基于机械手的双工器调试方法
1.本技术属于双工器调试技术领域,尤其涉及一种基于机械手的双工器调试方法。
背景技术:
2.双工器是异频双工电台,中继台的主要配件,其作用是将发射和接收讯号相隔离,保证接收和发射都能同时正常工作.它是由两组不同频率的阻带滤波器组成,避免本机发射信号传输到接收机。
3.在实际双工器生产过程中,由工人调节双工器上的螺钉,以达到生产规定的波形,由于螺钉多而复杂,人工调节费时费力,且人工调试的精度也低。
技术实现要素:
4.本技术实施例提供一种基于机械手的双工器调试方法,以解决现有的人工调试双工器造成的费时费力调试精度低的问题。
5.本技术实施例提供一种基于机械手的双工器调试方法,所述方法包括:
6.获取双工器上待调试螺钉的螺钉信息,所述螺钉信息包括螺钉坐标、螺钉类型;
7.获取机械手信息,所述机械手信息包括机械手坐标、螺丝刀类型;
8.根据螺钉坐标和机械手坐标,获得机械手的活动路径,并根据活动路径移动机械手至待调试螺钉上方;
9.根据螺钉类型和螺丝刀类型选择相应的螺丝刀,机械手推出所述螺丝刀,螺丝刀旋进所述待调试螺钉;
10.机械手依次调试双工器上的所有待调试螺钉,直至将所述双工器的过滤信号的波形调节至目标波形。
11.可选的,获取双工器上螺钉信息的步骤如下:
12.拍摄双工器表面得到螺钉图像;
13.将螺钉图像中的形状特征与标准螺钉的形状特征进行匹配,得到螺钉类型;
14.检测所述螺钉图像中螺钉的圆心坐标,得到螺钉坐标。
15.可选的,所述螺钉图像中的形状特征为螺钉头部特征,根据螺钉图像中螺钉头部的边缘信息获得。
16.可选的,通过圆定位算法计算出所述螺钉的圆心坐标。
17.可选的,所述圆定位算法是通过最小二乘法与霍夫变换分别得到螺钉的圆心坐标值,将两圆心坐标值相加求平均数得到所述螺钉的圆心坐标。
18.可选的,根据螺钉头部的边缘信息获得螺钉类型。
19.可选的,获得机械手的活动路径的步骤如下:
20.将工业相机固定在机械手上,并标定工业相机与机械手的位置关系;
21.移动机械手使得工业相机在双工器的两个对角上分别获取一个参考点,得到参考点坐标;
22.依据参考点坐标转化圆心坐标和机械手坐标,圆心坐标和机械手坐标位于同一坐标系,得到机械手的活动路径。
23.可选的,两个参考点分别为以双工器左上角为参考点和双工器右上角为参考点。
24.可选的,机械手依次调试双工器上的所有待调试螺钉,直至将所述双工器的过滤信号的波形调节至目标波形,具体方法如下:
25.将驻波仪经发射机接到双工器上,时刻检测双工器的驻波值;
26.设定驻波阈值,所述机械手根据所述驻波阈值调试所述待调试螺钉,至所述双工器发射通道的驻波值与所述双工器的接收通道的驻波值对应。
27.本技术实施例提供的一种基于机械手的双工器调试方法,自动定位双工器上的螺钉,并完成双工器的调试,自动化程度高,精度高、效率高。
附图说明
28.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对本领域技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
29.为了更完整地理解本技术及其有益效果,下面将结合附图来进行说明。其中,在下面的描述中相同的附图标号表示相同部分。
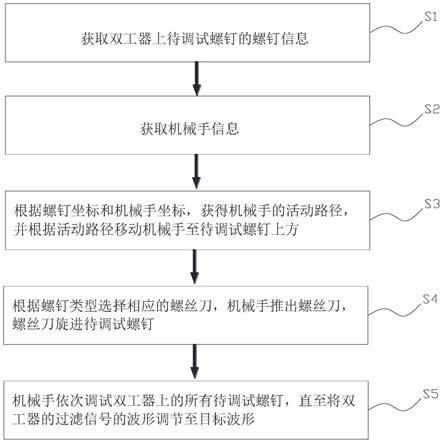
30.图1为本技术实施例提供的基于机械手的双工器调试方法的流程图。
31.图2为本技术实施例提供基于机械手的双工器调试方法中s1步骤的子流程图。
32.图3为本技术实施例提供基于机械手的双工器调试方法中s3步骤的子流程图。
33.图4为本技术实施例提供基于机械手的双工器调试方法中s5步骤的子流程图。
具体实施方式
34.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
35.本技术实施例提供一种基于机械手的双工器调试方法,以解决现有的人工调试双工器造成的费时费力调试精度低的问题。
36.在详细介绍本技术之前,需要说明的是,本技术所要解决的技术问题是如何利用机械手进行双工器调试,基于该问题,本技术是在现有的各硬件基础和软件基础至上进行的组合创新,不限定各已知器件、单元、模块的具体硬件结构、以及内部的现有一致程序,也即采用现有的具有对应执行功能的硬件器件均使用于本技术。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或模块的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或模块,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或模块。
37.在本技术中出现的对步骤进行的命名或者编号,并不意味着必须按照命名或者编号所指示的时间/逻辑先后顺序执行方法流程中的步骤,已经命名或者编号的流程步骤可以根据要实现的技术目的变更执行次序,只要能达到相同或者相类似的技术效果即可。
38.下面,开始介绍本技术提供的基于机械手的双工器调试方法。
39.参见图1所示,一种基于机械手的双工器调试方法,该方法包括:
40.s1,获取双工器上待调试螺钉的螺钉信息,螺钉信息包括螺钉坐标、螺钉类型;
41.s2,获取机械手信息,机械手信息包括机械手坐标、螺丝刀类型;
42.s3,根据螺钉坐标和机械手坐标,获得机械手的活动路径,并根据活动路径移动机械手至待调试螺钉上方;
43.s4,根据螺钉类型和螺丝刀类型选择相应的螺丝刀,机械手推出螺丝刀,螺丝刀旋进待调试螺钉;
44.s5,机械手依次调试双工器上的所有待调试螺钉,直至将双工器的过滤信号的波形调节至目标波形。
45.从图1所示实施例可以看出,针对双工器的信号波形的调试,本技术提出基于机械手进行双工器调试,通过机械手精准定位出双工器上的螺钉坐标和螺钉类型,机械手自动移动至螺钉位置处旋钮螺钉,进行双工器的调试,自动化程度高,提高了双工器的调试效率和准确度。
46.在一些实施例中,参见图2所示,s1获取双工器上螺钉信息的步骤如下:
47.s10,拍摄双工器表面得到螺钉图像;
48.s11,将螺钉图像中的形状特征与标准螺钉的形状特征进行匹配,得到螺钉类型;
49.s12,检测螺钉图像中螺钉的圆心坐标,得到螺钉坐标。
50.在一些实施例中,螺钉图像中的形状特征为螺钉头部特征,根据螺钉图像中螺钉头部的边缘信息获得。
51.在一些实施例中,通过圆定位算法计算出螺钉的圆心坐标。
52.在一些实施例中,圆定位算法是通过最小二乘法与霍夫变换分别得到螺钉的圆心坐标值,将两圆心坐标值相加求平均数得到螺钉的圆心坐标。
53.在一些实施例中,根据螺钉头部的边缘信息获得螺钉类型,其中螺钉类型为梅花型或者十字型,对应的螺丝刀也为梅花型螺丝刀或者十字形螺丝刀。
54.在一些实施例中,s3获得机械手的活动路径的步骤如下:
55.s30,将工业相机固定在机械手上,并标定工业相机与机械手的位置关系;
56.s31,移动机械手使得工业相机在双工器的两个对角上分别获取一个参考点,得到参考点坐标;
57.s32,依据参考点坐标转化圆心坐标和机械手坐标,圆心坐标和机械手坐标位于同一坐标系,得到机械手的活动路径。
58.在一些实施例中,两个参考点分别为以双工器左上角为参考点和双工器右上角为参考点。
59.在一些实施例中,参见图4所示,s5机械手依次调试双工器上的所有待调试螺钉,直至将所述双工器的过滤信号的波形调节至目标波形,具体方法如下:
60.s50,将驻波仪经发射机接到双工器上,时刻检测双工器的驻波值;
61.s51,设定驻波阈值,机械手根据驻波阈值调试双工器上的待调试螺钉,至双工器发射通道的驻波值与双工器的接收通道的驻波值对应。
62.利用驻波仪调试双工器,将驻波仪串接发射机到双工器的端口上,并接上与使用
频率相近的天线,时刻检测双工器的驻波值,若驻波值大于设定的驻波阈值,调整双工器发射通道对应的螺钉旋进距离,驻波值发生变化,双工器的发射电流同步变化,调好双工器发射通道以后,由于接收通道可能会变差,重复上述步骤调整双工器接收通道的驻波值,如此反复调整两个通道,直至双工器的频率与设定频率一致。利用机械手调节双工器,自动化程度高,效率高,控制精度高。
63.以上对本技术实施例所提供的一种基于机械手的双工器调试方法进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1