一种电阻引脚连接方法与流程
1.本发明涉及特高压直流输电技术领域,尤其涉及一种电阻引脚连接方法。
背景技术:
2.直流电压互感器作为特高压直流输电系统用电能计量、电量监测、电力系统控制与保护的重要装置,制造难度大,多采用国外成熟产品,国内制造水平与世界先进水平仍有一定差距。目前,对直流电压互感器提出更高要求,结构设计更加紧凑、整体重量随之降低,通常采用同心阻容分压结构进行实现,例如cn 107546019 a的专利公开的一种直流电阻式电压互感器,电阻和电容同心安装组成阻容分压模块,并依次串联、固定在空心绝缘子内部。
3.作为直流电压互感器的关键元器件之一的电阻,在一次分压回路中起到了关键作用。本文所述电阻由两个无感电阻并联为一组,若干组串联后螺旋绕制于环氧刻槽管制成,单个电阻产品中无感电阻数量多、引脚连接困难等问题直接影响到产品的可靠性及稳定性,因此,解决电阻引脚连接问题尤为迫切。
4.电阻引脚为紫铜镀锡材质,常规连接方式有压接和锡焊以及逆变直流式点焊:1)压接时将电阻引脚安装在冷压头中,使用专用压接工具进行操作,实现电阻管脚的固定;2)锡焊是指在一定温度下熔化成液态的金属锡合金在电阻管脚表面形成的新合金层,达到电阻管脚之间结构上的连接和电气上的导电;3)逆变直流式点焊是将电阻管脚压紧在两柱状电极之间,利用电流流经电阻管脚铜导线接触面产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
5.冷压头压接工艺主要应用于多芯导线压接,电阻管脚单股细铜导线压接后抗拉强度较低,受力情况下容易松动,由于本发明所述电阻由若干组并联无感电阻串联制成,电阻管脚松动将造成断路风险,同时电阻管脚连接处并非完全接触,接触面积相对较小,连接处温升较大,因此该工艺具备操作便捷、成本低、易实施等优点,但同时存在冷压连接抗拉强度不高、接触面积相对较小等缺点。
6.锡焊工艺操作方便,焊材价格不高,在电力设备行业被广泛采用,锡焊与压接相比,焊前需要固定好电阻引脚,难度较大,操作时间较长,同时对工人技能水平要求较高,焊接过程极容易产生虚焊或焊接失败的情况,同时本文所述电阻在工作状态下,锡焊焊点无法长期承受拉力,因此该工艺在此类产品中应用也存在较大风险。
7.逆变直流式点焊工艺,具有热影响区域小、焊点牢固、焊接处工件表面接触面积相对较大、焊接效率高等优点,在工业领域逐步得到了推广,焊接质量受焊接电流、焊接时间、电极压力三方面影响,电阻单股细铜导线受电极压力、焊接电流、焊接时间共同作用下,在连接处金属发生塑形变形,受力时容易弯折断裂。
技术实现要素:
8.针对直流电压互感器用高压电阻在制造过程中,两个无感电阻并联后多级串联采
用单一铜导线连接方式不可靠、待连接电阻引脚表面接触面积相对较小、加工效率低的问题,本发明提供一种电阻引脚连接方法,采用了组合式引脚连接方式技术方案,在保证加工效率的同时提高了连接的可靠性。
9.为达到上述目的,本发明提供了一种电阻引脚连接方法,包括:
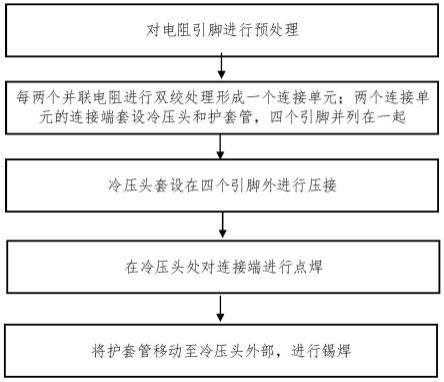
10.对电阻引脚进行预处理;
11.每两个并联电阻进行双绞处理形成一个连接单元;两个连接单元的连接端套设冷压头和护套管,四个引脚并列在一起;
12.冷压头套设在四个引脚外进行压接;
13.在冷压头处对连接端进行点焊;
14.将护套管移动至冷压头外部,进行锡焊。
15.进一步地,对电阻引脚进行预处理,包括:去除电阻引脚表面氧化层,并在根部设置保护零件,保持电阻引脚的出线方向。
16.进一步地,所述保护零件为绝缘支座。
17.进一步地,冷压头、护套管的材质均为镀锡铜管;所述冷压头与内部四个引脚间隙配合;所述护套管的直径大于冷压头的直径1.5mm~2.5mm。
18.进一步地,点焊过程中增大待连接引脚的表面接触面积。
19.进一步地,点焊工艺参数为:焊接电流为4200a、焊接时间120cyc。
20.进一步地,锡焊至护套管端部圆润饱满,无尖角,无毛刺。
21.进一步地,护套管的长度大于冷压头的长度,护套管的长度为4mm~5mm。
22.本发明的上述技术方案具有如下有益的技术效果:
23.(1)本发明采用了组合式铜导线连接方式技术方案,结构包括电阻引脚、冷压头、护套管。电阻引脚根部设置保护零件,同时进行双绞处理,保证电阻串受到拉力时,两根引脚受力方向相同,增大抗拉强度;冷压头用于4个电阻引脚固定,增大待连接电阻引脚表面接触面积,同时冷压头增强了焊接部位结构可靠性,为逆变直流式点焊工艺作业,提供便利条件;护套管移动至焊点位置,护套管内充满焊锡,护套管端部圆润饱满,无尖角、毛刺,改善焊点位置局部放电电气性能。
24.(2)本发明现有铜导线连接方式有:冷压头压接工艺、锡焊工艺、逆变直流式点焊工艺,都不能完全满足高压电阻制造可靠性要求。本发明采用组合式引脚连接方式技术方案,充分发挥现有技术方案的优点,通过科学紧密的配合,达到了电阻单股引脚铜导线可靠连接。
附图说明
25.图1是套设冷压头、护套管示意图;
26.图2为冷压头压接后示意图;
27.图3为点焊后连接示意图;
28.图4为焊接后示意图;
29.图5为连接流程图。
具体实施方式
30.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
31.本发明提供一种电阻引脚连接方法,适用于特高压输电电阻串的制作过程中,电阻引脚之间的连接,结合图5,具体作业步骤如下:
32.(1)对电阻引脚进行预处理。
33.电阻引脚为铜导线,线径约为0.3mm,电阻之间的连接难度较大。首先要进行预处理,去除电阻引脚表面氧化层,并在根部设置保护零件,保持出线方向。保护零件例如为绝缘支座。
34.(2)每两个并联电阻进行双绞处理形成一个连接单元,两个连接单元的连接端并列在一起,并套设冷压头、护套管。
35.为保证电阻串受到拉力时,两根引脚受力方向相同,增大抗拉强度,进行双绞处理,预留冷压头、护套管的位置,冷压头、护套管的材质均为镀锡铜管,且护套管内径应大于冷压头外径。
36.两个连接单元的四根导线先套入护套管和冷压头,再将四根导线并列在一起,冷压头移动至并列处。
37.冷压头的直径应当满足四根导线形成组合体能够顺利插入冷压头内部。
38.(3)冷压头套设在连接端进行压接,固定电阻引脚。
39.采用冷压头压接工艺,压接时将4只电阻引脚安装在冷压头中,使用专用压接工具进行操作,结合图2,冷压后实现电阻引脚两两接触并可靠固定,便于后续工序作业。
40.(4)电阻引脚点焊加固,点焊工艺参数为:焊接电流4200a、焊接时间120cyc。
41.采用逆变直流式点焊工艺,在冷压头外部进行点焊,引脚接触部位铜导线受电极压力、焊接电流、焊接时间共同作用下,增大待连接电阻引脚表面接触面积,形成图3所示连接结构,同时冷压头增强了焊接部位结构可靠性。
42.(5)将护套管移动至冷压头外部,进行锡焊。
43.将护套管移动至焊点位置,采用锡焊工艺,保证护套管内充满焊锡。护套管端部圆润饱满,无尖角、毛刺,改善焊点位置局部放电电气性能。
44.护套管内径应大于冷压头外径2mm左右,以保证焊锡能够进入护套管内部。
45.进一步地,护套管的长度略大于冷压头的长度,以保证能够完全覆盖冷压头。在一个实施例中护套管的长度为4mm~5mm,易实现锡焊时焊锡熔化后从护套管一端流入、另一端流出。
46.本发明涉及一种电阻引脚连接方法,对电阻引脚进行预处理;每两个并联电阻进行双绞处理形成一个连接单元;两个连接单元的连接端套设冷压头和护套管,四个引脚并列在一起;冷压头套设在四个引脚外进行压接;在冷压头处对连接端进行点焊;将护套管移动至冷压头外部,进行锡焊。本发明采用组合式铜导线连接方式技术方案,充分发挥现有技术方案的优点,通过科学紧密的配合,达到了电阻单股引脚铜导线可靠连接。
47.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的
原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1