一种可吸附气体的金属复合膜及其制备方法、袋装电池与流程
1.本发明涉及铝塑膜技术领域,具体涉及一种可吸附气体的金属复合膜及其制备方法、袋装电池。
背景技术:
2.随着人们对新能源汽车以及各种3c数码产品需求的日益旺盛,高能量密度的锂离子二次电池被不断的开发并应用于各个领域。然而,锂离子二次电池在高温环境下存储、循环以及过充过放等异常使用条件下,电解液易分解产生气体,气体在电芯内部集聚会导致电芯内部内压升高,并带来一系列问题。首先,电解液与电极接触界面以及隔膜上会形成气泡,这些气泡会影响到锂离子的扩散与传输,造成电芯内阻增加,影响电芯电化学性能;其次,内部压力过高可能会导致电极变形,增加电芯内短路风险;高压气体还会使得电芯壳体变形,严重的还会导致着火或者爆炸。
3.锂离子二次电池主要产生为n2,c2h6,c2h4,co2,co,h2等气体,含量最多的为c2h4与co2气体,c2h4气体主要来源为电解液中的ec溶剂在负极表面的分解形成sei膜以及sei膜破坏后的重整导致;co2则源自烷基碳酸锂及溶剂的氧化分解。
4.现有的袋装电池技术并没有什么即简单又经济的办法来解决电池产气的问题,通常是在袋装电池铝塑膜上安装安全阀,安全阀与铝塑膜通过热熔胶相连。由于袋装电池与安全阀阀球/阀片所承受极限压力不同,当袋内气体达到安全阀压力值时,安全阀打开,将内部气体排出到外部,达到防止锂电池由于内部气压过大而造成电池安全性问题的目的。然而这种安全阀多半是由压紧弹簧与金属球或金属片以及阀壳构成,存在结构复杂且不易安装等问题;或是由不同形变量的弹性金属合金与阀壳构成,虽然结构上要优于压紧弹簧安全阀,但是金属合金制造成本高,同样也需要采用热熔胶与铝塑膜相连,存在着不易安装的问题。并且,安全阀一旦打开,内部环境与外部环境相连,不仅电池即判定失效,同时电池内部的烷类,醚类,烯烃类可燃性气体直接排出到环境,造成环境污染与安全隐患。
5.目前另外一种方法是从电池内部解决产气问题,在制作电极时添加mh合金类物质制成可吸附气体的电极,在电池运行中将产生的气体被电极中混合的合金材料吸附于晶格当中,起到抑制电池产气膨胀的目的。然而mh金属制造成本高,且只能吸附氢气,同时对工艺要求较高,存在大规模推广的困难。
技术实现要素:
6.为了克服现有技术的不足,本发明从软包电池铝塑膜入手,在铝塑膜内侧对应裸电芯位置喷涂或刷涂一层孔具有高比表面积且径分布发达的活性炭材料,吸附电化学体系中的过多c2h4与co2气体,从而在电芯内部解决电池产气过多,以控制电池内部压力,有效避免电池内部压力过高而带来的安全性问题。同时,抑制衰减,提高锂电池的电化学性能,延长锂电池的使用寿命。
7.为达到上述目的,本发明的技术方案是这样实现的:
8.本发明目的在于提供一种可吸附气体的金属复合膜,由铝塑膜、活性炭吸附层及选择性透过膜组成;所述活性炭吸附层设置于所述铝塑膜用于包装电池时接触电解液的内侧(下面可简述为铝塑膜内侧)上;所述活性炭吸附层上覆盖一层面积大于活性炭吸附层的选择性透过膜。
9.进一步地,所述活性炭吸附层由活性炭浆料经涂覆、干燥后形成;所述活性炭浆料包括活性炭材料、胶粘剂、溶剂。
10.更进一步地,所述活性炭浆料固含量为55~65%,其中固体份按重量计为92~95份的活性炭材料,5~8份的胶粘剂。
11.具体地,所述活性炭材料具有微孔、介孔与大孔兼具的三维分级多孔结构;其粒径分布为d10:1.40~2.90μm,d50:4.20~6.40μm,d90:8.20~14.10μm。
12.优选的,所述活性炭材料粒径分布为d10:1.47~2.82μm,d50:4.23~6.33μm,d90:8.21~14.05μm。
13.具体地,所述活性炭材料的比表面积为1600m2/g~2100m2/g。
14.优选的,所述活性炭材料的比表面积为1689m2/g~2100m2/g。
15.具体地,所述胶粘剂为聚四氟乙烯、偏四氟乙烯、丁苯橡胶、聚乙烯醇、聚乙烯、聚丙烯中的至少一种。
16.进一步地,所述选择性透过膜的材料选自聚四氟乙烯,偏四氟乙烯,尼龙6中的一种。
17.本发明目的在于还提供一种可吸附气体金属复合膜的制备方法,包括以下步骤:
18.(1)活性炭浆料的制备:
19.将活性炭材料、胶粘剂和溶剂混合,搅拌均匀即得所述活性炭浆料;所述活性炭浆料固含量为55~65%,其中固体份按重量计为92~95份的活性炭材料,5~8份的胶粘剂;
20.(2)活性炭吸附层的形成:
21.将制得的活性炭浆料均匀涂覆在所述铝塑膜用于包装电池时接触电解液的内侧上,经干燥后形成活性炭吸附层;
22.(3)可吸附气体金属复合膜的制备:
23.再在所述活性炭吸附层上覆盖一层面积大于活性炭吸附层的选择性透过膜,所述选择性透过膜是通过热塑形式固定在所述铝塑膜用于包装电池时接触电解液的内侧上。
24.本发明目的在于还提供一种袋装电池,包括上述任一种可吸附气体的金属复合膜。
25.与现有技术相比,本发明具有如下有益效果:
26.(1)本发明通过在铝塑膜用于包装电池时接触电解液的内侧上涂覆一层具有高比表面积且孔径分布发达的活性炭浆料,吸附电化学体系中的过多c2h4与co2气体,从而在电芯内部解决电池产气过多,以控制电池内部压力,有效避免电池内部压力过高而带来的安全性问题;
27.(2)发达的孔径分布使得吸附层在吸附气体后袋装电池体积膨胀较小,使其在电池化成时期就可以吸附大量的化成气体,省略了气袋,免去了电池二封的步骤,大大降低了铝塑膜的材料成本及人工成本,此外,电池体积膨胀较小将给电池电化学设计提供了大大的空间,这在特别追求高比能量、低成本的动力电池领域中将是巨大的进步;
28.(3)本发明还能提高电池的电化学性能,抑制衰减,延长电池的使用寿命,且更耐高温环境下使用。
附图说明
29.图1为本发明可吸附气体的金属复合膜的截面结构示意图;
30.图2为本发明冲坑工艺后的吸附气体的金属复合膜的结构示意图;
31.图3为本发明活性炭材料的扫描电镜图;
32.图4为本发明活性炭材料的透射电镜图;
33.图5为本发明活性炭材料的比表面积吸脱附曲线图;
34.图6为本发明活性炭材料的孔径分布曲线图;
35.图7为本发明活性炭材料的孔径范围
‑
孔比表面积图;
36.图8为本发明实施例3与对比例7、8、9在55℃下跑1000圈的电池循环寿命曲线图;
37.元件标号说明
38.1、铝塑膜用于包装电池时接触电解液的内侧
39.2、活性炭吸附层
40.3、选择性透过膜
41.4、冲坑
具体实施方式
42.以下对本发明的具体实施方式结合附图进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
43.本发明具体实施方式提供一种可吸附气体的金属复合膜,由铝塑膜、活性炭吸附层2及选择性透过膜3组成;所述活性炭吸附层2设置于所述铝塑膜用于包装电池时接触电解液的内侧1上;所述活性炭吸附层2上覆盖一层面积大于活性炭吸附层的选择性透过膜3。
44.这里,有关铝塑膜自身的结构不作任何限定,只要本领域技术人员可以制备出袋装电池的铝塑膜均可以。譬如该铝塑膜可以包括外基材树脂层、中间金属层、内胶粘剂层、内热熔接层;还可以包括防腐蚀层、外胶粘剂层、着色层。当定义为内热熔接层时,此时本发明所述铝塑膜用于包装电池时接触电解液的内侧1即指为铝塑膜内热熔接层接触电解液的该侧。
45.进一步地,所述活性炭吸附层2的厚度为40~70μm。
46.进一步地,所述活性炭吸附层2由活性炭浆料经涂覆、干燥后形成;所述活性炭浆料包括活性炭材料、胶粘剂、溶剂。
47.更进一步地,所述活性炭浆料固含量为55~65%,其中固体份按重量计为92~95份的活性炭材料,5~8份的胶粘剂。
48.优选所述活性炭材料具有微孔、介孔与大孔兼具的三维分级多孔结构;其粒径分布为d10:1.40~2.90μm,d50:4.20~6.40μm,d90:8.20~14.10μm。进一步优选活性炭材料粒径分布为d10:1.47~2.82μm,d50:4.23~6.33μm,d90:8.21~14.05μm。
49.优选所述活性炭材料的比表面积为1600m2/g~2100m2/g。进一步优选活性炭材料的比表面积为1689m2/g~2100m2/g。
50.这里,该种发达的分级多孔结构,实现了大孔上有介孔,介孔上有微孔的三维互穿,孔上造孔,孔中有孔的发达孔径分布,提高了活性材料的比表面积,增加了气体可吸附的活性位点,有利于对气体分子的物理吸附;并且在造孔过程中,造孔剂会在活性炭材料表面形成的大量的含氧官能团,这有助于活性炭材料对气体分子的化学吸附,该种孔径结构及孔径分布在吸附气体后不会引起吸附材料体积较大的膨胀,避免了吸附层对电极的挤压;该种粒径分布下有利于活性炭浆料的涂布,使得吸附层活性炭面密度最高。
51.如图3,从活性炭材料扫描电镜图可以看出,表面具有发达的孔径,主要显示为大孔;如图4,从透射电镜图可以看出,所制备活性炭是具有三维互穿结构,并且在5nm尺度上可以观察到大量的微孔存在;如图5~7所示,显示该种材料2nm以下微孔居多,其中0.5~1nm范围内的微孔最多。因此结合扫描电镜与透射电镜可以确定,吸附层2的活性炭材料具有微孔介孔大孔的分级多孔结构的活性炭材料,是良好的气体吸附材料。
52.这里,所述活性炭材料的制备方法:将活性炭前驱体加入到活化剂水溶液中,在50℃下搅拌,前驱体与活化剂交联呈凝胶状,随后放入80℃烘箱中烘干2h,将烘干后的产物置于管式炉中,在惰性气体氛围中,进行炭化与活化。活化过程结束后待管式炉温度降低为室温,将活化产物进行清洗,随后烘干得到吸附层所需的具有高比表面积三维互穿分级多孔结构的活性炭材料。
53.活上述性炭制备方法中,所述活性炭前驱体为淀粉、面粉或生物质纤维中的一种;所述惰性气体为氮气,氩气中的一种;所述活化剂为koh,naoh,zncl2,nacl中的至少一种,前驱体与活化剂比例为1~2;所述炭化与活化过程,升温速率为5℃/min,从室温升至400℃,并在400℃停留,停留时间为1~2h;随后从400℃以5℃/min升温速率升温至800℃,并在800℃下停留1h进行活化。待管式炉温度降至室温,对活化产物进行清洗至溶液呈中性,随后烘干得到活性炭材料。
54.具体地,所述胶粘剂为聚四氟乙烯、偏四氟乙烯、丁苯橡胶、聚乙烯醇、聚乙烯、聚丙烯中的至少一种。
55.具体地,所述溶剂不作限定,例如可以为乙腈,乙酸乙酯,碳酸乙烯酯,环己酮,碳酸丙烯酯等。
56.进一步地,所述选择性透过膜3的材料选自聚四氟乙烯,偏四氟乙烯,尼龙6中的一种。
57.更进一步地,所述选择性透过膜3是通过热塑形式固定在铝塑膜内侧1,防止活性炭吸附层2与电解液接触。
58.这里,选择性透过膜3四边不要超过顶侧封边界,因为高分子材料软化点不一样可能会影响铝塑膜的密封性。
59.这里,所述选择性透过膜3透气体不透电解液,因此,可以防止电池内电解液被活性炭吸附层2吸附,从而导致电池电化学性能以及活性炭吸附层2吸附气体性能不佳。
60.本发明具体实施方式还提供一种可吸附气体金属复合膜的制备方法,包括以下步骤:
61.(1)活性炭浆料的制备:
62.将活性炭材料、胶粘剂和溶剂混合,搅拌均匀即得所述活性炭浆料;所述活性炭浆料固含量为55~65%,其中固体份按重量计为92~95份的活性炭材料,5~8份的胶粘剂;
63.(2)活性炭吸附层2的形成:
64.将制得的活性炭浆料均匀涂覆在所述铝塑膜用于包装电池时接触电解液的内侧1上,经干燥后形成活性炭吸附层2;
65.(3)可吸附气体金属复合膜的制备:
66.再在所述活性炭吸附层2上覆盖一层面积大于活性炭吸附层2的选择性透过膜3,所述选择性透过膜3是通过热塑形式固定在所述铝塑膜用于包装电池时接触电解液的内侧1上。
67.本发明具体实施方式还提供一种袋装电池,包括上述任一种可吸附气体的金属复合膜。
68.这里,制备袋装电池的过程中,对正极、负极、电解液等材料以及卷绕或叠片工艺的选择不作限定,只要能制备出袋装电池即可,譬如可以选择正极镍钴锰523(ncm523)、负极石墨、卷绕工艺来制备袋装电池。
69.这里,如图2,冲坑工艺时冲坑4位置应与活性炭吸附层2位置重合,活性炭吸附层2不能与热封区域重合,否则会影响电池顶侧封的严密性。
70.以下将通过实施例对本发明进行详细描述。
71.在以下实施例和对比例中,相关数据按照如下方法测定:
72.1、电池气体体积测试方法:排液法测试,将产气后电芯悬置于液体内,观察液面上升体积,即为产气体积。
73.2、通过气相色谱法来分析气体组分及占比。
74.3、电芯厚度采用平板测厚仪测试。
75.4、k值测试采用电压检测装置测试(如万用表,蓝电,电化学工作站均可)
76.5、活性炭材料比表面积与孔径分布采用麦克默瑞提克asap2020比表面积仪测试。
77.实施例1
78.基于高比表面积活性炭材料的可吸附气体的无气袋铝塑膜袋装电池,可吸附铝塑膜袋装电池包括含有涂覆在铝塑膜上的吸附层2,以及位于吸附层2与裸电芯之间的选择性透过膜3;所述吸附层2为40μm,是由活性炭浆料经涂覆烘干辊压后制得。活性炭浆料固含量为55%,其中活性炭比表面积为1689m2/g,粒径分布为d10:1.47μm,d50:4.23μm,d90:8.21μm,按重量计活性炭浆料中活性炭材料92份;所述胶粘剂为聚四氟乙烯,为8份;所述溶剂为碳酸乙烯酯;所述选择性透过膜3为聚四氟乙烯膜。
79.所述电池由ncm523正极石墨负极的卷绕裸电芯与上述含有吸附层2及选择性透过膜3的无气袋铝塑膜封装袋构成,裸电芯尺寸为51*90*3.5mm。所制备电芯经45℃热压化成后,观察电芯厚度与化成前电芯厚度的变化以及袋装电池内部产气量。
80.比较例1
81.基于高比表面积活性炭材料的可吸附气体的具有气袋的铝塑膜袋装电池,可吸附铝塑膜袋装电池包括含有涂覆在铝塑膜上的吸附层2;所述吸附层2为40μm,是由活性炭浆料经涂覆烘干辊压后制得。活性炭浆料固含量为55%,其中活性炭比表面积为1689m2/g,粒径分布为d10:1.47μm,d50:4.23μm,d90:8.21μm,按重量计活性炭浆料中活性炭材料92份;所述胶粘剂为聚四氟乙烯,为8份;所述溶剂为碳酸乙烯酯。
82.所述电池由ncm523正极石墨负极的卷绕裸电芯与上述含有吸附层2的有气袋铝塑
膜封装袋构成,裸电芯尺寸为51*90*3.5mm。所制备电芯经45℃热压化成后,不进行二封操作,观察电芯厚度与化成前电芯厚度的变化以及袋装电池内部产气量。
83.比较例2
84.基于高比表面积活性炭材料的可吸附气体的无气袋无选择性透过膜3的铝塑膜袋装电池,可吸附铝塑膜袋装电池包括含有涂覆在铝塑膜上的吸附层2;所述吸附层2为40μm,是由活性炭浆料经涂覆烘干辊压后制得。活性炭浆料固含量为55%,其中活性炭比表面积为1689m2/g,粒径分布为d10:1.47μm,d50:4.23μm,d90:8.21μm,按重量计活性炭浆料中活性炭材料92份;所述胶粘剂为聚四氟乙烯,为8份;所述溶剂为碳酸丙烯酯。
85.所述电池由ncm523正极石墨负极的卷绕裸电芯与上述含有吸附层2的无气袋铝塑膜封装袋构成,裸电芯尺寸为51*90*3.5mm。所制备电芯经45℃热压化成后,观察电芯厚度与化成前电芯厚度的变化以及袋装电池内部产气量。
86.比较例3
87.所述电池由ncm523正极石墨负极的卷绕裸电芯与具有气袋但不含有吸附层2铝塑膜封装袋构成,裸电芯尺寸为51*90*3.5mm。所制备电芯经45℃热压化成后,观察电芯厚度与化成前电芯厚度的变化以及袋装电池内部产气量。
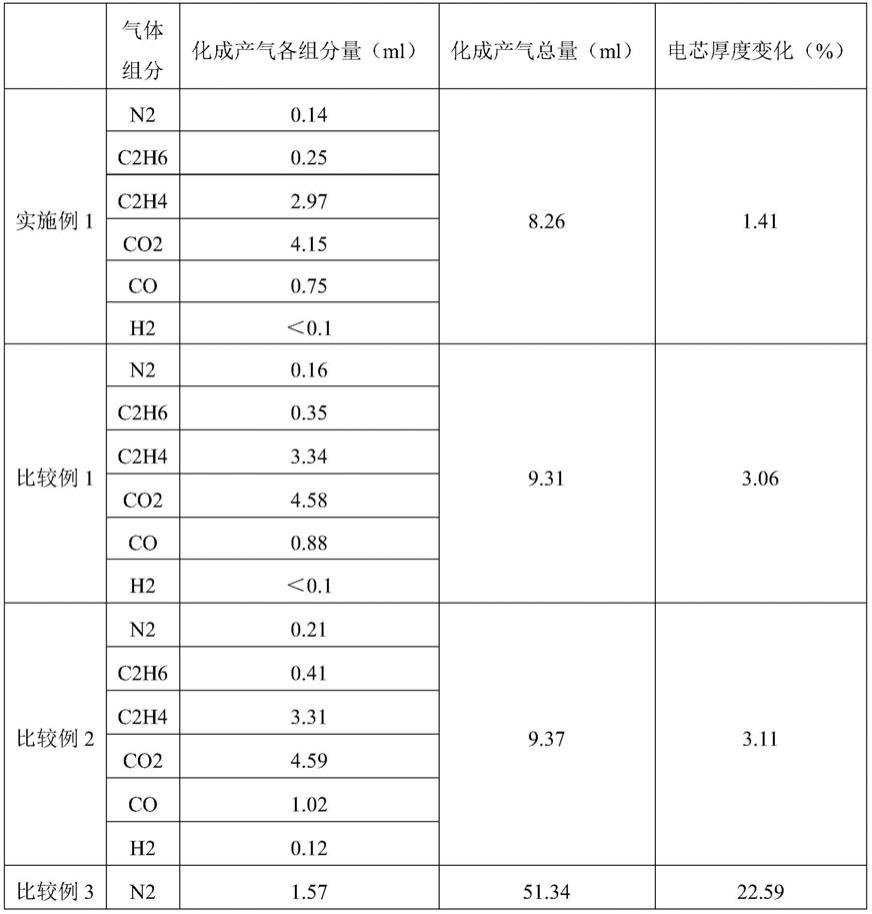
88.表1化成后产气量及电芯厚度变化
[0089][0090][0091]
由表1可以看出,在产气与电芯厚度方面,实施例1的数据与比较例2,3与4相比最佳,同时与电芯原始厚度比较,实施例1的电芯厚度在经过化成后没有明显增加,说明含有吸附层2及选择性透过膜3的袋装电池可以忽略气袋的存在,在化成阶段产生的气体可以被吸附层2充分的吸收。
[0092]
实施例2
[0093]
基于高比表面积活性炭材料的可吸附气体的无气袋铝塑膜袋装电池,可吸附铝塑膜袋装电池包括含有涂覆在铝塑膜上的吸附层2,以及位于吸附层2与裸电芯之间的选择性透过膜3;所述吸附层2为70μm,是由活性炭浆料经涂覆烘干辊压后制得。活性炭浆料固含量
为65%,其中活性炭比表面积为2100m2/g,粒径分布为d10:1.55μm,d50:4.84μm,d90:9.34μm,,按重量计活性炭浆料中活性炭材料92份;所述胶粘剂为偏四氟乙烯,为5份;所述溶剂为乙酸乙酯;所述选择性透过膜3为尼龙6膜。
[0094]
所述电池由ncm523正极石墨负极的卷绕裸电芯与上述含有吸附层2及选择性透过膜3的无气袋铝塑膜封装袋构成,裸电芯尺寸为51*90*3.5mm。所制备电池经过45℃化成后在100%soc下进行85℃高温搁置,观察高温搁置前后电芯厚度变化,袋装电池内部产气量以及电池电压降k值。
[0095]
比较例4
[0096]
基于高比表面积活性炭材料的可吸附气体的具有气袋的铝塑膜袋装电池,可吸附铝塑膜袋装电池包括含有涂覆在铝塑膜上的吸附层2;所述吸附层2为70μm,是由活性炭浆料经涂覆烘干辊压后制得。活性炭浆料固含量为65%,其中活性炭比表面积为2100m2/g,粒径分布为d10:1.55μm,d50:4.84μm,d90:9.34μm,按重量计活性炭浆料中活性炭材料92份;所述胶粘剂为偏四氟乙烯,为5份;所述溶剂为碳酸乙烯酯。
[0097]
所述电池由ncm523正极石墨负极的卷绕裸电芯与上述含有吸附层2的有气袋铝塑膜封装袋构成,裸电芯尺寸为51*90*3.5mm。所制备电池经过45℃化成后剪去气袋二封,后在100%soc下进行85℃高温搁置,观察高温搁置前后电芯厚度变化,袋装电池内部产气量以及电池电压降k值。
[0098]
比较例5
[0099]
基于高比表面积活性炭材料的可吸附气体的无气袋无选择性透过膜3的铝塑膜袋装电池,可吸附铝塑膜袋装电池包括含有涂覆在铝塑膜上的吸附层2;所述吸附层2为70μm,是由活性炭浆料经涂覆烘干辊压后制得。活性炭浆料固含量为65%,其中活性炭比表面积为2100m2/g,粒径分布为d10:1.55μm,d50:4.84μm,d90:9.34μm,按重量计活性炭浆料中活性炭材料92份;所述胶粘剂为偏四氟乙烯,为5份;所述溶剂为碳酸丙烯酯。
[0100]
所述电池由ncm523正极石墨负极的卷绕裸电芯与上述含有吸附层2的无气袋铝塑膜封装袋构成,裸电芯尺寸为51*90*3.5mm。所制备电池经过45℃化成后在100%soc下进行85℃高温搁置,观察高温搁置前后电芯厚度变化,袋装电池内部产气量以及电池电压降k值。
[0101]
比较例6
[0102]
所述电池由ncm523正极石墨负极的卷绕裸电芯与具有气袋但不含有吸附层2的铝塑膜封装袋构成,裸电芯尺寸为51*90*3.5mm。所述电池经45℃化成剪去气袋二封,后在100%soc下进行85℃高温搁置,观察袋装电池内部产气量、高温搁置前后电芯厚度变化以及电池电压降k值。
[0103]
表2 100%soc下85℃高温搁置后产气量及电芯厚度变化
[0104][0105][0106]
由表2可以看出,在高温存储过程中,电芯产生的气体主要为高电位下溶剂分解产生的co2气体,由上表可以看出,添加了活性炭吸附层2的袋装电池,具有选择性透过膜3的电芯厚度与气体总量表现最好。不含有选择性透过膜3的比较例4与5,由于部分电解液被活性炭吸附层2吸附,使得活性炭吸附层2未完全对气体产生作用。同时电解液k值结果显示具有选择性透过膜3的实施例2最好。无选择性透过膜3的比较例4与5的k值明显增大,这是由于选择性透过膜3的缺失使得电解液被活性材料吸附,导致了电池的电性能变差,使得电压降增加。比较例6由于产气过多的缘故,导致了其电芯厚度以及电压降最差。
[0107]
实施例3
[0108]
基于高比表面积活性炭材料的可吸附气体的无气袋铝塑膜袋装电池,可吸附铝塑膜袋装电池包括含有涂覆在铝塑膜上的吸附层2,以及位于吸附层与裸电芯之间的选择性透过膜3;所述吸附层2为70μm,是由活性炭浆料经涂覆烘干辊压后制得。活性炭浆料固含量为63%,其中活性炭比表面积为1830m2/g,粒径分布为d10:2.82μm,d50:6.33μm,d90:14.05μm,按重量计活性炭浆料中活性炭材料95份;所述胶粘剂为聚乙烯醇,为5份;所述溶剂为环己酮与碳酸丙烯酯;所述选择性透过膜3为偏四氟乙烯膜。电池化成后进行55℃循环(1000圈)实验,观察电芯循环前后厚度变化以及袋装电池内部产气量。
[0109]
比较例7
[0110]
基于高比表面积活性炭材料的可吸附气体的具有气袋的铝塑膜袋装电池,可吸附铝塑膜袋装电池包括含有涂覆在铝塑膜上的吸附层2;所述吸附层2为70μm,是由活性炭浆料经涂覆烘干辊压后制得。活性炭浆料固含量为63%,其中活性炭比表面积为1830m2/g,粒径分布为d10:2.82μm,d50:6.33μm,d90:14.05μm,按重量计活性炭浆料中活性炭材料95份;所述胶粘剂为聚乙烯醇,为5份;所述溶剂为乙腈与乙酸乙酯。
[0111]
所述电池由ncm523正极石墨负极的卷绕裸电芯与上述含有吸附层2的有气袋铝塑膜封装袋构成,裸电芯尺寸为51*90*3.5mm。所制备电芯经45℃热压化成后剪去气袋二封,进行55℃循环(1000圈)实验,观察电芯循环前后厚度变化以及袋装电池内部产气量。
[0112]
比较例8
[0113]
基于高比表面积活性炭材料的可吸附气体的无气袋无选择性透过膜3的铝塑膜袋装电池,可吸附铝塑膜袋装电池包括含有涂覆在铝塑膜上的吸附层2;所述吸附层2为70μm,是由活性炭浆料经涂覆烘干辊压后制得。活性炭浆料固含量为63%,其中活性炭比表面积为1830m2/g,粒径分布为d10:2.82μm,d50:6.33μm,d90:14.05μm,按重量计活性炭浆料中活性炭材料95份;所述胶粘剂为聚乙烯醇,为5份;所述溶剂为碳酸丙烯酯。
[0114]
所述电池由ncm523正极石墨负极的卷绕裸电芯与上述含有吸附层2的无气袋铝塑膜封装袋构成,裸电芯尺寸为51*90*3.5mm。所制备电芯经45℃热压化成后,进行55℃循环(1000圈)实验,观察电芯循环前后厚度变化以及袋装电池内部产气量。
[0115]
比较例9
[0116]
所述电池由ncm523正极石墨负极的卷绕裸电芯与不含有吸附层2的铝塑膜封装袋构成,裸电芯尺寸为51*90*3.5mm。电池化成后抽真空二封剪去气袋进行55℃循环(1000圈),观察电芯循环前后厚度变化以及袋装电池内部产气量。
[0117]
表3 55℃循环(1000圈)后产气量及电芯厚度变化
[0118][0119]
由表3及图6可知,实施例3电池的容量保持率最佳,且在循环中容量衰减趋势更加线性,没有出现跳水现象,这是由于吸附层2吸附了大量的气体,抑制了气体对电池的电化学性能影响。比较例7与比较例8,虽然具有吸附层2,然而没有选择性透过膜3,部分电解液被吸附层2吸附,从而使得电极浸润不充分,影响了电芯的初始性能,导致初始容量低。比较例9循环性能最差。
[0120]
以上涉及到公知常识的内容不作详细描述,本领域的技术人员能够理解。
[0121]
以上所述仅为本发明的一些具体实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之
内。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1