一种燃料电池
1.本发明是申请日为2018年12月29日,申请名称为一种燃料电池金属双极板,申请号为201811639845.x,申请类型为发明的发明专利的分案申请。
技术领域
2.本发明涉及燃料电池技术领域,尤其涉及一种燃料电池。
背景技术:3.燃料电池是一种将氢和氧的化学能通过电极反应直接转换成电能的装置。燃料电池通常由多个电池单元构成,每个电池单元包括两个电极(阳极和阴极),该两个电极被电解质元件隔开,并且彼此串联地组装,形成燃料电池堆。通过给每个电极供给适当的反应物,即给一个电极供给燃料而另一个供给氧化剂,实现电化学反应,从而在电极之间形成电位差,并且因此产生电能。
4.为了给每个电极供给反应物,使用通常称为“双极板”并且设置在每个单个电池的两侧的特定界面元件。这些双极板通常是邻近阳极或阴极支撑体放置的单个元件的形式。双极板是燃料电池组的重要元件。燃料电池堆在运行过程中,双极板执行如下功能以维持燃料电池堆的最佳工作状态以及使用寿命:(1)电池导电体,极板两侧分别形成阴极阳极,将一个个电池单元串联以组成燃料电池堆;(2)通过流道向电极提供反应气(传质);(3)协调水与热的管理,防止冷却介质及反应气体外漏;(4)向膜电极组件(mea)提供结构强度支持。
5.金属双极板由两块厚度为0.07mm~0.7mm的冲压成型的阴阳极单板经焊接或粘结而成。阴极单板有氢气、空气、冷却液出入口,凹槽型氧气流道;阳极单板有氢气、空气、冷却液出入口,凹槽型氢气流道;由于单板很薄,采用激光焊接时,需要将两个单板严格重叠压合,由于单板上设有很多的槽和孔,导致压合难度大,焊接难度更大,很容易受到冲压成型和焊接的残余应力的影响,造成翘曲变行,降低双极板的平整度;采用粘结方式,对黏胶的要求很高,因为燃料电池在运行过程中会有一定的温度,而金属板在热胀冷缩的过程中,普通的黏胶容易断裂。
6.这些会产生以下问题:1)膜电极与双极板的接触电阻,2)表面镀膜的机械稳定,进而影响电堆的性能与寿命。尤其是大面积双极板,在后续的工艺中,例如表面处理,组装,若双极板的强度不够,同样容易扭曲变形。
7.中国专利cn104701550a公开了一种燃料电池金属双极板,金属双极板包括氢气极板和氧气或空气极板。电池密封采用硅橡胶等密封材料。在介质进出口处采用一定设计,使背面组合后能为冷却剂提供流场。由于冷却剂没有独立的极板流场,冷却剂只能在两张极板组合后形成的空隙中进出流场。即冷却剂只能在气体介质极板组合后形成的空腔内进出流场。空腔相当于冷却液流道。该发明的图1中,氢气极板和空气极板的边缘部分的弯折深度小于留到部分的弯折深度。在氢气极板1和空气极板以槽对槽的方式组合后,两个极板的边缘部分形成的边框空腔的厚度小于冷却液空腔的厚度。明显地,该发明的极板的密封部
分与相邻的冷却液空腔存在弯折的“阶梯”。存在弯折的“阶梯”使得两个双极板的压合难度明显增加。该发明的缺陷在于:
8.(1)在两个极板的边缘通过硅橡胶密封时,密封部位是需要承受较大压力才能使得黏胶粘贴,阶梯的存在压合机构无法对阶梯的夹角部位有效用力,使得与冷却液空腔相邻的密封部位受力较小,密封不牢固。
9.(2)当双极板在组合时,槽的部位也需要承受压合压力才能实现脊对脊的紧密贴合。由于边框空腔与冷却液空腔的厚度差存在,流道区域不能够与边框密封部位同时压合,必须分别压合,这就容易导致本身容易弯曲的金属双极板的受力不均匀,降低了双极板压合的效率;例如,对流道区域进行压合,边缘空腔部位容易扩张;在对边缘空腔部位进行压合时,中央的流道区域容易由于边缘受力而再次分开。不仅如此,在槽体部位单独压合时,阶梯结构使得与密封部位相邻的槽体更容易变形。
10.(3)金属双极板的厚度为0.07mm~0.7mm,属于薄的容易变形的金属板。由于两个极板的边缘部分形成的边框空腔的厚度小于冷却液流道空腔的厚度,边缘空腔的密封部位处于悬空状态,相当于在单面受力时另一面没有支撑。而且,边框空腔内使用的是容易形变的硅橡胶粘贴。在边缘的密封部位单面受力时,任意形变的硅橡胶不能够为边缘部位提供有力的支撑,边缘的密封部位更容易变形且破坏密封性。不仅如此,燃料电池在运行过程中会有一定的温度,金属板在热胀冷缩的过程中,普通的黏胶容易断裂。
11.(4)该发明的附图1不能够使用焊接来进行密封。由于金属双极板薄,采用激光焊接时,需要将两个单板严格重叠压合。边缘空腔的密封部位处于悬空状态,导致压合难度大,焊接难度更大,很容易受到冲压成型和焊接的残余应力的影响造成翘曲变行,降低双极板的平整度。这也是该发明不适用焊接只能选择硅橡胶密封粘贴的根本原因。
技术实现要素:12.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种接触电阻小、导电良好、加工方便、组装容易的燃料电池金属双极板。
13.本发明的目的可以通过以下技术方案来实现:一种燃料电池金属双极板,其特征在于,包括由单层金属薄板冲压形成的阴极板和阳极板,所述的阴极板正面经冲压成的凹槽构成了氧化剂流道,相邻凹槽间凸起的部分形成氧化剂流道壁,所述的阳极板正面经冲压成的凹槽构成了燃料流道,相邻凹槽间凸起的部分形成燃料流道壁,所述的阳极板和阴极板正面凸起部分背面形成了凹槽,所述的阴极板和阳极板的背靠背紧贴组装,两块板背面凹槽和背面凸脊的宽窄、深度和走向经设计直接构成了冷却液流道,所述的阴极板和阳极板经夹设在两块板之间边框处的衬垫框和两块板之间贴合处连接分布点阵贴合背靠背紧贴组装后,背面耦合形成了槽对槽或槽对脊的冷却液流道,形成由两个单层薄板构成三个流道的双极板。即在单层金属薄板上设计正面氧化剂流道或燃料流道的同时就需要考虑背面的冷却流道的设计,在单层金属薄板正面冲压出一条条平行凸起,相邻凸起之间的凹槽作为流道,且正面为凸起,对应的反面就为凹槽,阴极板和阳极板正面凹槽分别作为氧化剂流道和燃料流道,正面凸起(即脊)对应的背面为凹槽,两块板背面凹槽处相对,凹槽开口处对接形成冷却液流道,而正面为凹槽处对应的背面为凸起(即脊),两块板背面凸起(即脊)处贴合在一起进行粘结或焊接。在所述的阴极板和阳极板上流体进出口、流道拐弯或交
错的区域背面很可能会形成大片脊对脊的情况,导致冷却液流道堵塞,因此,在设计正面流道时必须考虑到背面流道问题,两块板背对背结合时至少有一个面(阴极板背面或阳极板背面)为凹槽结构,保证整个冷却液流道的畅通,也就是说在这些区域,脊或槽的宽度不等,为避免堵塞冷却液流道,可以将其中至少一个面的槽宽或脊宽拉长。
14.所述的阴极板背面和阳极板背面是背靠背紧贴组装,该紧贴组装可以是分布点阵粘接,也可以是分布点阵焊接,两个板背面由于正面凸起形成的凹槽相对组合为一体,共同组成整体冷却液流道;两个板背面的冷却液流道壁顶部面积对应贴合并背靠背紧贴组装,可以有效降低两个板之间的接触电阻,形成由两个单层薄板构成三个流道的紧凑结构的良好导电的双极板。
15.所述的阴极板和阳极板各自正面的中间区域为反应区,周边为密封区,所述双极板密封区除了引流槽外均为平面没有密封槽,密封区的表面品质可以根据密封材料的选取不同,制作成抛光面,糙毛面和涂胶面。所述的阴极板和阳极板各自的正面以及反面的表面均有导电防腐涂层,所述涂层可以是冲压前或者冲压后喷涂,涂层材料可以是金属或非金属。
16.所述的双极板上设有氧化剂进口、氧化剂引流槽、氧化剂出口,燃料进口,燃料引流槽、燃料出口,冷却液进口、冷却液引流槽、冷却液出口,所述的阴极板正面设有连通所述的氧化剂进口和氧化剂出口的氧化剂引流槽和氧化剂流道,所述的阳极板正面设有连通所述燃料进口和燃料出口的燃料引流槽和燃料流道,所述的阴极板和阳极板背面贴合的夹层中设有连通冷却液进口和冷却液出口的冷却液引流槽和冷却液流道。
17.所述的阴极板和阳极板的周边为密封区,阴极板正面密封区设有密封垫a,阳极板正面密封区设有密封垫b,阴极板和阳极板背面夹层密封区设有衬垫框,该衬垫框两侧通过胶黏剂胶黏的方式或焊接的方式,将阴极板和阳极板密封连接成双极板。
18.所述的衬垫框的材质为硅胶、pp或与金属双极板材质相同的金属。在双极板热胀冷缩时,可消除热应力,这样即使两面的胶黏剂为普通胶黏剂,也不会由于热应力过大,造成胶黏剂断裂。
19.所述的阴极板和阳极板叠加后中间形成导冷却液流场,该导冷却液流场周边形成边框状空腔,所述的衬板填充在所述边框状空腔内,避免使用过多的胶黏剂,从而避免胶黏剂选择困难的问题,胶黏剂可选择导电胶或非导电胶,且能垫板选择的材料可消除热应力。
20.所述的衬垫框呈方形边框状,且在两端设有与阴极板和阳极板对应的三进三出口,其中在衬垫框上冷却液进出口内侧设有还设有冷却流体引流槽,所述的冷却流体引流槽可以选用一定厚度的多孔材料或波纹板构成,冷却液从衬垫框上的冷却液进口通过冷却流体引流槽进入冷却液流道,然后从另一侧冷却流体引流槽进入冷却液出口流出。
21.所述的衬垫框两侧各设有至少一条密封胶槽,一方面可防止双极板压合时胶黏剂外溢,另一方面可加强粘合能力,在衬垫框两侧涂布胶黏剂,将阴极板和阳极板压合在衬垫框两侧,形成双极板。
22.所述的阴极板和阳极板两面均不设密封槽,通过上述衬垫框和密封垫进行密封。衬垫框和密封垫均为方形框状结构,压合在双极板中间夹层和两个面的密封区。
23.与现有技术相比,本发明具有以下有益效果:
24.1.阴极和阳极板上正反两面的流道(槽)和流道壁(脊)是耦合(拓扑)设计的,同时
确保极板正反两面的流动空间从进口到出口是通畅的,流体在反应区域内的流动分布是均匀的。
25.2.阴极板和阳极板两面均没有密封槽,一方面节省了开槽工序,另一方面降低后续工序的难度,因为密封胶不是涂覆在密封槽内,而是涂在衬垫框的两面,涂覆面积大,操作方便,且不会产生溢胶现象,而且涂覆面加大,双极板压合时为平面对平面的压合,不会移位变形,且粘合的更加牢固。
26.3.氢气和空气/氧气的流道槽深各不相同也可以相同,本发明结构可适应很多的双极板结构;
27.4.冷却流体流场空间可以是直接由冲压成型的阴极板和阳极板背靠背构成,中间没有填充材料,衬垫边框的设计仅填充了阴极板和阳极板由于凸起和凹槽的设计带来的周边空腔结构,结构简洁和轻巧,消除了热应力,降低了双极板粘结难度。
28.5.本发明将两个单层金属薄板冲压构成三个流道,充分利用阴阳两板背面凹槽耦合形成整体冷却液流道,简单加边框密封,而不设置传统的密封槽,两板之间不设任何增加双极板高度的附加板,唯一夹在两板之间衬垫框也仅填充在两板冲压后产生的边框空腔内,因此双极板可以做到很薄。
29.本发明还提供一种燃料电池,至少包括膜电极和金属双极板,金属双极板包括由单层金属薄板冲压形成的阴极板和阳极板,其特征在于,所述阴极板和阳极板的背靠背紧贴组装,所述阴极板和阳极板的周边由于凸脊和凹槽的设计形成导流场周边的边框空腔结构,所述边框状空腔的厚度与所述冷却液流道的厚度相同。
30.优选地,所述膜电极两侧设有连接边框,所述连接边框的厚度小于膜电极中间的厚度,所述阴极板正面密封区设有密封垫a,所述阳极板正面密封区设有密封垫b,膜电极与其两侧的连接边框的厚度差分别与所述密封垫a或所述密封垫b的厚度相同。
31.优选地,所述阴极板和阳极板经夹设在两块板之间边框处的衬垫框背靠背紧贴组装,所述衬垫框仅填充在两板冲压后产生的导流场周边的边框空腔内。
32.优选地,所述衬垫框两侧通过胶黏剂胶黏的方式或焊接的方式将阴极板和阳极板密封连接成双极板。
33.优选地,在所述衬垫框上冷却液进出口内侧的冷却液引流槽由与衬垫框厚度相当的波纹板构成。
34.优选地,,所述衬垫框的两端设有与阴极板和阳极板对应的三进三出口,其中,在冷却流体进出口内侧设有多条平行的冷却流体引流槽。
35.优选地,所述阴极板和阳极板的背面凹槽和凸脊以宽度不等的耦合方式形成了槽对槽或槽对脊的冷却液流道,形成由两个单层薄板构成三个流道的双极板。
36.优选地,所述衬垫框两侧各设置有至少一条密封胶槽,在衬垫框两侧涂布胶黏剂的情况下,阴极板和阳极板压合在衬垫框两侧时所述密封胶槽内的胶黏剂以不外溢的方式粘合阴极板和阳极板。
37.优选地,所述的阴极板和阳极板上流体进出口、流道拐弯或交错的区域背面至少有一个面为凹槽结构以形成一侧凹凸起伏一侧平板状的冷却液引流槽,保证整个冷却液流道的畅通。
38.优选地,所述膜电极的两侧设置催化剂层和气体扩散层,所述催化剂层和气体扩
散层的面积与阴极板和阳极板上导流场的面积相同。
39.本发明的燃料电池的技术效果还包括:
40.(1)本发明的流道区域与边框空腔部位能够在一个平面进行同步压合,减少了金属双极板翘曲形变的机会,使得金属双极板能够进行平整压合,不会出现压力不均匀的形变现象,流道区域的槽或者脊不会由于受力不均匀而变形,并且压合时间短,压合效率高。例如,本发明不会出现在压合中央区域时导致边框部分翘起的现象。
41.(2)冷却液流道的厚度与边框空腔的厚度相等,使得边框空腔是与脊相邻,能够进一步延长贴合密闭的距离,边框空腔与流道相邻的部位的压力能够施加到位,不会出现由于受力较小密封不均匀的情况,也减少了冷却液泄露的可能性。
42.(3)边框空腔相对于流道区域不是悬空的。在金属双极板放置在平面上能够存在平稳支撑,由于力的作用是相互的,通过单面受力就能够对两个金属双极板进行双面压合,不需要对边框空腔进行双面施力,并且压合时减少金属双极板的晃动,稳定性好。
43.(4)本发明的金属双极板的焊接难度低。金属双极板由两块厚度为0.07mm~0.7mm的冲压成型的阴阳极单板经焊接或粘结而成。由于单板很薄,本发明采用同步压合,采用激光焊接时,容易将两个单板严格重叠压合降低压合难度,焊接难度降低。由于边框空腔的厚度与冷却液流道的厚度相同,平面压合稳定性高,使得双极板的平面轮廓为完整的矩形,放置时比较稳定,不会受到冲压成型和焊接的残余应力的影响造成翘曲变行,双极板的平整度更好。焊接密封的金属双极板,不容易受电池温度变化的热胀冷缩的影响而裂开,使用寿命长,安全性更好。
附图说明
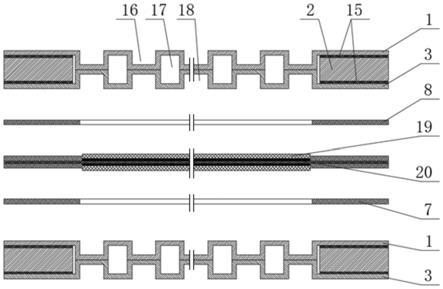
44.图1为双极板的分解图;
45.图2为双极板阴极板一侧的结构示意图;
46.图3为双极板粘合后的结构示意图;
47.图4为双极板与膜电极的组装结构示意图;
48.图5为第一种双极板冷却流体进出口处结构示意图;
49.图6为第二种双极板冷却流体进出口处结构示意图;
50.图7为双极板三个流体进出口边框和引流槽的示意剖视图;
51.图8为第三种双极板冷却流体进出口局部结构示意图;
52.图9为双极板局部侧视图;
53.图10为第四种双极板冷却流体进出口局部结构示意图:
54.图11为双极板局部剖视图示意流道和流道壁的重叠和交错:
55.图12以阴极板为典型板例,说明反应区和分布点阵的示意图。
具体实施方式
56.下面结合附图和具体实施例对本发明进行详细说明。
57.实施例1
58.如图1所示,为金属双极板的分解图,包括依次设置的密封垫7、阴极板1、衬垫框2、阳极板3和密封垫8。其中阴极板1和阳极板3上均没有设有密封槽,通过密封垫7、密封垫8和
衬垫框2密封。密封垫a7、密封垫b8呈方形边框状,所述的双极板与膜电极进行组装时,通过密封垫密封。
59.如图2所述,为阴极板的平面结构示意图,板上设有三进三出口:氧化剂进口9、氧化剂引流槽6、氧化剂出口12,燃料进口11,燃料引流槽4,燃料出口14,冷却液进口10、冷却液引流槽5、冷却液出口13,所述的阴极板1正面设有连通所述的氧化剂进口9和氧化剂出口12的氧化剂流道16,且在氧化剂进出口处设有氧化剂引流槽6,所述的阳极板3正面设有连通所述燃料进口11和燃料出口14的燃料流道18,所述的阴极板1和阳极板3背面贴合的夹层中设有连通冷却液进口10和冷却液出口13的冷却液引流槽5和冷却液流道17。且氧化剂进口9和氧化剂出口12与氧化剂流道16的连接处为燃料引流槽4。
60.如图3所示,由单层金属薄板冲压形成的阴极板1和阳极板3,所述的阴极板1正面经冲压成的凹槽构成了氧化剂流道16,相邻凹槽间凸起的部分形成氧化剂流道壁,所述的阳极板3正面经冲压成的凹槽构成了燃料流道18,相邻凹槽间凸起的部分形成燃料流道壁,所述的阴极板1和阳极板3的背面紧贴,所述的氧化剂流道16与所述燃料流道18的底部紧贴,所述氧化剂流道壁与燃料流道壁向外侧凸起,内侧凹槽耦合构成冷却液流道17。阴极板1和阳极板3正面凹槽分别作为氧化剂流道和燃料流道,正面凸起对应的背面为凹槽,两块板背面凹槽处相对,凹槽开口处对接形成冷却液流道,而正面为凹槽处对应的背面为凸起,两块板背面凸起处贴合在一起,贴合处除了周边的密封区,虚线框24之外区域,还可以是分布点阵25粘接,也可以是分布点阵25焊接进行组装(参见图12,阴极板1和阳极板3各自正面的中间区域为反应区,即虚线框24内,周边正反两面为密封区,即虚线框24外),两个板背面由于正面凸起形成的凹槽相对组合为一体,共同组成整体冷却液流道17;两个板背面的冷却液流道壁顶部面积对应贴合并背靠背紧贴组装,可以有效降低两个板之间的接触电阻,形成由两个单层薄板构成三个流道的紧凑结构的良好导电的双极板。
61.阴极板1和阳极板3背靠背叠加,所述的阳极板1上凹槽处与阴极板3上凹槽处相贴合,阳极板1上凸起处与阴极板3上凸起处相对设置,形成导冷却流体流场17,且周边形成边框状空腔,该边框状空腔的厚度与所述导冷却流体流场17的厚度相同,或者按氧化剂流道16和燃料流道18的深度之和加上两个极板板材厚度计算,所述的衬垫框2填充在所述边框状空腔内。所述的阴极板1和阳极板3的周边为密封区,即虚线框24之外的区域,阴极板1正面密封区设有密封垫a7,阳极板3正面密封区设有密封垫b8,阴极板1和阳极板3背面夹层密封区设有衬垫框2,该衬垫框2两侧通过胶黏剂胶黏的方式或焊接的方式(在本实施例中为胶黏剂胶黏的方式),将阴极板1和阳极板3密封连接成双极板。所述双极板的密封区除了引流槽外均为平面没有密封槽,密封区的表面品质可以根据密封材料密封垫a7和密封垫b8的选取不同,制作成抛光面,糙毛面和涂胶面。所述的阴极板和阳极板各自的正面以及反面的表面均有导电防腐涂层,所述涂层是冲压前喷涂,涂层材料可以是导电防腐金属材料。
62.所述的衬垫框2两侧各设有至少一条密封胶槽21,在衬垫框2两侧涂布胶黏剂15,将阴极板1和阳极板3压合在衬垫框2两侧,形成双极板。衬垫框2两侧均设有密封胶槽,一方面可防止双极板压合时胶黏剂外溢,另一方面可加强粘合能力。所述的衬垫框2呈方形边框状,且在两端设有与阴极板1和阳极板3对应的三进三出口,其中冷却流体进出口内侧设有多条平行的冷却流体引流槽5,更有利于将冷却流体引入导冷却流体流场。如图7所示,为双极板边框处剖视图,阴极板1上设有氧化剂引流槽6,阳极板3上设有燃料引流槽4,在衬垫框
2上开有交错的冷却流体引流槽5。
63.如图4所示,两块双极板中间夹设一膜电极,膜电极包括中间的质子交换膜20,其两侧设置的催化剂层和气体扩散层19,其中催化剂层和气体扩散层19的面积与阴极板和阳极板上导流场的面积相同,膜电极两侧设有连接边框,该连接边框与的厚度小于膜电极中间的厚度,两侧的厚度差分别与密封垫a7或密封垫b8的厚度相同,这样在组装时就不会由于厚度差导致装配不平。该膜电极的结构可以采用发明专利zl2014107077112中的结构。
64.实施例2
65.如图5所示,在衬垫框2上冷却液进出口内侧的冷却液引流槽5选用与衬垫框厚度相当的多孔材料22,冷却液从衬垫框2上的冷却液进口10通过多孔材料22进冷却液流道17,然后从另一侧多孔材料进入冷却液出口13流出。
66.其余同实施例1。
67.实施例3
68.如图6所示,在衬垫框2上冷却液进出口内侧的冷却液引流槽5选用与衬垫框厚度相当的波纹板23构成,冷却液从衬垫框2上的冷却液进口10通过波纹板23进冷却液流道17,然后从另一侧多孔材料进入冷却液出口13流出。所述的阴极板和阳极板各自的正面以及反面的表面均有导电防腐涂层,所述涂层是冲压后喷涂,涂层材料是导电防腐非金属材料。
69.其余同实施例1。
70.实施例4
71.在单层金属薄板上设计正面氧化剂流道或燃料流道的同时就需要考虑背面的冷却流道的设计,在单层金属薄板正面冲压出一条条平行凸起,相邻凸起之间的凹槽作为流道,且正面为凸起,对应的反面就为凹槽,阴极板1和阳极板3正面凹槽分别作为氧化剂流道16和燃料流道18,阴极板1和阳极板3背面脊对脊,槽对槽贴合,阴极板1正面氧化剂流道16与阳极板3正面燃料流道18底部相贴,正面凸起(即脊)对应的背面为凹槽,两块板背面凹槽处相对,凹槽开口处对接形成冷却液流道17,而正面为凹槽处对应的背面为凸起(即脊),两块板背面凸起(即脊)处贴合在一起进行粘结或焊接,如图9所述。在所述的阴极板1和阳极板3上流体进出口、流道拐弯或交错的区域背面很可能会形成大片脊对脊的情况,导致冷却液流道堵塞,因此,在设计正面流道时必须考虑到背面流道问题,两块板背对背结合时至少有一个面(阴极板背面或阳极板背面)为凹槽结构,如图8所示,阴极板1流体进出处氧化剂引流槽6为凹凸槽,,与其对应的阳极板3为加长凸面,两者之间形成另一种形式的一侧凹凸起伏一侧平板状的冷却流体引流槽5a;如图10所示,在阴极板1流体出口处为加长凸面(即该处阳极板的高度与氧化剂流道两侧侧壁高度相同),与其对应的阳极板3流体进出燃料引流槽4为凹凸槽,两者之间形成第三种一侧凹凸起伏一侧平板状的冷却流体引流槽5b,保证整个冷却液流道的畅通。
72.阴极板1和阳极板3上流体进出口、流道拐弯或交错的区域背面至少有一个面为凹槽结构,保证整个冷却液流道17的畅通。如图11所示,在流体进出口处背面形成交错的冷却流体引流槽5a和冷却流体引流槽5b,也就是说双极板上槽和脊的设计不是一成不变的,而是相辅相成的,同一张板上可以设计不同的流道,目的在于,各板正面流道畅通的同时,满足背面形成的冷却液流道畅通。
73.实施例5
74.如图12所示,为一种阴极板背面结构示意图,其中阴极板正面凸起部分分别在背面形成了凹槽,而正面的凹槽部分则构成了背面冷却液流道间的凸脊,同理阳极板背面也是如此,当两块板背靠背贴合时,背面凸脊两两接触面上选择连接分布点阵25,通过连接分布点25将两块板焊接,组合为一体,形成双极板(也可以采用粘接,粘接分布点阵25位于两块板背面凸脊上)。分布点阵25的点数量可以根据结构稳固性和接触面导电需要选取,可多可少。
75.所述的阴极板和阳极板各自正面的中间区域为反应区,即虚线框24内为反应区,对应的背面为主要冷却流场区。其余同实施例1。