信号,由进料传输带201上传输过来的料盒,将被该氢钝化腔体上料等待位处的自动换向装置转换至上料位置,进行上料;当某一冷却腔设定的工艺时间完成,则发出出料信号,由位于该处的自动换向装置转换至下料传输带201,进行下料。
44.可以看出,在本发明中,每一氢钝化腔体100可单独地完成太阳能电池片的氢钝化过程,不需要转换不同的腔室,且不同的氢钝化腔体100之间不会互相干扰。
45.实施例2:
46.本实施例提供一种太阳能电池片氢钝化方法,在上述太阳能电池片氢钝化装置的一个氢钝化腔体完成太阳能电池片的整个氢钝化过程,氢钝化过程在200-400℃的温度下持续设定的时间完成,设定的时间可以是30-180min;氢钝化的过程,可以进行或不进行电注入。上述氢钝化过程中,温度优选200-350℃,持续的时间优选60-120min。
47.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1