一种3D打印电阻的制备及阻值调整方法与流程
一种3d打印电阻的制备及阻值调整方法
技术领域
1.本发明属于电阻元件的加工制造领域,具体涉及一种3d打印电阻的制备及阻值调整方法。
背景技术:
2.电阻是电子设备中常用的元器件之一,通常电阻是采用丝网印刷电阻特性材料沉积在绝缘基体上,烧结而成厚膜贴片电阻;金属贴片电阻是在真空中采用蒸发和溅射等工艺将电阻材料溅镀在绝缘基体上制成。通过封装后,以焊接的形式固定于电子线路板上,通常是需要自动化贴装及回流焊焊专业设备完成。而在柔性薄膜上的贴片电阻,尺寸较小,且在薄膜后续弯折或二次加工过程中,贴片电阻容易受到弯折变形或封装棱角剐蹭而导致贴片电阻脱落,造成后续返修困难耗时等问题。此外在针对曲面电路上电阻的贴装而言没有成熟的贴装设备可以应用,采用手工贴装效率较低。
3.电子3d打印技术是指以微笔直写、压电喷墨、气溶胶喷射等技术为基础,将电子材料按需沉积成型的一种增材制造技术,可以用于制造传感器、天线、电容等一类器件。且近些年报道了采用压电喷墨、气溶胶喷射方式打印多层印制板、曲面传感器、阵列电极等一些方面的应用。其具有极大灵活性,可以基于现有三轴设备和五轴运动设备进行组装,从而实现平面及曲面电路图形的叠层覆形打印。此外打印方式适用的浆料范围也较广,包括银浆、铜浆、镍浆、碳浆等电子浆料。
4.采用丝网印刷电阻浆料来制作电阻,整体碳浆的厚度均是趋于一致,无法实现电阻厚度差异可控。需要专门定做专用丝网或钢网,且丝印过程中会浪费较多的浆料。印刷后由于浆料流动铺展的原因,因而造成电阻不一致,通常会采用激光调阻仪的方式进行电阻修调,而激光调阻的方式也仅适用于在电阻值低于目标阻值情况下的修调。
技术实现要素:
5.针对现有技术中存在的上述问题,本发明公开一种3d打印电阻的制备及阻值调整方法,可应用在柔性基材或刚性pcb板以及曲面覆形电路上进行电阻的制作。该工艺方法具有灵活程度高,节省材料,打印后的电阻经过固化后省去了原有电阻器件的贴装及焊接工序,通过选择合适的电阻浆料也避免了原有贴片电阻易脱落的特点。此外,通过打印的方式可以灵活改变电阻图形以及厚度,可以通过在已固化电阻图形上叠加不同图形或组织的浆料来实现对打印电阻阻值的调整。
6.且发明该工艺方法易于集成于现有三轴或者五轴设备上,增加了工艺适用的灵活性及推广性。
7.本发明所采用的技术方案是:
8.一种3d打印电阻的制备及阻值调整方法,包括了以下步骤:
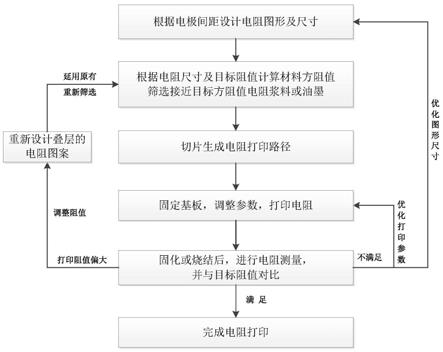
9.步骤1:根据包括电极之间的间距、空间大小以及所需求的目标阻值在内的信息初步设计打印电阻图形尺寸。如可以根据空间采用“s”型设计加长电阻线路长度,来调节电阻
值,在初始设计电阻图案应尽可能薄,便于后续可以通过增加厚度减小电阻以达到目标阻值。
10.步骤2:根据步骤1所设计的尺寸以及目标阻值计算所需打印材料的方阻值或电阻率,结合基材特性、使用要求筛选打印电阻浆料或油墨。筛选电阻浆料主要考虑到其固化温度与基板耐温性的匹配、电阻浆料在基板上的粘附力、耐温度冲击性能、随温度电阻漂移率以及可打印性等方面。
11.步骤3:通过切片软件或cam软件生成电阻的打印路径文件;目的在于实现电阻浆料按照轨迹的进行定量沉积,形成电阻图形。
12.步骤4:将基材在打印机基台上固定,进行定位后,调整打印参数,执行打印程序,完成电阻打印。通常薄膜类采用负压吸附方式固定,硬质基板采用压板固定。在固定前,打印电阻部位及电极表面应进行清洁,保证表面干净无油污,电极表面无氧化层。
13.步骤5:将步骤4中所打印的电阻进行固化或者烧结后,测试电阻,并与目标阻值对比,若满足目标阻值设计则完成打印。低温电阻浆料,如碳浆、石墨烯浆料可采用热台、烘箱等形式等进行固化,而高温电阻浆料如氧化钌、铂类浆料,需经过高温烧结或者激光烧结方式固化。
14.步骤6:在步骤5不满足目标阻值的情况下,采用优化设计图形尺寸或打印参数进行电阻值的调整,或者在已打印固化完成电阻的基础上进行阻值调整。在阻值控制稳定后,也可以采用树脂材料封装等方法,避免外界环境温度、湿度等对于电阻稳定性带来的影响。
15.进一步的,步骤1中设计的打印电阻图形尺寸,其电阻图形在电极上的搭接量大于打印头喷孔直径的2倍以上,主要为了避免打印起始点和收尾点线路尺寸不稳定而导致电阻值发生变化,尽可能保证有效电阻区域的尺寸稳定。
16.进一步的,步骤2所述电阻浆料指的是碳浆、氧化钌浆料、石墨烯浆料、碳油墨或氧化石墨烯油墨,且其方阻值不小于计算所需打印材料的方阻值且不超过计算方阻值的一倍。其目的主要为了便于在微调整图形尺寸内可以实现电阻的调控,否则电阻偏离值较大无法达到目标电阻或较难修调至目标电阻。
17.进一步的,步骤4所述打印机是指基于气溶胶喷射技术、微笔直写技术或压电喷墨技术的打印设备,其中依据步骤2所筛选电阻浆料的粘度特性选择对应的打印设备。如微笔直写技术适用于粘度在1000cp以上的浆料,压电喷墨适用于粘度5~50cp,气溶胶适用于1000cp以下粘度的浆料。
18.进一步的,步骤4所述调整打印参数指通过调整层高、打印速度或气压参数,利用打印线条测试实现打印线条连续均匀、无断点现象出现。主要目的为了实现打印电阻图形的一致性,最终实现电阻阻值的一致性。
19.进一步的,步骤6中,所述优化设计图形指通过改变图形的宽窄、长度和/或厚度调整电阻值大小,所述优化打印参数指通过改变打印速度、挤出气压和/或打印层数方式改变打印厚度来调整电阻。
20.进一步的,步骤6中,当需要微调电阻时,通过调整打印参数使打印电阻线路宽度及厚度发生变化实现对于电阻的微调整;当需要较大范围调整电阻时,在两电极之间有足够空间的情况下,通过增加或者缩短设计图形长度来增加阻值。
21.进一步的,步骤6中在已打印固化完成电阻的基础上进行阻值调整指:在实际打印
电阻值远大于目标阻值的情况下,通过在原有电阻图形上叠层打印相同或不同图形,改变原有电阻图形的整体厚度或局部厚度来调节阻值,可以根据调节范围选择合适方阻值的同类型电阻浆料。优选同类型的浆料,主要是为保证同一固化体系以及浆料之间的粘附力,具体根据调阻的范围大小,类似电阻并联的效果进行电阻调节,通过计算所需阻值大小筛选合适方阻值浆料。当然,在保证物理特性匹配的情况下,如固化温度、层间粘附力、膨胀系数及环境适应性的特性的情况下,也可以选择不同类型的电阻浆料。
22.有益效果
23.与背景技术相比,本发明具有的有益效果是:
24.1)本发明的3d打印电阻方法较传统丝网印刷工序以及减少材料浪费,工艺简单,避免了电阻元件贴装及焊接工序。且打印电阻浆料为自然流平态无尖锐棱角,减少了传统贴片电阻由于异物剐蹭所导致的脱落风险。
25.2)本发明的3d打印电阻方法,可以通过采用电阻的图案化设计及厚度控制灵活实现电阻的控制。
26.3)本发明调节电阻的方式,可以与现有激光调阻的方式相互补充,扩大电阻的可调范围。
27.4)本发明中电阻打印工艺方法易于集成于现有的三轴及五轴等运动系统,即可以实现平面电阻的打印,也可以实现曲面电阻的打印,大大增加了其适用的灵活性。
28.本发明可衍生应用于电极图形、传感器、天线等图形的打印,为提高电子元件的灵活化制造提供有力支持。
29.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
30.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
31.图1是本发明3d打印电阻及阻值调整方法的流程示意图。
32.图2是本发明根据电极间距及空间设计不同电阻图形示意。
33.图3是本发明微笔直写打印电阻及阻值调整过程的示意。
34.图4是实际打印电阻调阻前后形貌。a)打印电阻固化后,b)叠层打印调整电阻。
35.图5是不同设计图形的打印电阻形貌。a)条形电阻,b)方波形电阻,c)方块形电阻,d)s型电阻,e)圆形电阻。
具体实施方式
36.为了进一步阐述本发明的具体内容,下面结合附图和实施案例进行详细描述。图1为本发明3d打印电阻及阻值调整方法的流程图;图2为步骤1中根据电极之间尺寸设计不同电阻图形;如折线形、条形以及方块形,理论电阻值应以有效区域尺寸进行计算,如图2中所对应的有效电阻值区域所示,搭接于电极上的区域为无效电阻区域。图3为采用微笔直写技术打印碳浆的方式,对打印方块电阻以及阻值调整的过程进行了说明,其调阻为在原有打印电阻的基础上再进行叠层打印。图4和表1为实际打印电阻及调阻后电阻形貌以及阻值数
据变化,具体过程见下述实施案例。
37.实施案例1:
38.目标电阻值为:160ω
±
10%,电极间距为:0.3mm,基材为pet;设计方块电阻尺寸为:1.6mm
×
1.6mm,厚度:以实际打印厚度为准(20~50μm),打印电阻浆料为:碳浆(西安瑞特三维科技有限公司),粘度:(4~5)
×
104cp,方阻:1kω/
□
,固化温度160℃@0.5h。设备:双微笔直写3d打印机(型号:jd200pro,西安瑞特三维科技有限公司)
39.打印参数为:针头直径:0.24mm,打印气压:0.38mpa,层高0.1mm,打印速度100mm/min
40.打印电阻结果:采用万用表实际测试的阻值为250ω
±
10%,具体数据见表1所示,形貌见图4a)。
41.设计调阻图形尺寸:1.6mm
×
0.4mm,距离基板层高:0.15mm,其他打印参数及调阻用浆料均不变。
42.调阻后阻值为:采用万用表测试调阻后电阻值为160ω
±
10%,具体数据见表1所示,形貌见图4b)。
43.实施案例2:
44.通过设计不同图形实现固定电极间的不同电阻,如设计的条形、方块、圆型、s型等。电极间距为4mm,电极尺寸为2*2mm,选择的电阻浆料为石墨烯浆料,粘度3~6*104,方阻为25ω@20μm,固化温度为:150℃@30min,基材选择为pi薄膜。设备:双微笔直写3d打印机(型号:jd200pro,西安瑞特三维科技有限公司)
45.打印参数:打印针头直径为0.16mm、气压为0.2mpa,层高为0.1mm,打印速度为400mm/min。
46.不同设计图形的打印电阻及图形具体见表2所示。
47.表1打印电阻及叠层后阻值变化
[0048][0049]
表2打印不同设计图形的电阻
[0050][0051]
本发明使用烘箱、热台或烧结炉将电阻材料进行固化或烧结,通过对打印电阻进行测试后,根据电阻测试值优化电阻图形尺寸以及优化打印参数,或者在已打印固化完成电阻的基础上进行电阻值的调整,直到达到电阻的目标设定值。阻值调整方法是指在打印电阻的阻值高于目标阻值的情况下,通过打印的方式在原有电阻的基础上整体或者局部增加电阻浆料层厚,固化后从而达到降低电阻值的工艺。
[0052]
本发明的电阻制备方法具有极大的灵活性,可以避免传统丝网印刷工序中网板的制作以及材料的浪费,此外采用打印方式可以灵活调整电阻图形以及电阻厚度,避免了丝网印刷难以准确调整厚度的问题。同时可以解决现有焊接的贴片电阻容易在后外力等工序下脱落等现象。通过二次打印方式增厚电阻从而降低电阻值,可以实现阻值由高向低的调整,与现有激光调阻仪只能实现从低阻值向高阻值的调整方式可以互补。
[0053]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在不脱离本发明的原理和宗旨的情况下在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1