一种用于提高机械强度的高温超导线材制备方法
1.本发明涉及超导线制备方法领域,具体是一种用于提高机械强度的高温超导线材制备方法。
背景技术:
2.随着科学技术的发展,对强磁场的需求越来越迫切,如大型加速器,聚变堆装置都离不开超导磁体。当前低温超导体nb3sn和nbti等受上临界场(hc2)的限制,已经逐渐无法满足当前装置的设计需求。因此,迫切需要采用具有高临界磁场的高温超导材料来研制高场磁体。
3.bi
‑
2212高温超导材料在4.2k温度下其上临界磁场可达100t具有优异的磁场载流性能,是目前高温超导材料当中唯一可制备成各向同性圆线的材料,可以用于制备铠装管内电缆导体(cicc)。bi
‑
2212超导线制备工艺要求其必须经过一定的高温热处理才能生成bi
‑
2212超导相产生超导电性。热处理后的bi
‑
2212超导相为陶瓷结构,一方面超导线对应力应变敏感,另一方面热处理后的超导线机械性能极差,其机械强度约只有nb3sn超导线的一半,难以用于实际磁体绕制和cicc导体制备。
4.为了实现bi
‑
2212超导线的实际应用,必须借助外在支撑结构来克服其机械性能不足的现状。支撑结构材料选择及制备工艺是bi
‑
2212超导线机械性能加强所面临的主要问题。支撑结构材料必须承受高温、富氧的热处理环境。制备过程中需要克服因张力造成的支撑失效问题。因此,急需发明一种用于提高机械强度的高温超导线材制备方法来实现bi
‑
2212超导线的实际应用。
技术实现要素:
5.本发明目的是提供一种用于提高机械强度的高温超导线材制备方法解决热处理后bi
‑
2212超导线机械性能不足的缺点。
6.本发明是通过以下技术方案实现的:
7.一种用于提高机械强度的高温超导线材制备方法,
8.本发明的技术方案为:一种用于提高机械强度的高温超导线材制备方法,所述方法制成的机械强度加强型高温超导线材包括bi
‑
2212超导线及同轴螺旋包绕在bi
‑
2212超导线外的预成型铝青铜包带,包括以下步骤:
9.步骤(a)、预包绕成型步骤,用于制备紧密螺旋包绕的预成型铝青铜包带;其中,铝青铜包带预先螺旋包绕在不锈钢丝上,所述不锈钢丝直径小于bi
‑
2212超导线直径;
10.步骤(b)、退火步骤,用于消除预成型铝青铜包带在螺旋绕制过程中产生的应力和张力;
11.步骤(c)、制备步骤,用于制备含预成型铝青铜包带的bi
‑
2212超导线;
12.步骤(d)、热处理成相步骤,用于制备具有超导性能的高强度bi
‑
2212超导线。
13.进一步的,所述的预包绕成型步骤中铝青铜包带厚度0.05mm~0.2mm,宽度1mm~
4mm。
14.进一步的,所述的步骤(a)的预包绕成型步骤中,先将铝青铜包带起始端与不锈钢丝焊接,另一端带张力包绕,确保铝青铜包带紧密贴合在不锈钢丝外表面,包绕完成后将铝青铜包带末端与不锈钢丝焊接。
15.进一步的,所述步骤(b)的退火步骤要求预包绕成型后的铝青铜包带进行真空去应力退火处理,退火温度400℃~700℃。
16.进一步的,所述的步骤(b)的退火步骤完成后,需要先对铝青铜包带两端焊接部位切割处理,之后沿不锈钢丝同轴取出预成型铝青铜包带。
17.进一步的,所述的步骤(c)的制备步骤要求将退火后同轴取出的预成型铝青铜包带顺着所述预成型铝青铜包带螺旋的方向紧密螺旋包绕至bi
‑
2212超导线外,预成型铝青铜包带起始端与bi
‑
2212超导线进行焊接,之后带张力包绕,确保预成型铝青铜包带紧密贴合在bi
‑
2212超导线外表面,包绕完成后的预成型铝青铜包带末端与bi
‑
2212超导线进行焊接。
18.进一步的,所述的步骤(d)的热处理成相步骤要求包绕了预成型铝青铜包带的bi
‑
2212超导线在氧气环境下进行890℃处理1h,之后降至830℃保温50h。
19.有益效果:
20.与现有技术相比,本发明的优点是:采用预先成型退火去应力后的铝青铜包带可以克服包带绕制bi
‑
2212超导线过程中因张力问题而造成的松散导致支撑失效的问题。采用铝青铜包带先包绕强化,后bi
‑
2212热处理成相的工艺流程可以有效的解决bi
‑
2212超导线对应力应变敏感而造成的性能退化问题。本发明制备工艺实现成本低,为未来bi
‑
2212超导线实际应用而机械性能不足问题提供解决方案。
附图说明
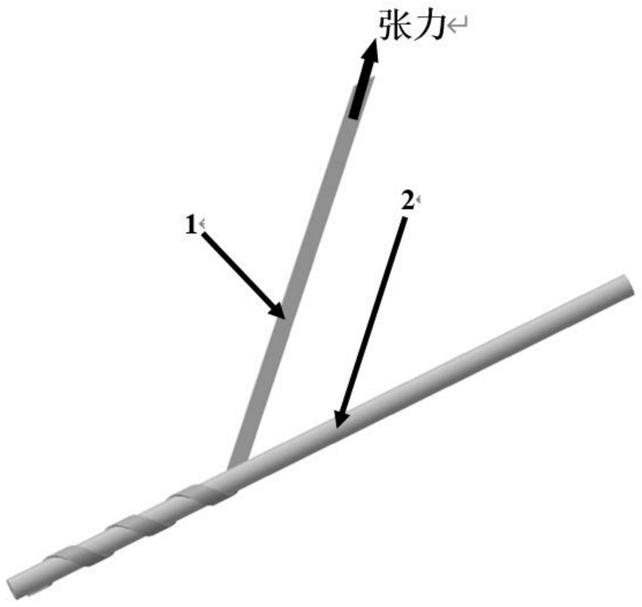
21.图1为本发明的铝青铜包带预包绕不锈钢丝过程示意图;
22.图2为本发明的预成型铝青铜包带包绕工艺完成示意图;
23.图3为本发明的预成型铝青铜包带真空退火工艺示意图;
24.图4为本发明的预成型铝青铜包带取出工艺示意图;
25.图5为本发明的预成型铝青铜包带包绕bi
‑
2212方法示意图;
26.图6为本发明的机械性能加强型bi
‑
2212超导线热处理成相工艺示意图。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅为本发明的一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域的普通技术人员在不付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。
28.根据本发明的实施例,提出一种用于提高机械强度的高温超导线材制备方法,所述方法制成的机械强度加强型高温超导线材包括bi
‑
2212超导线5及同轴螺旋包绕在bi
‑
2212超导线5外的预成型铝青铜包带3,其特征在于:包括以下步骤:
29.步骤(a)、如图1
‑
图2所示,预包绕成型步骤,用于制备紧密螺旋包绕的预成型铝青
铜包带3;
30.步骤(b)、如图3所示,退火步骤,用于消除预成型铝青铜包带3在螺旋绕制过程中产生的应力和张力;
31.步骤(c)、如图5所示,制备步骤,用于制备含预成型铝青铜包带3的bi
‑
2212超导线5;
32.步骤(d)、如图6所示,热处理成相步骤,用于制备具有超导性能的高强度bi
‑
2212超导线5。
33.如图1所示,所述的一种用于提高机械强度的高温超导线材制备方法,其特征在于:所述的预包绕成型步骤中铝青铜包带1厚度0.05mm~0.2mm,宽度1mm~4mm。
34.如图1,图2所示,所述的一种用于提高机械强度的高温超导线材制备方法,所述的预包绕成型步骤中铝青铜包带1需要预先螺旋包绕在不锈钢丝2上,不锈钢丝2直径需要小于bi
‑
2212超导线5直径。先将铝青铜包带1起始端与不锈钢丝2焊接,另一端带张力包绕,确保铝青铜包带1紧密贴合在不锈钢丝2外表面,包绕完成后将铝青铜包带1末端与不锈钢丝2焊接。
35.如图3所示,所述的退火步骤要求预成型铝青铜包带3在真空炉4中进行去应力退火处理,退火温度400℃~700℃。
36.如图4所示,所述的退火步骤完成后,需要先对预成型铝青铜包带3两端焊接部位切割处理,之后沿不锈钢丝2同轴取出预成型铝青铜包带3。
37.如图5所示,所述的制备步骤要求将退火后取出的预成型铝青铜包带3紧密螺旋包绕至bi
‑
2212超导线5外。预成型铝青铜包带3起始端与bi
‑
2212超导线5进行焊接,之后带张力顺着所述预成型铝青铜包带螺旋的方向包绕(即保持预成型铝青铜包袋的螺旋方向不变,只是螺旋管的直径变大了),确保预成型铝青铜包带3紧密贴合在bi
‑
2212超导线5外表面,包绕完成后的预成型铝青铜包带3末端与bi
‑
2212超导线5进行焊接。由于本发明采用预先成型退火去应力后的铝青铜包带,可以克服包带绕制bi
‑
2212超导线过程中因张力问题而造成的松散导致支撑失效的问题。
38.如图6所示,所述的热处理成相步骤要求含预成型铝青铜包带3的bi
‑
2212超导线5在高温、高压、富氧的热处理炉6内进行890℃处理1h,之后降至830℃保温50h。
39.本发明所述的实施例仅仅是对本发明的优选实施方式进行的描述,并非对本发明构思和范围进行限定,在不脱离本发明设计思想的前提下,本领域中工程技术人员对本发明的技术方案作出的各种变型和改进,均应落入本发明的保护范围,本发明请求保护的技术内容,已经全部记载在权利要求书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1