一种扁平穿窗同轴电缆及其生产工艺的制作方法
1.本发明涉及通信用同轴电缆,特别涉及一种扁平穿窗同轴电缆及其生产工艺。
背景技术:
2.移动通信技术不断发展,人们对通信信号的需求也在不断增强,离通信基站远一点的地方、被高楼或其他建筑物挡住信号传播的地方、以及地下室等信号不佳的地方,都需要进行移动通信信号增强,势必要用一根同轴电缆将外部移动通信信号引入室内进行信号放大,而引入室内的方法不是凿墙开洞,那样会影响房屋美观与防水,还有会增加穿线的安装难度。市场上有一些穿窗用的信号扁线,是两根相互平行的普通的导电线缆,或平行或对绞,再分别通过连接器接通同轴电缆的内外导电体,这种扁线阻抗数值不确定,不能满足通信信号传输的特定阻抗75ω、50ω的特定需求,使传输信号失真严重。另外,这类穿窗扁线中间的信息传输线一般线径都比较细小,与两头连接器的连接比较薄弱,不能承受穿窗过程中经常多次弯曲的折压,导体与绝缘体容易发生相对移位,造成同轴电缆穿窗不方便、传输信号失真、信号衰减或断路等问题;因此研究一种既能够方便穿窗而又能够保持信号传输良好的同轴电缆,是我们迫切需要努力的美好工作。
技术实现要素:
3.本发明的目的是提供一种扁平穿窗同轴电缆及其生产工艺,解决同轴电缆穿窗不方便、传输信号失真、信号衰减的问题。
4.本发明的解决技术问题的技术方案是:1.根据窗户的开启与关闭都有缝隙的特性,将电缆的整体结构设计成扁形结构,达到解决同轴电缆方便穿窗的目的;2.为了解决传输信号失真问题,在扁形整体结构中设置有标准阻抗的同轴电缆结构;3.为了防止电缆使用时的折、弯造成对电缆的损伤,以及电缆弯曲后能定型,在同轴电缆的两侧设置有铜包钢丝。
5.所述一种扁平穿窗同轴电缆,包括同轴电缆内导体、绝缘层、屏蔽层、聚乙烯护套层;其特征在于:还包括聚氯乙烯保护层、铜包钢丝b、铜包钢丝c、扁线体。
6.所述一种扁平穿窗同轴电缆的阻抗包括50ω、75ω。
7.所述同轴电缆内导体的材料为:铜丝或镀锡铜丝。
8.所述同轴电缆内导体的结构为:7
‑
19股的铜丝或镀锡铜丝顺时针绞捻结构,单股直径为0.055
‑
0.2mm。所述同轴电缆内导体加捻后的绞距为6
‑‑
16mm。
9.所述绝缘层为聚乙烯,直径在1.0
‑
1.8mm。
10.所述屏蔽层为镀锡铜丝编织套加铝箔。
11.所述聚乙烯护套层的厚度为0.2
‑
0.8mm。
12.所述聚氯乙烯保护层的厚度为0.1
‑
0.5mm。
13.所述铜包钢丝b、铜包钢丝c的直径在0.5
‑
1.5mm,由低碳钢镀铜而成。
14.所述铜包钢丝b、铜包钢丝c与同轴电缆内导体的中心距为1
‑
4.5mm。
15.所述扁线体的厚度在1.2
‑
3.6mm,宽度在6.5
‑
13mm。
16.所述扁线体有两面相互平行的平面与两个相互对称的半圆弧面,左右两端都有凸出的半圆体。
17.所述同轴电缆内导体在扁线体的中心。
18.所述铜包钢丝b在扁线体左端的半圆体中间。
19.所述铜包钢丝c在扁线体右端的半圆体中间。
20.所述铜包钢丝b与铜包钢丝c在扁线体中所述一种扁平穿窗同轴电缆,包括圆形同轴电缆、铜包钢丝b、铜包钢丝c、扁线体;所述圆形同轴电缆包括同轴电缆内导体、绝缘层、屏蔽层、聚乙烯护套层、聚氯乙烯保护层;所述一种扁平穿窗同轴电缆的制造方法为:所述第一步,同轴电缆内导体的制作工序;第二步,绝缘层的生产工序;第三步,屏蔽层的生产工序;第四步,聚乙烯护套层的生产工序;第五步,聚氯乙烯保护层的生产工序;第六步,复合成形的生产工序;第七步,在线印标的生产工序;第八步,绕线的生产工序。
21.所述第一步,铜丝加捻工序:将铜丝合股加捻作为同轴电缆内导体;所述同轴电缆内导体的铜丝股数为7
‑
19股,所述同轴电缆内导体加捻后的绞距为6
‑‑
16mm。
22.所述第二步,绝缘层的挤塑及冷却工序:在同轴电缆内导体的圆周面均匀挤塑绝缘材料聚乙烯,挤出速度为100
‑
200m/min;内导体进入挤塑模具前要经过感应预热,温度在40
‑
70度;挤出后,第一段水槽用热水进行冷却,水温控制在40
‑‑
65度;再进行空冷,冷却距离为1.2
‑‑
5.5米;再进行水冷,水温在0
‑‑
30度。
23.所述第三步,屏蔽层的纵包与编织工序:将铝箔通过模具沿轴向纵包在绝缘层表面,并在铝箔带外编织铜丝网层。
24.所述第四步,聚乙烯护套层工序:在屏蔽层外挤塑聚乙烯,并且冷却成形。
25.所述第五步,聚氯乙烯保护层工序:在聚乙烯护套层外表面挤塑聚氯乙烯材料,并且烘干、冷却成形为圆形同轴电缆。
26.所述第六步,复合成形的生产工序:所述圆形同轴电缆、铜包钢丝b、铜包钢丝c通过塑料挤塑机、挤塑模头被合成在扁线体内,成为一种扁平穿墙同轴电缆。
27.所述铜包钢丝b、铜包钢丝c在进入模具前分别被导体感应加热器b、导体感应加热器c在线预加热至45
‑‑
75度。
28.所述第七步,在线印标的生产工序:在引向牵引滚与绕线机之间设置有测径计米打标器,当所述牵引滚将一种扁平穿窗同轴电缆引向经过测径计米打标器到绕线机时,所述测径计米打标器即对一种扁平穿窗同轴电缆进行测径、计米,并且根据测量的电缆宽度与经过的长度数据在所述一种扁平穿窗同轴电缆上打印电缆宽度与长度标记。
29.所述第八步,绕线的生产工序:所述绕线机将经过测径计米打标器的一种扁平穿窗同轴电缆绕制成线盘。
30.所述一种扁平穿窗同轴电缆的制造方法为:所述放线盘a中的圆形同轴电缆经过滑动夹线器a穿入挤塑模头;所述放线盘b中的铜包钢丝b经过滑动夹线器b穿入挤塑模头,在滑动夹线器b与挤塑模头之间设置有导体感应加热器b;将放线盘c中的铜包钢丝c经过滑动夹线器c穿入挤塑模头,在滑动夹线器c与挤塑模头之间设置有导体感应加热器c;将扁线体原料输入塑料挤塑机加热通过挤塑模头与圆形同轴电缆、铜包钢丝b、铜包钢丝c热合并集成为一种扁平穿窗同轴电缆;所述挤塑模头挤出的热合并集成的一种扁平穿窗同轴电缆
通过冷却水箱的冷却,经过定滑轮引向牵引滚、牵引辅滚;所述牵引滚将一种扁平穿窗同轴电缆引向经过测径计米打标器到绕线机绕制成一种扁平穿窗同轴电缆线盘。
31.所述导体感应加热器b将铜包钢丝b加热为45
‑‑
75度;所述导体感应加热器c将铜包钢丝c加热为45
‑‑
75度;所述滑动夹线器a的作用在于将圆形同轴电缆夹紧,并且当圆形同轴电缆有一定的牵引力时能滑动通过;所述滑动夹紧参数设置为:牵引力0.15
‑
32kg可以滑动。
32.所述滑动夹线器b的作用在于将铜包钢丝b夹紧,并且当铜包钢丝b有一定的牵引力时能滑动通过;所述滑动夹紧参数设置为:牵引力0.15
‑
28kg可以滑动。
33.所述滑动夹线器c的作用在于将铜包钢丝c夹紧,并且当铜包钢丝c有一定的牵引力时能滑动通过;所述滑动夹紧参数设置为:牵引力0.15
‑
28kg可以滑动。
34.所述牵引滚的速度为:4
‑
12m/每分钟。
35.所述滑动夹线器a包括安装座、锁片、调整螺栓、弹簧座a、弹簧a、夹片a、夹片b、弹簧b、弹簧座b、旋转手柄;其特征在于:由弹簧a、夹片a与夹片b、弹簧b组成双向弹力夹压被压工件,夹持性能佳,柔性好;由锁片与调整螺栓及旋转手柄组成调节结构性能稳定,使整体结构不会散分。
36.所述滑动夹线器a的调整螺栓的左部装置有锁片,所述紧挨锁片的右面向右依次顺序装置有弹簧座a、弹簧a(84)、夹片a。
37.所述滑动夹线器a的调整螺栓右部,旋转手柄的左面向左依次顺序装置有弹簧座b、弹簧b、夹片b。
38.顺时针旋转滑动夹线器a的旋转手柄能调紧夹片a与夹片b的夹压力;逆时针旋转滑动夹线器a的旋转手柄能调松夹片a与夹片b的夹压力,从而能对线型工件的夹压松紧度起到调整作用。
39.本发明的有益效果:所述本发明扁平结构能够适应窗户缝的空隙,方便室内与室外通信信号的穿窗传输;并且保障有标准的阻抗匹配性能;不会受使用时的折、弯影响;信号不容易衰减、不容易失真;对人们的通信生活带来非常有益的效果。
附图说明
40.图1是本发明的扁平穿窗同轴电缆的截面结构示意图。
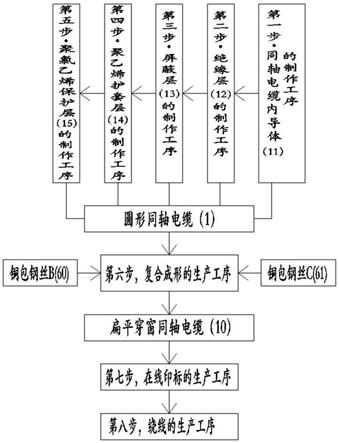
41.图2是本发明的制造步骤图。
42.图3是本发明的制造工艺示意图。
43.图4是本发明的扁平穿窗同轴电缆的制造工艺中挤塑模头的剖视图。
44.图5是本发明图4的a
‑
a向剖视图。
45.图6是滑动夹线器a、滑动夹线器b、滑动夹线器c的结构图。
46.图7是本发明图6的b
‑
b向剖视图。
47.图中,1.圆形同轴电缆;7.扁线体;8.扁线体原料;10. 扁平穿窗同轴电缆;11. 同轴电缆内导体;12.绝缘层;13.屏蔽层;14.聚乙烯护套层;15. 聚氯乙烯保护层;20. 塑料挤塑机;21.挤塑模头;30.绕线机;31.放线盘a;32.放线盘b;33.放线盘c;40.滑动夹线器a;41.滑动夹线器b;42.滑动夹线器c; 50.冷却水箱;51.定滑轮;52.牵引滚;53.测径计米打标器;55.牵引辅滚;60. 铜包钢丝b;61. 铜包钢丝c;62. 导体感应加热器b;63. 导体感应
加热器c;80.安装座;81.锁片;82.调整螺栓;83.弹簧座a;84.弹簧a;85.夹片a;86.夹片b;87.弹簧b;88.弹簧座b;89.旋转手柄。
具体实施方式
48.下面根据说明书附图对本发明进一步具体说明。
49.实施例一。
50.在图1中,所述一种扁平穿窗同轴电缆(10),包括同轴电缆内导体(11)、绝缘层(12)、屏蔽层(13)、聚乙烯护套层(14);其特征在于:还包括聚氯乙烯保护层(15)、铜包钢丝b(60)、铜包钢丝c(61)、扁线体(7)。
51.所述一种扁平穿窗同轴电缆的阻抗包括50ω、75ω。
52.所述同轴电缆内导体(11)的材料为:铜丝或镀锡铜丝。
53.所述同轴电缆内导体(11)的结构为:7
‑
19股的铜丝或镀锡铜丝顺时针绞捻结构,单股直径为0.055
‑
0.2mm。所述同轴电缆内导体(11)加捻后的绞距为6
‑‑
16mm。
54.所述绝缘层(12)为聚乙烯,直径在1.0
‑
1.8mm。
55.所述屏蔽层(13)为镀锡铜丝编织套加铝箔。
56.所述屏蔽层(13)与同轴电缆内导体(11)阻抗所述聚乙烯护套层(14)的厚度为0.2
‑
0.8mm。
57.所述聚氯乙烯保护层(15)的厚度为0.1
‑
0.5mm。
58.所述铜包钢丝b(60)、铜包钢丝c(61)的直径在0.5
‑
1.5mm,由低碳钢镀铜而成。
59.所述铜包钢丝b(60)、铜包钢丝c(61)与同轴电缆内导体(11)的中心距为1
‑
4.5mm。
60.所述扁线体(7)的厚度在1.2
‑
3.6mm,宽度在6.5
‑
13mm。
61.所述扁线体(7)有两面相互平行的平面与两个相互对称的半圆弧面,左右两端都有凸出的半圆体。
62.所述同轴电缆内导体(11)在扁线体(7)的中心。
63.所述铜包钢丝b(60)在扁线体(7)左端的半圆体中间。
64.所述铜包钢丝c(61)在扁线体(7)右端的半圆体中间。
65.所述铜包钢丝b(60)与铜包钢丝c(61)在扁线体(7)中的位置相互对称。
66.实施例二。
67.在图2中,一种扁平穿窗同轴电缆(10)的生产工艺,其特征在于:所述第一步,同轴电缆内导体(11)的制作工序;第二步,绝缘层(12)的生产工序;第三步,屏蔽层(13)的生产工序;第四步,聚乙烯护套层(14)的生产工序;第五步,聚氯乙烯保护层(15)的生产工序;第六步,复合成形的生产工序;第七步,在线印标的生产工序;第八步,绕线的生产工序。
68.所述第一步,铜丝加捻工序,包括铜丝、同轴电缆内导体(11)、加捻机;采用加捻机将铜丝合股加捻后作为同轴电缆内导体(11);所述同轴电缆内导体(11)的铜丝股数为7
‑
19股,所述同轴电缆内导体(11)加捻后的绞距为6
‑‑
16mm。
69.所述第二步,绝缘层(12)的挤塑及冷却工序,包括同轴电缆内导体(11)、聚乙烯;采用通用挤塑机将同轴电缆内导体(11)的圆周面均匀挤塑绝缘材料聚乙烯,挤出速度为100
‑
200m/min;内导体进入挤塑模具前要经过感应预热,温度在40
‑
70度;挤出后,第一段水槽用热水进行冷却,水温控制在40
‑‑
65度;再进行空冷,冷却距离为1.2
‑‑
5.5米;再进行水
冷,水温在0
‑‑
30度。
70.所述第三步,屏蔽层(13)的纵包与编织工序,包括铝箔带、铜丝网套、电线电缆屏蔽织网机;将铝箔带通过模具沿轴向纵包在绝缘层(12)表面,采用电线电缆屏蔽织网机在铝箔带外编织铜丝网套。
71.所述第四步,聚乙烯护套层(14)工序,包括聚乙烯;采用通用挤塑机在所述屏蔽层(13)表面挤塑聚乙烯,并且冷却定形。
72.所述第五步,聚氯乙烯保护层(15)工序,包括聚氯乙烯;采用通用挤塑机在聚乙烯护套层(14)表面挤塑聚氯乙烯材料,并冷却定形,制成圆形同轴电缆(1)。
73.所述第六步,复合成形的生产工序,包括圆形同轴电缆(1)、铜包钢丝b(60)、铜包钢丝c(61)、塑料挤塑机(20)、挤塑模头(21),所述圆形同轴电缆(1)、铜包钢丝b(60)、铜包钢丝c(61)通过塑料挤塑机(20)、挤塑模头(21)被合成在扁线体(7)内,成为一种扁平穿墙同轴电缆(10)。
74.所述铜包钢丝b(60)、铜包钢丝c(61)在进入模具前分别被导体感应加热器b(62)、导体感应加热器c(63)在线预加热至45
‑‑
75度。
75.所述第七步,在线印标的生产工序,包括引向牵引滚(52)、绕线机(30)、测径计米打标器(53)、一种扁平穿窗同轴电缆(10);在引向牵引滚(52)与绕线机(30)之间设置有测径计米打标器(53),当所述牵引滚(52)上的一种扁平穿窗同轴电缆(10)经过测径计米打标器(53)到绕线机(30)时,所述测径计米打标器(53)即对一种扁平穿窗同轴电缆(10)进行测径、计米工作,并且根据测量的电缆宽度与经过的长度数据在所述一种扁平穿窗同轴电缆(10)上打印电缆宽度与长度标记。
76.所述第八步,绕线的生产工序,包括一种扁平穿窗同轴电缆(10)、绕线机(30);所述绕线机(30)将经过测径计米打标器(53)打印过电缆宽度与长度标记的一种扁平穿窗同轴电缆(10)绕制成线盘。
77.实施例三。
78.在图3中,所述一种扁平穿窗同轴电缆(10)的制造方法为:所述放线盘a(31)中的圆形同轴电缆(1)经过滑动夹线器a(40)穿入挤塑模头(21);所述放线盘b(32)中的铜包钢丝b(60)经过滑动夹线器b(41)穿入挤塑模头(21),在滑动夹线器b(41)与挤塑模头(21)之间设置有导体感应加热器b(62);将放线盘c(33)中的铜包钢丝c(61)经过滑动夹线器c(42)穿入挤塑模头(21),在滑动夹线器c(40)与挤塑模头(21)之间设置有导体感应加热器c(63);将扁线体原料(8)输入塑料挤塑机(20)加热通过挤塑模头(21)与圆形同轴电缆(1)、铜包钢丝b(60)、铜包钢丝c(61)热合并集成为一种扁平穿窗同轴电缆(10);所述挤塑模头(21)挤出的热合并集成的一种扁平穿窗同轴电缆(10)通过冷却水箱(50)的冷却,经过定滑轮(51)引向牵引滚(52)、牵引辅滚(55);所述牵引滚(52)将一种扁平穿窗同轴电缆(10)引向经过测径计米打标器(53)到绕线机(30)绕制成一种扁平穿窗同轴电缆(10)线盘。
79.所述导体感应加热器b(62)将铜包钢丝b(60)加热为45
‑‑
75度;所述导体感应加热器c(63)将铜包钢丝c(61)加热为45
‑‑
75度;所述滑动夹线器a(40)的作用在于将圆形同轴电缆(1)夹紧,并且当圆形同轴电缆(1)有一定的牵引力时能滑动通过;所述滑动夹紧参数设置为:牵引力0.15
‑
32kg可以滑动。
80.所述滑动夹线器b(41)的作用在于将铜包钢丝b(60)夹紧,并且当铜包钢丝b(60)
有一定的牵引力时能滑动通过;所述滑动夹紧参数设置为:牵引力0.15
‑
28kg可以滑动。
81.所述滑动夹线器c(42)的作用在于将铜包钢丝c(61)夹紧,并且当铜包钢丝c(61)有一定的牵引力时能滑动通过;所述滑动夹紧参数设置为:牵引力0.15
‑
28kg可以滑动。
82.所述牵引滚(52)的速度为:4
‑
12m/每分钟。
83.在图6、图7中,所述滑动夹线器a(40)包括安装座(80)、锁片(81)、调整螺栓(82)、弹簧座a(83)、弹簧a(84)、夹片a(85)、夹片b(86)、弹簧b(87)、弹簧座b(88)、旋转手柄(89);其特征在于:由弹簧a(84)、夹片a(85)与夹片b(86)、弹簧b(87)组成双向弹力夹压被压工件,夹持性能佳,柔性好;由锁片(81)与调整螺栓(82)及旋转手柄(89)组成调节结构性能稳定,使整体结构不会散分。
84.所述滑动夹线器a(40)的调整螺栓(82)的左部装置有锁片(81),所述紧挨锁片(81)的右面向右依次顺序装置有弹簧座a(83)、弹簧a(84)、夹片a(85)。
85.所述滑动夹线器a(40)的调整螺栓(82)右部,旋转手柄(89)的左面向左依次顺序装置有弹簧座b(88)、弹簧b(87)、夹片b(86)。
86.顺时针旋转滑动夹线器a(40)的旋转手柄(89)能调紧夹片a(85)与夹片b(86)的夹压力;逆时针旋转滑动夹线器a(40)的旋转手柄(89)能调松夹片a(85)与夹片b(86)的夹压力,从而能对线型工件的夹压松紧度起到调整作用。
87.所述滑动夹线器a(40)用于调节夹压一种扁平穿窗同轴电缆(10)。
88.所述滑动夹线器a(40)与滑动夹线器b(41)、滑动夹线器c(42)的结构相同,功能相同。
89.所述滑动夹线器b(41)用于调节夹压铜包钢丝b(60)。
90.所述滑动夹线器c(42)用于调节夹压铜包钢丝c(61)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1