一种表面喷涂有防粘剂的液冷板、喷涂方法和电池包与流程
1.本发明涉及汽车电池技术领域,具体涉及一种表面喷涂有防粘剂的液冷板及其喷涂方法和电池包。
背景技术:
2.随着电动车数量的增多及技术的成长,电量和续航做的也越来越大,对于安全的要求也越来越高;电池包热失控是造成电池安全的主要因素之一,采用液冷的方式将电池工作温度控制在合适的温度空间能避免热失控的发生,保证电池包及电动车的安全。
3.在现有的技术中,水冷板和电池模组需要一种导热物质将电池模组和液冷板连接起来,通常采用的是导热胶或者导热填缝剂,导热胶和导热填缝剂将电池模组和液冷板牢牢的粘接在一起;一方面能够导热,将电池模组的产热传递给液冷板降低工作温度,或者在低温工作环境下将液冷板的热量传递给电池模组,使得电池模组能够工作在合适的工作区间,电池能够正常的提供电能;另一方面能够使电池模组和液冷板和实现软连接,不会再车辆行驶工程中发生刚性碰撞。
4.然而实际使用过程中,导热胶和导热填缝剂具有很强的粘接力,当电池模组需要返修的时候,需要电池模组克服导热胶的粘接力从液冷板上剥离下来,在这个过程中,由于液冷板通常是一个大长板,极易发生变形,维修工人在拆卸电池包时容易用力过猛导致液冷板或电池包内部结构的损坏。
技术实现要素:
5.本发明旨在解决上述技术问题中的至少之一。
6.本发明的第一目的在于提供一种表面喷涂有防粘剂的液冷板,以使液冷板和导热胶层易于剥离。
7.本发明的第二目的在于提供一种在液冷板表面喷涂防粘剂的方法。
8.本发明的第三目的在于提供一种电池包。
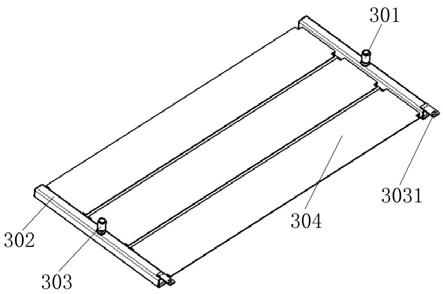
9.为实现本发明的第一目的,本发明提供了一种表面喷涂有防粘剂的液冷板,一种表面喷涂有防粘剂的液冷板,包括两根相互平行的集流管和安装在两根集流管之间的多块分流板,每块分流板内部设置有多条流道,所述分流板一侧的集流管上安装有进水管,分流板另一侧的集流管上安装有出水管,所述进水管、出水管分别与其安装位置所在的集流管相连通,所述分流板左右两侧的集流管通过分流板内部的流道相连通,所述分流板左右两侧的集流管前端设置有定位孔;所述分流板表面喷涂有防粘涂层。
10.所述防粘涂层的材料为聚四氟乙烯,所述防粘涂层厚度h=0.5mm
‑
1mm。
11.所述分流板前后两侧边缘扁平,相邻两块分流板的拼接处形成空气槽。
12.在该技术方案中,通过在液冷板的表面喷涂防粘剂,以降低导热胶层与液冷板间的黏着力,使得导热胶层与液冷板易于剥离,同时液冷板由多块分流板拼接而成,分流板前后两侧的边缘扁平且厚度小于分流板中间的板厚,在拼接后相邻两块分流板形成空气槽,
进一步使得导热胶层易与液冷板分离。结构简单可靠,易于实现,且将聚四氟乙烯喷涂在液冷板上,在不影响液冷板正常使用的同时,还具备以下优点:
①
优良的电气性能:聚四氟乙烯的介电常数与介电损耗因子在很宽的温度与频率范围内都比较低,显示出高介电强度,有利于对电池包的电气防护;
②
阻燃性:聚四氟乙烯在通常状态下不燃烧,能够一定程度上起到阻燃作用。
13.为实现本发明的第二目的,本发明的实施例提供了一种在液冷板表面喷涂防粘剂的方法,该喷涂方法包括以下步骤:
14.(1)选料及清洁:选择尺寸、规格相匹配的进水管、出水管、集流板和分流板,清洁所选材料的金属表面,去除其表面的灰尘、油脂、锈迹和氧化皮;
15.(2)液冷板组装及预处理:将步骤(1)中进水管、出水管、集流板和分流板进行组装得到液冷板,并在液冷板各组件的连接处涂上钎焊溶剂;
16.(3)热处理及防粘剂的喷涂:将涂好钎焊溶剂的液冷板通过定位夹具夹紧在工装上,送入到隧道炉中进行热处理,热处理过程中通过喷粉装置将聚四氟乙烯颗粒喷涂至液冷板表面;
17.(4)后处理:将热处理后的液冷板由隧道炉中取出,先用水清洗,去除液冷板表面残留的钎焊剂,然后用酸洗去除液冷板表面的氧化膜,得到表面喷涂有防粘剂的液冷板。
18.步骤(3)中所述送入到隧道炉中进行热处理,热处理的具体过程为:
19.液冷板放入隧道炉中,待隧道炉升温至460℃后,保温6
‑
8min,然后将隧道炉温度降至420℃,保温4
‑
6min,最后将液冷板由隧道炉中取出,自然冷却至室温。
20.步骤(3)中所述热处理过程中通过喷粉装置将聚四氟乙烯颗粒喷涂至液冷板表面,喷涂过程为:
21.当液冷板放入隧道炉,并在460℃温度下保温6
‑
8min后,控制喷粉装置的机器手靠近液冷板表面,喷涂聚四氟乙烯颗粒,喷涂一定时间后,将隧道炉降温至420℃,并在该温度下保温4
‑
6min,然后将液冷板从隧道炉中取出,完成喷涂过程。
22.该技术方案中,通过清洁液冷板各组件的金属表面,去除其表面的灰尘、油脂、锈迹、氧化皮,能够保障钎焊形成有效的连接,以使聚四氟乙烯涂层能够更为紧密的喷涂在液冷板的表面;对液冷板的热处理过程不仅能够完成对液冷板各组件间的钎焊过程,还能够进一步通过热处理的方式使聚四氟乙烯颗粒在液冷板表面形成均匀的涂层,整个喷涂过程操作简单、便捷。
23.进一步地,该技术方案中还提供了喷粉装置喷粉时间的计算方法,使液冷板表面的防粘涂层厚度能够控制在所需范围内,具体的计算公式如下:
[0024][0025]
式中:t——喷粉时间,s;
[0026]
s——液冷板喷粉面积,mm2;
[0027]
h——防粘涂层厚度,mm;
[0028]
ρ——聚四氟乙烯密度,g/cm3;
[0029]
v——喷粉装置喷粉速率,g/s;
[0030]
α——聚四氟乙烯由颗粒化为涂层的折算系数。
[0031]
为实现本发明的第三目的,本发明的实施例提供了一种电池包,包括电池模组、导热胶层、箱体以及液冷板,所述电池模组安装于箱体内,电池模组与箱体之间设置有导热胶层和液冷板,所述导热胶层位于液冷板上方。
[0032]
该技术方案中,通过在电池包中采用喷涂有防粘剂的液冷板对电池包进行散热,在满足电池包散热要求的同时,使得当电池包内的电池模组出现故障需要维修时,能够更为方便的将电池模组取出,避免了因电池模组底部导热胶层与液冷板间粘着力过大而难以拆卸的问题,提高了电池模组的拆卸效率;
[0033]
该技术方案中的电池包,由于采用了前述实施例中的液冷板和液冷板的喷涂方法,因此具备前述实施例中的全部优点。
[0034]
本发明的附加方面和优点将在下面的描述部分中变得明显,或通过本发明的实践了解到。
附图说明
[0035]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0036]
图1为本发明液冷板的结构示意图;
[0037]
图2为本发明实施例中分流板的主视图;
[0038]
图3为本发明图2中分流板a
‑
a截面的剖视图;
[0039]
图4为本发明图3中分流板b处的局部放大示意图;
[0040]
图5为本发明液冷板表面喷涂防粘剂的方法流程图;
[0041]
图6为本发明实施例中喷粉装置的局部示意图;
[0042]
图7为本发明实施例中喷粉装置喷粉示意图;
[0043]
图8为本发明实施例中热处理过程的温度曲线图;
[0044]
图9为本发明实施例中液冷板喷粉区域的示意图;
[0045]
图10为本发明实施例中电池包的爆炸示意图。
[0046]
图中的附图标记说明:1、模组;2、导热胶层;3、液冷板;4、箱体;301、进水管;302、出水管;303、集流管;304、分流板;3031、定位孔,3041、流道;3042、防粘涂层;5、喷粉装置。
具体实施方式
[0047]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0048]
实施例1:
[0049]
如图1
‑
4所示,本发明一种表面喷涂有防粘剂的液冷板,包括两根相互平行的集流管303和安装在两根集流管303之间的多块分流板304,每块分流板304内部设置有多条流道3041,所述分流板304一侧的集流管303上安装有进水管301,分流板304另一侧的集流管303
上安装有出水管302,所述进水管301、出水管302分别与其安装位置所在的集流管303相连通,所述分流板304左右两侧的集流管303通过分流板304内部的流道3041相连通,所述分流板304左右两侧的集流管303前端设置有定位孔3031;所述分流板304表面喷涂有防粘涂层3042。
[0050]
如图3所示,所述分流板304前后两侧边缘扁平,相邻两块分流板304的拼接处形成空气槽3043。
[0051]
所述防粘涂层3042的材料为聚四氟乙烯,所述防粘涂层3042厚度h=0.5mm
‑
1mm。
[0052]
工作原理:通过在液冷板的表面喷涂防粘剂,以降低导热胶层2与液冷板间的黏着力,使得导热胶层2与液冷板易于剥离,同时液冷板由多块分流板拼接而成,分流板304前后两侧的边缘扁平且厚度小于分流板304中间的板厚,在拼接后相邻两块分流板304形成空气槽,进一步使得导热胶层2易与液冷板分离。结构简单可靠,易于实现,且将聚四氟乙烯喷涂在液冷板上,在不影响液冷板正常使用的同时,还具备以下功能:
①
优良的电气性能:聚四氟乙烯的介电常数与介电损耗因子在很宽的温度与频率范围内都比较低,显示出高介电强度,有利于对电池包的电气防护;
②
阻燃性:聚四氟乙烯在通常状态下不燃烧,能够一定程度上起到阻燃作用。
[0053]
实施例2
[0054]
如图5
‑
7所示,一种在液冷板表面喷涂防粘剂的方法,包括以下步骤:
[0055]
(1)选料及清洁:选择尺寸、规格相匹配的进水管301、出水管302、集流板303和分流板304,清洁所选材料的金属表面,去除其表面的灰尘、油脂、锈迹和氧化皮;
[0056]
(2)液冷板组装及预处理:将步骤1中进水管301、出水管302、集流板303和分流板304进行组装得到液冷板,并在液冷板各组件的连接处涂上钎焊溶剂;
[0057]
(3)热处理及防粘剂的喷涂:将涂好钎焊溶剂的液冷板通过定位夹具夹紧在工装上,送入到隧道炉中进行热处理,热处理过程中通过喷粉装置5将聚四氟乙烯颗粒喷涂至液冷板表面;
[0058]
(4)后处理:将热处理后的液冷板由隧道炉中取出,先用水清洗,去除液冷板表面残留的钎焊剂,然后用酸洗去除液冷板表面的氧化膜,得到表面喷涂有防粘剂的液冷板。
[0059]
如图8所示,步骤3中所述送入到隧道炉中进行热处理,热处理的具体过程为:
[0060]
液冷板放入隧道炉中,待隧道炉升温至460℃后,保温6
‑
8min,然后将隧道炉温度降至420℃,保温4
‑
6min,最后将液冷板由隧道炉中取出,自然冷却至室温。
[0061]
步骤3中所述热处理过程中通过喷粉装置5将聚四氟乙烯颗粒喷涂至液冷板表面,喷涂过程为:
[0062]
当液冷板放入隧道炉,并在460℃温度下保温6
‑
8min后,控制喷粉装置5的机器手靠近液冷板表面,喷涂聚四氟乙烯颗粒,喷涂一定时间后,将隧道炉降温至420℃,并在该温度下保温4
‑
6min,然后将液冷板从隧道炉中取出,完成喷涂过程。
[0063]
具体地,本实施例中通过清洁液冷板各组件的金属表面,去除其表面的灰尘、油脂、锈迹、氧化皮,能够保障钎焊形成有效的连接,以使聚四氟乙烯涂层能够更为紧密的喷涂在液冷板的表面;而后对液冷板的热处理过程不仅能够完成对液冷板各组件间的钎焊过程,还能够进一步通过热处理的方式使聚四氟乙烯颗粒在液冷板表面形成均匀的涂层,整个喷涂过程操作简单、便捷。
[0064]
实施例3
[0065]
进一步地,本实施例中针对实施例2中的喷涂过程,提供了喷粉装置喷粉时间的计算方法,其具体的计算公式如下:
[0066][0067]
式中:t——喷粉时间,s;
[0068]
s——液冷板喷粉面积,mm2;
[0069]
h——防粘涂层厚度,mm;
[0070]
ρ——聚四氟乙烯密度,g/cm3;
[0071]
v——喷粉装置喷粉速率,g/s;
[0072]
α——聚四氟乙烯由颗粒化为涂层的折算系数。
[0073]
如图9所示,液冷板喷粉面积s=96mm
×
607mm=58272mm2;
[0074]
已知聚四氟乙烯的密度为2.2g/cm3,折算系数α设为0.5;
[0075]
对于实施例1中要求的涂层厚度在0.5mm
‑
1mm,在此取其中值h=0.75mm;
[0076]
对于实施例2中所述的喷粉装置设定其喷粉速率为190g/s;
[0077]
则喷粉装置的喷粉时间t=10s。
[0078]
实施例4
[0079]
如图10所示,一种电池包,包括电池模组1、导热胶层2、箱体4以及如实施例1中所述的液冷板3,所述电池模组1安装于箱体4内,电池模组1与箱体4之间设置有导热胶层2和液冷板3,所述导热胶层2位于液冷板3上方。
[0080]
本实施例中的电池包,通过采用喷涂有防粘剂的液冷板对电池包进行散热,在满足电池包散热要求的同时,使得当电池包内的电池模组出现故障需要维修时,能够更为方便的将电池模组取出,避免了因电池模组底部导热胶层与液冷板间粘着力过大而难以拆卸的问题,提高了电池模组的拆卸效率。
[0081]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1