一种直插式铜铝连接器用装配扳手及其装配方法与流程
1.本发明涉及铜铝连接器配件领域,特别是涉及一种直插式铜铝连接器用装配扳手及其装配方法。
背景技术:
2.线缆用直插式铜铝连接器,包括公端和母端,所述公端的一端带有插接头,其另一端带有公端接头,所述公端接头朝向插接头的一端为铜管,其另一端为用于与铝电缆压接的铝管,如图1和2所示;所述母端的一端带有与公端的插接头配合的插槽,另一端带有母端接头,所述母端接头朝向插槽的一端为铜管,其另一端为与铝电缆压接的铝管,如图3和4所示。当公端和母端均压接好铝电缆后,通过插接头和插槽的配合,实现两者插接连接,并避免铜铝间的电化学腐蚀问题,连接后的公端接头、母端接头和两根铝电缆的连接关系如图5所示。
3.上述直插式铜铝连接器虽然具有铜端可实现现场直接插拔,操作便捷等优点,但是公端或母端的铝管与铝电缆的压接规格、公端或母端的压紧塑胶螺帽与公端或母端的壳体的压紧程度以及公端与母端的插接及拆卸等通常存在压接、压紧不到位,不合格,拆卸不便等缺点,一方面影响直插式铜铝连接器的使用性能,另一方面,上述操作过程中通常需要使用多种工具配合完成,存在工具较多,携带查找不便,容易损坏铜铝连接器的公端或母端的缺点。
技术实现要素:
4.本发明主要解决的技术问题是提供一种直插式铜铝连接器用装配扳手及其装配方法,具有辅助直插式铜铝连接器的公端、母端与铝电缆进行压接、固定和拆卸并进行压接、定位效果进行检测的功能,能够解决背景技术中存在的上述问题。
5.为解决上述技术问题,本发明采用的一个技术方案是:提供一种直插式铜铝连接器用装配扳手,包括手柄,所述手柄的一端连接有与直插式铜铝连接器的压紧塑胶螺帽配合的第一扳头,其另一端连接有第二扳头,所述第二扳头上还带有定位槽,所述定位槽与所述直插式铜铝连接器的公端的插接头或母端的插槽相匹配。
6.在本发明一个较佳实施例中,所述定位槽为贯通所述第二扳头的圆筒结构,其一端端部带有与所述插接头的结构相匹配的挡板,其另一端内壁面上带有与所述插槽的结构相匹配的肋条。
7.在本发明一个较佳实施例中,所述第一扳头为开口式梅花板头,所述第二扳头为u型扳头。
8.在本发明一个较佳实施例中,所述手柄的一侧开设有公端装配检测槽,其另一侧开设有母端装配检测槽。
9.在本发明一个较佳实施例中,所述公端装配检测槽和母端装配检测槽的深度小于所述压紧塑胶螺帽的半径。
10.在本发明一个较佳实施例中,所述手柄的一面上带有剥线尺寸检测槽和压接距离检测槽。
11.在本发明一个较佳实施例中,所述剥线尺寸检测槽和压接距离检测槽均垂直于所述手柄的轴线方向。
12.在本发明一个较佳实施例中,所述手柄的至少一侧还开设有压接宽度检测槽和压接高度检测槽。
13.在本发明一个较佳实施例中,所述直插式铜铝连接器包括公端和母端,所述公端包括公端接头、压紧塑胶螺帽、公端壳体和插接头,所述插接头固定在所述公端壳体的一端,所述压紧塑胶螺帽与所述公端壳体的另一端螺纹连接;所述公端接头内置在所述公端壳体内,其铜管端与所述插接头接触连接,其铝管端朝向所述压紧塑胶螺帽,用于与铝电缆连接;所述母端包括母端接头、压紧塑胶螺帽、母端壳体和插槽,所述插槽固定在所述母端壳体的一端,所述压紧塑胶螺帽与所述母端壳体的另一端螺纹连接;所述母端接头内置在所述母端壳体内,其铜管端与所述插槽接触连接,其铝管端朝向所述压紧塑胶螺帽,用于与铝电缆连接。
14.为解决上述技术问题,本发明采用的一个技术方案是:提供一种直插式铜铝连接器用装配扳手的装配方法,包括如下步骤:(1)铝电缆剥皮及压接:将两根铝电缆剥皮,并用装配扳手的剥线尺寸检测槽检测确认所需的剥皮长度,然后分别与直插式铜铝连接器的公端接头和母端接头的铝管压接,并用装配扳手的压接距离检测槽、压接宽度检测槽和压接高度检测槽分别检测确认所需的压接长度、压接宽度和压接高度;(2)组装:通过所述装配扳手的第一扳头分别卡置并旋紧所述公端和母端上的压紧塑胶螺帽;(3)紧固处理:将所述公端的插接头或母端的插槽分别插入到所述装配扳手的定位槽内,然后通过另一个装配扳手的第一扳头旋转所述公端或母端的压紧塑胶螺帽,对公端或母端进行紧固处理;(4)检验及插接:将步骤(3)中紧固处理后的公端卡置在所述公端装配检测槽内,母端卡置在所述母端装配检测槽,若能够完全卡入,在紧固处理合格,将公端的插接头与母端的插槽插接,即完成连接,若不能够完全卡入,则返回步骤(2)。
15.本发明的有益效果是:本发明一种直插式铜铝连接器用装配扳手,通过与直插式铜铝连接器配合的第一扳头、第二扳头和定位槽的结构设计,以及多个检测槽的设计,能够集铝电缆的压接、铜铝连接器的组装及紧固和各个装配步骤的检验于一体,使用方便快捷,也不易损伤直插式铜铝连接器,实用性强。
附图说明
16.图1是直插式铜铝连接器的公端的立体结构示意图;图2是图1的爆炸结构示意图;图3是直插式铜铝连接器的母端的立体结构示意图;图4是图3的爆炸结构示意图;图5是公端和母端插接后公端接头、母端接头和两根铝电缆的连接关系示意图;
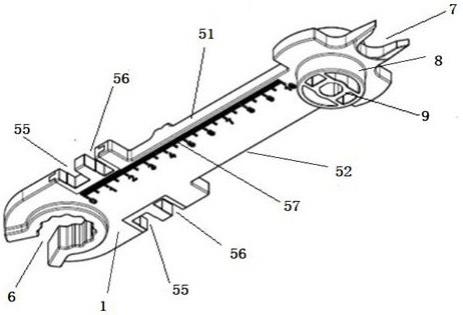
图6是本发明一种直插式铜铝连接器用装配扳手立体结构示意图;图7是图6的背面结构示意图;附图中各部件的标记如下:1.公端,11.公端接头,12.公端壳体,13.插接头,2.母端,21.母端接头,22.母端壳体,23.插槽,3.压紧塑胶螺帽,4.铝电缆,5.手柄,6.第一扳头,7.第二扳头,8.定位槽,9.挡板,10.肋条,51.公端装配检测槽,52.母端装配检测槽,53.剥线尺寸检测槽,54.压接距离检测槽,55.压接宽度检测槽,56.压接高度检测槽,57.标尺。
具体实施方式
17.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
18.本发明实施例包括:实施例1一种直插式铜铝连接器,包括公端1和母端2,所述公端1包括公端接头11、压紧塑胶螺帽3、公端壳体12和插接头13,所述插接头13固定在所述公端壳体12的一端,所述压紧塑胶螺帽3与所述公端壳体12的另一端螺纹连接;所述公端接头13内置在所述公端壳体12内,所述公端接头13包括连接在一起的铜管和铝管,其铜管端与所述插接头13接触连接,其铝管端朝向所述压紧塑胶螺帽3,用于与铝电缆4连接。如图1和2所示。
19.所述母端2包括母端接头21、压紧塑胶螺帽3、母端壳体22和插槽23,所述插槽23固定在所述母端壳体22的一端,所述压紧塑胶螺帽3与所述母端壳体22的另一端螺纹连接;所述母端接头21内置在所述母端壳体22内,所述母端接头包括连接在一起的铜管和铝管,其铜管端与所述插槽23接触连接,其铝管端朝向所述压紧塑胶螺帽3,用于与铝电缆连接。如图3和4所示。详细结构请参见中国专利cn 212462102 u。
20.如图6-7所示,一种直插式铜铝连接器用装配扳手,包括手柄5,所述手柄5的一端连接有第一扳头6,所述第一扳头6为开口式梅花板头,用于与上述直插式铜铝连接器的压紧塑胶螺帽3配合,使压紧塑胶螺帽3与公端1的公端壳体12旋紧或使压紧塑胶螺帽3与母端2的母端壳体22旋紧。
21.所述手柄5的另一端连接有第二扳头7,所述第二扳头7为u型扳头,当插接在一起的直插式铜铝连接器的公端和母端需要拆卸时,用于夹持在公端壳体12和母端壳体22上,挤压公端1的插接头13,使得插接头13的外八形状合拢,使公端1的插接头13从母端的插槽23内拔出,实现拆卸。
22.所述第二扳头6上还带有定位槽8,所述定位槽8为贯通所述第二扳头7的圆筒结构,其一端端部的底面带有挡板9,所述挡板9的结构与所述插接头13配合(插接头13能够插入到挡板9上);所述定位槽8的另一端内壁面上肋条10,所述肋条10能够与所述插槽23配合(插槽23带有间隙,肋条9卡在间隙内)。所述定位槽8的结构设计,能够与公端1的插接头13或母端2的插槽23配合并固定,再配合另一个装配扳手分别夹置公端1或母端2的压紧塑胶螺帽3,从而使公端1或母端2实现锁紧装配(即紧固),提高了紧固效果与紧固的便捷性。
23.所述手柄5的另个侧边分别开设有公端装配检测槽51和母端装配检测槽52,所述公端装配检测槽51和母端装配检测槽52均靠近所述第二扳头6的一端,其深度小于所述压紧塑胶螺帽3的半径(使压接后的铝电缆位于槽的外侧,防止影响检测效果),其长度分别为
所述公端1或母端2达到紧固标准要求的长度。将所述紧固或锁紧装配后的公端1或母端2分别对应卡置在所述公端装配检测槽51或母端装配检测槽52内,若能够完全卡入,则达到紧固或锁紧装配的要求。
24.所述手柄5的一面上带有剥线尺寸检测槽53和压接距离检测槽54,其另一侧面上带有标尺57。其中,所述剥线尺寸检测槽53和压接距离检测槽54均垂直于所述手柄5的轴线方向,剥线尺寸检测槽53用于检测铝电缆的剥线长度,所述压接距离检测槽54用于检测铝电缆与铝导体压接后的压接长度。
25.所述手柄5上靠近所述第一扳头6的一端的两侧均开设有压接宽度检测槽55和压接高度检测槽56。其中,所述压接宽度检测槽55用于检测上述铝电缆压接后的宽度,所述压接高度检测槽56用于检测上述铝电缆压接后的高度。
26.上述装配扳手的材质为塑胶材质,相对于常规钢材的扳手更轻便,适合工人长时间携带使用,也不易损伤直插式铜铝连接器。上述装配扳手,集铝电缆的压接、铜铝连接器的组装及紧固、各个装配步骤的检验于一体,具有功能多,使用方便快捷,实用性强等优点。
27.上述直插式铜铝连接器用装配扳手的装配方法,包括如下步骤:对公端:将铝电缆4剥皮,并用装配扳手的剥线尺寸检测槽53检测确认所需的剥皮长度,然后与直插式铜铝连接器的公端接头11的铝管压接,并用装配扳手的压接距离检测槽54、压接宽度检测槽55和压接高度检测槽56分别检测确认所需的压接长度、压接宽度和压接高度;通过所述装配扳手的第一扳头6卡置并旋紧所述公端1上的压紧塑胶螺帽3,实现组装;将所述公端1的插接头13插入到所述装配扳手的定位槽7内,然后通过另一个装配扳手的第一扳头6旋转所述公端1的压紧塑胶螺帽3,对公端1进行紧固处理;将紧固处理后的公端卡置在装配扳手的公端装配检测槽51内,若能够完全卡入,在紧固处理合格,若不能够完全卡入,则返回组装环节。
28.对母端:将铝电缆4剥皮,并用装配扳手的剥线尺寸检测槽53检测确认所需的剥皮长度,然后与直插式铜铝连接器的母端接头21的铝管压接,并用装配扳手的压接距离检测槽54、压接宽度检测槽55和压接高度检测槽56分别检测确认所需的压接长度、压接宽度和压接高度;通过所述装配扳手的第一扳头6卡置并旋紧所述母端2上的压紧塑胶螺帽3,实现组装;将所述母端2的插槽23插入到所述装配扳手的定位槽7内,然后通过另一个装配扳手的第一扳头6旋转所述母端2的压紧塑胶螺帽3,对母端进行紧固处理;将上述紧固处理后的公端卡置在装配扳手的母端装配检测槽52内,若能够完全卡入,在紧固处理合格,若不能够完全卡入,则返回组装步骤重新处理。
29.将组装并紧固处理合格的公端的插接头与母端的插槽插接,即完成连接。
30.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变
和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1