电化学单元用的垫片及电化学单元的制作方法
电化学单元用的垫片及电化学单元
1.相关申请的引用记载本技术针对2020年10月5日申请的日本专利申请第2020-168690号主张优先权,并将其内容引用于此。
技术领域
2.本发明涉及电化学单元用的垫片(gasket)及电化学单元。
背景技术:
3.作为电化学单元的容器,有通过在一对金属罐的开口部之间夹着垫片的状态下铆接外侧的金属罐的开口部而封口的容器。在这种电化学单元中,为了提高可靠性而开发了提高密封性的技术。
4.近年来,作为电化学单元的一种的小型非水电解质二次电池需要支持回流焊接,以提高搭载电路基板时的焊接效率。在回流焊接中,因安装时的加热而内压会容易上升,因此需要进一步提高密封性。例如,在日本特开2011-216855号公报中,公开了具有外壁和内壁的环状的电化学单元用垫片,其在外壁的内侧面形成有保持密封剂的多个环状的凸部。依据该垫片,与现有的垫片形状的部件相比,提高了密封性。
技术实现要素:
5.可是,能够回流焊接的电化学单元需要不增大安装面积的情况下增大电容量。因此,在通过加厚电化学单元来增大电容量的情况下,一对金属罐的周壁部会在高度方向上变大,因此在铆接加工时有可能因加压力分散而无法充分地确保密封性。
6.因此,本发明提供一种能够形成具有优异的密封性且电容量大的可回流焊接的电化学单元的电化学单元用的垫片及具备该垫片的电化学单元。
7.用于解决课题的方案本发明的第1方式所涉及的电化学单元用的垫片是一种设置在电化学单元的环状的垫片,其中所述电化学单元具有有底筒状的正极罐和插入所述正极罐的内侧并在与所述正极罐之间形成容纳正极及负极的容纳空间的有顶筒状的负极罐,所述垫片具备:基部,沿周向遍及整个圆周延伸,配置在所述正极罐的底部与所述负极罐的开口边缘之间;外壁部,从所述基部的外周部向所述基部的中心轴线的轴向上的第1方向突出并且沿着所述周向在整个圆周延伸,密接于所述正极罐的内周面及所述负极罐的外周面;以及内壁部,使所述外壁部的内侧从所述基部向所述第1方向突出并且沿着所述周向在整个圆周延伸,所述外壁部的内周面具备:引导部,以恒定的内径沿所述轴向延伸;以及密封剂保持部,位于所述引导部与所述基部之间,能够保持具有流动性的密封剂,所述外壁部的外周面具备遍及所述周向的整个圆周而延伸的锥形部,所述锥形部的直径随着从所述轴向的第2方向朝向所述第1方向逐渐扩大。
8.依据第1方式所涉及的电化学单元用的垫片,通过将负极罐的周壁部插入保持了
密封剂的密封剂保持部的内侧,使得密封剂配置在密封剂保持部与负极罐的周壁部之间,因此能够确保垫片与负极罐之间的密封性。另外,由于在轴向夹着密封剂保持部而沿与基部为相反的一侧形成有以恒定的内径沿轴向延伸的引导部,当将负极罐插入外壁部的内侧时,能够将负极罐的周壁部顺畅地朝向密封剂保持部引导。而且,外壁部的内周面与锥形部之间的部分朝向前端侧(第1方向)变为较厚,因此通过将安装了负极罐的垫片插入正极罐,利用铆接加工收缩正极罐的开口边缘,能够将垫片的外壁部的壁厚部分按到负极罐上,从而在第2方向上将负极罐扣住。特别是,在具有负极罐的周壁部在负极罐的开口边缘翻折的双筒构造的情况下,能够将垫片的外壁部的壁厚部分按到外周侧的筒部上的第1方向的边缘,从而在第2方向上将负极罐扣住。因而,即便在谋求增大电容量而增加厚度的电化学单元中,也能抑制水分从正极罐的开口部传递到垫片的表面进入内部。因此,通过使用垫片,能够形成具有优异的密封性且电容量大的可回流焊接的电化学单元。
9.本发明的第2方式所涉及的电化学单元用的垫片,在上述第1方式所涉及的电化学单元用的垫片中,从径向观看所述锥形部至少与所述引导部重叠。
10.依据第2方式所涉及的电化学单元用的垫片,能够将外壁部之中因设置引导部而以恒定的内径延伸的部分形成为较厚。因而,能够容易将负极罐安装到垫片,并且实现确保优异的密封性。
11.本发明的第3方式所涉及的电化学单元用的垫片,在上述第1或第2方式所涉及的电化学单元用的垫片中,所述密封剂保持部比所述引导部更向径向的内侧突出并且沿着所述周向遍及整个圆周而延伸,具备在所述轴向设置多个的凸部。
12.依据第3方式所涉及的电化学单元用的垫片,由于在轴向上相邻的凸部之间形成有槽部,所以密封剂保持部能够容易以槽部保持具有流动性的密封剂。另外,凸部之间的槽部沿着周向遍及整个圆周延伸,因此密封剂保持部能够在整个圆周上保持密封剂。进而,由于凸部比引导部更向径向的内侧突出,所以能够使外壁部可靠地接触到负极罐的外周面。因而,通过使用垫片,能够形成具有优异的密封性的电化学单元。
13.本发明的第4方式所涉及的电化学单元用的垫片,在上述第1至第3方式的任一方式所涉及的电化学单元用的垫片中,所述内壁部的所述第1方向的边缘,位于比所述基部的所述第1方向的边缘及所述外壁部的所述第1方向的边缘的所述轴向上的中心位置更靠所述第2方向。
14.依据第4方式所涉及的电化学单元用的垫片,与内壁部的第1方向的边缘位于比上述中心位置更靠第1方向的构成相比,在基部因沿第2方向扣住的负极罐而被加压的情况下,能够减小内壁部的位移量。由此,能够抑制负载因内壁部而施加到电化学单元的内容物上。因而,通过使用垫片,抑制了内部短路等不良的发生,从而能够形成可靠性高的电化学单元。
15.本发明的第5方式所涉及的电化学单元用的垫片,在上述第1至第4方式的任一方式所涉及的电化学单元用的垫片中,所述轴向上的所述基部的厚度大于径向上的所述外壁部及所述内壁部各自的最大厚度。
16.依据第5方式所涉及的电化学单元用的垫片,能够确保外壁部之中特别是靠近基部的部分的壁厚。由此,在谋求电容量的增大而增加厚度的电化学单元中,能够确保垫片的强度。另外,由于在正极罐的底部与负极罐的开口边缘之间配置有足够量的垫片,在进行正
极罐的铆接加工时能够使正极罐及负极罐与垫片充分地密接。因而,通过使用垫片,能够形成具有优异的密封性的电化学单元。
17.本发明的第6方式所涉及的电化学单元用的垫片,在上述第1至第5方式的任一方式所涉及的电化学单元用的垫片中,还具备:从所述基部的内周面向径向的内侧突出的闸门部,所述闸门部的外表面具有比所述径向更加向所述第1方向倾斜的方向引导的倾斜面,所述倾斜面在沿着所述中心轴线的纵截面上随着从所述径向的内侧向外侧沿所述第1方向延伸。
18.依据第6方式所涉及的电化学单元用的垫片,在射出成型垫片时,熔化树脂从模具之中与闸门部对应的空腔部流入与基部对应的空腔部。进而,流入模具之中与基部对应的空腔部的熔化树脂流入与内壁部对应的空腔部。此时,与闸门部的倾斜面对应的模具内表面随着从径向的内侧向外侧沿轴向的第1方向、即从基部朝向内壁部的方向延伸,因此能够积极地向模具中的与内壁部对应的空腔部引导熔化树脂。特别是,在基部形成为较厚的情况下,树脂容易积存在模具中的与基部对应的空腔部,所以通过上述的作用能够可靠地形成内壁部。因此,在通过射出成型来形成垫片时,能够抑制发生填充不足等的成形不良。
19.本发明的第7方式所涉及的电化学单元用的垫片,在上述第6方式所涉及的电化学单元用的垫片中,所述内壁部在所述纵截面上朝向所述第1方向逐渐变细。
20.依据第7方式所涉及的电化学单元用的垫片,在模具的与内壁部对应的空腔部中,能够容易将熔化树脂填充到最里部。因而,在通过射出成型来形成垫片时,能够更加可靠地抑制发生填充不足等的成形不良。
21.本发明的第8方式所涉及的电化学单元,具备:上述第1至第7方式的任一方式所涉及的电化学单元用的垫片;以及所述正极罐和所述负极罐,所述正极罐具有底部及从所述底部的外周缘向所述第1方向延伸的正极罐周壁部,所述负极罐具有顶部及从所述顶部的外周缘向所述第2方向延伸的负极罐周壁部,所述负极罐周壁部配置在所述外壁部及所述内壁部之间,遍及整个圆周而与所述密封剂保持部接触。
22.依据第8方式所涉及的电化学单元,由于具备上述的垫片,所以能够提供具有优异的密封性且电容量较大的可回流焊接的电化学单元。
23.本发明的第9方式所涉及的电化学单元,在上述第8方式所涉及的电化学单元中,所述负极罐周壁部具备从所述负极罐的开口边缘向所述顶部沿所述第1方向延伸的双筒部,所述双筒部具有沿所述轴向延伸的内筒部及从径向的外侧包围所述内筒部的外筒部,所述内壁部的所述第1方向的边缘位于比所述外筒部的所述第1方向的边缘更靠所述第2方向。
24.依据第9方式所涉及的电化学单元,与内壁部的第1方向的边缘位于比外筒部的第1方向的边缘更靠第1方向的构成相比,当基部因第2方向上扣住的负极罐而被加压的情况下,能够减小内壁部的位移量。由此,能够抑制负载因内壁部而施加到电化学单元的内容物上。因而,能够抑制内部短路等不良的发生。因此,能够提供可靠性高的电化学单元。
附图说明
25.图1是实施方式所涉及的电池的截面图。
26.图2是示出实施方式的电池的纵截面图,并且是示出将外装体封口之前的状态的
图。
27.图3是示出实施方式的垫片的纵截面图。
28.图4是示出实施方式的负极罐的纵截面图。
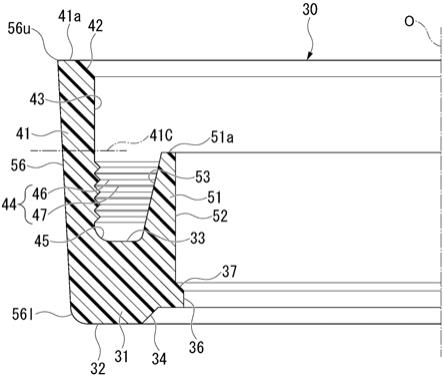
29.图5是示出实施方式的变形例的垫片的纵截面图。
具体实施方式
30.以下,根据附图,对本发明的实施方式进行说明。此外,在以下的说明中,对于具有相同或类似功能的构成标注相同的标号。而且,有时省略这些构成的重复说明。实施方式的非水电解质二次电池(电化学单元)是在容纳容器内容纳用作为正极或负极的活性物质和隔膜(separator)而成的二次电池。此外,在以下的说明中,将非水电解质二次电池仅称为电池。
31.图1是实施方式所涉及的电池的截面图。
32.如图1所示,实施方式的电池1是所谓的硬币形(钮扣形)电池。本实施方式的电池1是将外径设定为5mm左右、厚度设定为2mm左右的小型硬币形电池。但是,电池1的外径并不限于此。电池1具备:俯视观察圆形状的外装体3;配置在外装体3内的正极5、负极7及隔膜9;以及填充到外装体3内的电解液11。外装体3具有:正极罐20和隔着绝缘性的垫片30组装到正极罐20的负极罐60。关于外装体3的详细情况,将后述。
33.正极5及负极7以隔着隔膜9对置的状态配置。正极5经由正极集电体13与正极罐20的内表面电连接。负极7经由负极集电体15与负极罐60的内表面电连接。此外,也可以将正极5直接连接到正极罐20而使正极罐20具有集电体的功能。另外,也可以将负极7直接连接到负极罐60而使负极罐60具有集电体的功能。在正极5、负极7及隔膜9上浸渍有填充到外装体3内的电解液11。
34.正极5中,正极活性物质的种类没有特别限定,例如作为正极活性物质优选使用含有锂锰氧化物的物质。考虑到电池1所需要的放电容量等来决定正极5中的正极活性物质的含有量,可为50~95质量%的范围。如果正极活性物质的含有量为上述优选范围的下限值以上,则容易获得充分的放电容量。如果正极活性物质的含有量为上述优选上限值以下,则容易成形正极5。
35.正极5也可以含有导电助剂。以下,有时将用于正极5的导电助剂称为“正极导电助剂”。作为正极导电助剂,可举出例如炉黑、科琴黑、乙炔黑、石墨等的碳质材料。正极导电助剂可以单独使用上述中的一种,或者也可以组合使用两种以上。
36.正极5也可以含有粘合剂。以下,有时将用于正极5的粘合剂称为“正极粘合剂”。作为正极粘合剂,能够选择例如聚四氟乙烯(ptfe)或聚偏氟乙烯(pvdf)、丁苯橡胶(sbr)、聚丙烯酸(pa)、羧甲基纤维素(cmc)、聚乙烯醇(pva)等。另外,正极粘合剂可以单独使用上述材料中的一种,或者也可以组合使用两种以上。正极5中正极粘合剂的含有量可为例如1~20质量%。作为正极集电体13,能够使用将碳作为导电性填料的导电性树脂粘接剂等。
37.另外,在本实施方式中,正极5作为正极活性物质除了上述锂锰氧化物之外,还可以含有其他正极活性物质。例如,正极5作为正极活性物质,还可以含有钼氧化物或磷酸锂铁化合物、锂钴氧化物、锂镍氧化物、钒氧化物等其他氧化物的任一种以上。
38.负极7中负极活性物质的种类没有特别限定,例如作为负极活性物质优选含有硅
氧化物。另外,负极7中优选负极活性物质由以siox(0≤x<2)表示的硅氧化物构成。
39.另外,负极7作为负极活性物质除了上述siox(0≤x<2)之外,还可以含有其他负极活性物质。例如,负极7作为负极活性物质,也可以含有si或c等其他负极活性物质。在作为负极活性物质使用颗粒状siox(0≤x<2)的情况下,它们的粒径(d50)没有特别限定。例如,负极活性物质的粒径(d50)可以在0.1~30μm的范围内选择,优选在1~10μm的范围内选择。若siox的粒径(d50)小于上述范围的下限值,则有可能因为例如在严酷的高温高湿环境下保管/使用电池1、或进行回流处理而反应性变高,使电池特性受损。另外,若siox的粒径(d50)超过上述范围的上限值,则有可能降低放电率。
40.考虑电池1所需要的放电容量等来决定负极7中的负极活性物质即siox(0≤x<2)的含有量。负极7中的负极活性物质的含有量可以在50质量%以上的范围内选择,优选在60~80质量%的范围内选择。负极7中,若由上述元素构成的负极活性物质的含有量为上述范围的下限值以上,则容易获得充分的放电容量。另外,若由上述元素构成的负极活性物质的含有量为上限值以下,则容易成形负极7。
41.负极7也可以含有导电助剂。以下,有时将用于负极7的导电助剂称为“负极导电助剂”。负极导电助剂与正极导电助剂相同。
42.负极7也可以含有粘合剂。以下,有时将用于负极7的粘合剂称为“负极粘合剂”。作为负极粘合剂,能够选择聚偏氟乙烯(pvdf)或丁苯橡胶(sbr)、聚丙烯酸(pa)、羧甲基纤维素(cmc)、聚酰亚胺(pi)、聚酰胺酰亚胺(pai)等。
43.另外,负极粘合剂既可以单独使用上述材料中的一种,或者也可以组合使用两种以上。此外,在负极粘合剂使用聚丙烯酸的情况下,可以预先将聚丙烯酸调整为ph3~10。该情况下的ph的调整能够使用例如氢氧化锂等的碱金属氢氧化物或氢氧化镁等的碱土类金属氢氧化物。负极7中的负极粘合剂的含有量例如在1~20质量%的范围内。
44.隔膜9介于正极5与负极7之间。此外,在本实施方式的电池1中,在负极7与隔膜9之间设置有锂箔等的锂体17。隔膜9使用具有较大的离子透过率且具有机械强度的绝缘膜。作为隔膜9,能够使用例如由碱玻璃或硼硅酸玻璃、石英玻璃、铅玻璃等玻璃,或者由聚苯硫醚(pps)、聚醚醚酮(peek)、聚对苯二甲酸乙二醇酯(pet)、聚酰胺酰亚胺(pai)、聚酰胺、聚酰亚胺(pi)等树脂构成的无纺布等。其中,作为隔膜9,优选使用玻璃制无纺布,更优选使用硼硅酸玻璃制无纺布。玻璃制无纺布由于机械强度优异并且具有较大的离子透过率,所以能够降低内阻而谋求提高放电容量。隔膜9的厚度可考虑电池1的大小或隔膜9的材质等而决定。隔膜9的厚度可以是例如5~300μm。
45.电解液11通常是将支持盐溶解于非水溶剂中的制品。本实施方式的电解液11的非水溶剂以四甘醇二甲醚(teg)为主溶剂,且以二乙氧基乙烷(dee)为副溶剂,进而作为添加剂含有碳酸亚乙酯(ec)及碳酸亚乙烯酯(vc)。非水溶剂通常考虑电解液11所需要的耐热性或粘度等来决定。用于构成甘醇二甲醚类溶剂的主溶剂除了四甘醇二甲醚之外,还可以使用三甘醇二甲醚或五甘醇二甲醚、二甘醇二甲醚等。
46.本实施方式的电解液11使用含有碳酸亚乙酯(ec)、四甘醇二甲醚(teg)及二乙氧基乙烷(dee)的非水溶剂。通过采用这样的构成,dee及teg与形成支持盐的li离子溶剂化。此时,由于dee的dn值(donor number)高于teg,所以dee选择性地与li离子溶剂化。这样,dee及teg与形成支持盐的li离子溶剂化,从而保护li离子。由此,例如即使在高温高湿环境
下有水分侵入非水电解质二次电池的内部,也能防止水分与li发生反应,因此抑制放电容量下降,能获得提高保存特性的效果。
47.上述各溶剂与电解液11中的非水溶剂的比例没有特别限定,例如可以在teg:30质量%以上48.5质量%以下;dee:30质量%以上48.5质量%以下;ec:0.5质量%以上10质量%以下;vc:2质量%以上13质量%以下的范围(总计100%)内选择。若非水溶剂所包含的teg和dee和ec的比例处于上述范围,则因为如上所述dee与li离子溶剂化而能获得保护li离子的作用。
48.即使在上述范围内,vc的含有量也优选2.5质量%以上10质量%以下的范围,更优选5.0质量%以上7.5质量%以下的范围。关于teg和dee的含有量的上限值,优选为48.25质量%以下,更优选为48质量%以下。当vc的含有量在2质量%以上13质量%以下的范围内时,即使受到回流焊接时的加热,由正极罐20及负极罐60构成的外装体3上产生的厚度变化也小,也能减少内阻的增加。另外,当vc的含有量在2.5质量%以上10.0质量%以下的范围内时,即使受到回流焊接时的加热,也能进一步减小在容纳容器2产生的厚度变化,并且也能进一步减少内阻的增加。即使在这些范围内,vc的含有量最优选在5.0质量%以上7.5质量%以下的范围内。
49.作为支持盐,可举出例如lich3so3、licf3so3、lin(cf3so2)2、lin(c2f5so2)2、lic(cf3so2)3、lin(cf3so3)2、lin(fso2)2等的有机酸锂盐;或lipf6、libf4、lib(c6h5)4、licl、libr等的无机酸锂盐等的锂盐等。其中,作为支持盐,优选使用具有锂离子导电性的化合物即锂盐,更优选使用lin(cf3so2)2、lin(fso2)2、libf4。特别是,从耐热性的观点以及与水分的反应性低且能够充分地发挥保存特性的观点来看,优选lin(cf3so2)2作为支持盐。支持盐既可以单独使用上述材料中的一种,或者也可以组合使用两种以上。
50.电解液11中的支持盐的含有量可以考虑支持盐的种类等来决定。例如,电解液11中的支持盐的含有量优选为0.1~3.5mol/l,更优选为0.5~3mol/l,特别优选为1~2.5mol/l。电解液11中的支持盐浓度过高或者过低,都会引起导电率的下降,这有可能对电池特性产生负面影响。
51.对外装体3进行详细说明。
52.外装体3具备:有底筒状的正极罐20;嵌入到正极罐20的内侧的环状的垫片30;以及插入到正极罐20的开口部而经由垫片30组装到正极罐20的有顶筒状的负极罐60。外装体3在正极罐20与负极罐60之间形成容纳正极5及负极7的容纳空间。正极罐20及负极罐60夹着垫片30彼此隔开间隔而配置。通过铆接加工来收缩正极罐20的开口边缘21,将垫片30按到负极罐60的外周面,从而外装体3被封口。正极罐20、负极罐60及垫片30以使各自的中心轴线位于共同轴上的方式配置。以下,将该共同轴称为轴线o。另外,将沿着轴线o的方向称为轴向,与轴线o正交并从轴线o以辐射状延伸的方向称为径向,围绕轴线o旋转的方向称为周向。另外,将轴向中正极罐20的开口方向定义为“上方”(第1方向),并且将上方的相反方向定义为“下方”(第2方向)。另外,将沿着轴线o的截面称为“纵截面”。
53.图2是示出实施方式的电池的纵截面图,是示出将外装体封口之前的状态的图。此外,在图2中省略了正极5及负极7等内容物的图示。
54.如图2所示,正极罐20形成为向上方开口的圆筒状。正极罐20具备:圆板状的底部22;以及从底部22的外周缘遍及整个圆周而向正极罐20的开口边缘21向上方延伸的正极罐
周壁部24。正极罐20通过将不锈钢板进行拉深加工等而形成。作为正极罐20的材料,可以使用例如sus316l或sus329j4l等。
55.图3是示出实施方式的垫片的纵截面图。此外,在图3中示出了垫片30组装到正极罐20及负极罐60之前的单件状态。
56.如图3所示,垫片30具备:沿周向遍及整个圆周延伸的基部31;从基部31的内周面向径向内侧突出的闸门部36;从基部31的外周部遍及整个圆周而向上方延伸的外壁部41;以及从基部31的内周部在外壁部41的内侧遍及整个圆周而向上方延伸的内壁部51。
57.基部31具备:朝向下方的底面32;在外壁部41与内壁部51之间朝向上方的顶面33;以及从底面32的内周缘向上方延伸的内周面34。底面32的外周部顺着正极罐20中的底部22及正极罐周壁部24的边界部的内表面形状,形成为向下方且径向的外侧突出的弯曲面状。内周面34的下部从底面32的内周缘向上方且径向的内侧延伸。内周面34的上部从内周面34的下部的上端缘沿着轴向向上方延伸。
58.闸门部36在周向上遍及整个圆周而设置。闸门部36形成在内周面34的上部与下部的边界上。但是,闸门部36也可以形成在内周面34的上部及下部的一方。闸门部36的外表面具有朝向比径向更向上方倾斜的方向的上表面37(倾斜面)。上表面37在纵截面上相对于径向倾斜,随着从径向的内侧向外侧,向上方延伸而与内周面34的上部连接。但是,上表面37也可以与内壁部51的内周面连接。
59.外壁部41形成为圆筒状。外壁部41的内周面具备倒角部42、引导部43、密封剂保持部44和弯曲部45。这些倒角部42、引导部43、密封剂保持部44及弯曲部45遍及周向的整个圆周而设置。倒角部42形成在外壁部41的上端开口边缘。倒角部42朝向上方且径向内侧。引导部43与倒角部42的下方邻接。引导部43从倒角部42向下方延伸。引导部43以恒定的内径沿轴向延伸。
60.密封剂保持部44与引导部43的下方邻接。密封剂保持部44形成有能够保持具有流动性的密封剂的凹凸构造。密封剂可以使用例如沥青或环氧树脂、聚酰胺类树脂、丁基橡胶类粘接剂等。密封剂在涂敷到密封剂保持部44之后,经干燥而使用。密封剂保持部44具备:向径向的内侧突出并在纵截面上沿轴向设置多个(在图示的例子中5个)的凸部46;以及形成在上下相邻的凸部46之间的槽部47。凸部46及槽部47形成为环状,沿周向遍及整个圆周而延伸。凸部46朝向径向的内侧逐渐变细。凸部46的前端位于比引导部43更靠径向的内侧。槽部47的底部在径向上位于与引导部43相同的位置。
61.弯曲部45邻接于密封剂保持部44的下方。弯曲部45向径向的外侧且下方凹陷。弯曲部45在纵截面上以圆弧状延伸。弯曲部45的下端部平滑地连接到基部31的顶面33。
62.内壁部51形成为圆筒状。内壁部51的上端缘51a位于比外壁部41的高度中心41c更靠下方。外壁部41的高度中心41c处于基部31的上端缘(顶面33)及外壁部41的上端缘41a的轴向上的中心位置。内壁部51的上端缘51a在轴向上位于与密封剂保持部44的上端缘大致相同的位置。在图示的例子中,内壁部51的上端缘51a位于比密封剂保持部44的上端缘稍上方。内壁部51的内周面52沿轴向以恒定的内径延伸。内壁部51的内周面52具有与基部31的内周面34的上部相同的内径,并与基部31的内周面34连续。内壁部51的外周面53相对于轴向倾斜地延伸。内壁部51的外周面53平滑地连接到基部31的顶面33。外周面53的下端部在纵截面上以圆弧状延伸。外周面53的下端部以比外壁部41的内周面的弯曲部45小的曲率半
径凹陷。外周面53从下方向上方向径向的内侧延伸。由此,内壁部51随着从下端部朝向上方逐渐变薄。外周面53除了其下端部之外,在纵截面上以直线状延伸。
63.垫片30的外周面从基部31遍及外壁部41而设置。垫片30的外周面具备锥形部56。从径向观看,锥形部56与引导部43及密封剂保持部44重叠。从径向观看,锥形部56的上端部56u设置在比引导部43更靠上方。从径向观看,锥形部56的下端部56l设置在比密封剂保持部44更靠下方。在本实施方式中,锥形部56形成在垫片30的整个外周面。锥形部56以使直径从下方向上方逐渐扩大的方式向径向的外侧延伸。换言之,锥形部56随着从其下端部56l向上方向径向的外侧延伸。由此,锥形部56朝向比径向的外侧更向下方倾斜的方向。锥形部56在纵截面上以直线状延伸。
64.垫片30的基部31的轴向厚度大于外壁部41的径向最大厚度及内壁部51的径向最大厚度。此外,垫片30的基部31的轴向厚度是基部31的顶面33与底面32之间的间隔。
65.垫片30优选由例如热变形温度为230℃以上的树脂形成。如果垫片30所使用的树脂材料的热变形温度为230℃以上,则因回流焊接处理或电池1使用中的加热而垫片30显著变形,能够防止电解液11泄漏。作为垫片30的材料,可举出例如聚苯硫醚(pps)或聚对苯二甲酸乙二醇酯(pet)、聚酰胺、液晶聚合物(lcp)、四氟乙烯-全氟烷基乙烯基醚共聚物树脂(pfa)、聚醚醚酮树脂(peek)、聚醚腈树脂(pen)、聚醚酮树脂(pek)、聚丙烯酸酯树脂、聚对苯二甲酸丁二醇酯树脂(pbt)、聚环己烷二甲基对苯二甲酸酯树脂、聚醚砜树脂(pes)、聚氨基双马来酰亚胺树脂、聚醚酰亚胺树脂、氟树脂等。另外,可以优选使用向这些材料中以30质量%以下的添加量添加玻璃纤维、云母晶须、陶瓷细粉等的材料。
66.图4是示出实施方式的负极罐的纵截面图。
67.如图4所示,负极罐60形成为朝下方开口的圆筒状。负极罐60具备圆板状的顶部62和从顶部62的外周缘遍及整个圆周而朝向负极罐60的开口边缘61向下方延伸的负极罐周壁部64。负极罐60通过对不锈钢板进行拉深加工等而形成。作为负极罐60的材料,可以使用例如sus316l或sus329j4l、sus304等。另外,作为负极罐60的材料,也可以使用例如对不锈钢压接铜或镍等而成的包覆材料。
68.负极罐周壁部64的外周面以使直径从顶部62的外周缘向负极罐60的开口边缘61扩大的方式延伸。负极罐周壁部64具备从负极罐60的开口边缘61向顶部62向上方延伸的双筒部71和连结顶部62与双筒部71的台阶部65。
69.台阶部65在周向上遍及整个圆周均匀地延伸。台阶部65具备第1弯曲部66、第2弯曲部67和第3弯曲部68。第1弯曲部66与顶部62的外周缘相连。第1弯曲部66从顶部62的外周缘向下方弯曲并延伸。第1弯曲部66以90
°
弯曲。第1弯曲部66在负极罐周壁部64的外周面中纵截面上以恒定的第1曲率半径弯曲。第2弯曲部67从第1弯曲部66的下端缘向径向的外侧弯曲并延伸。第2弯曲部67以90
°
弯曲。第2弯曲部67在负极罐周壁部64的外周面中纵截面上以恒定的第2曲率半径弯曲。第2曲率半径小于第1曲率半径。第3弯曲部68从第2弯曲部67的外周缘向下方弯曲并延伸。第3弯曲部68以90
°
弯曲。第3弯曲部68在负极罐周壁部64的外周面中纵截面上以恒定的第3曲率半径弯曲。第3曲率半径小于第1曲率半径。在图示的例子中,第3曲率半径与第2曲率半径相等。此外,只要第3弯曲部68的下端部与后述的内筒部72的上端缘72a连续,则第2弯曲部67及第3弯曲部68也可以按小于90
°
的角度以钝角状弯曲。另外,在图示的例子中,在第1弯曲部66与第2弯曲部67之间设置有在纵截面上沿轴向以直
线状延伸的部分,但是对于是否存在该直线状延伸的部分没有特别限定。
70.双筒部71具有在负极罐60的开口边缘61处翻折的一体构造。双筒部71具备:从台阶部65的下端缘遍及整个圆周而向下方延伸的内筒部72;从径向的外侧包围内筒部72的外筒部73;以及设置在负极罐60的开口边缘61而连接内筒部72与外筒部73的翻折部74。
71.内筒部72与第3弯曲部68连续,以恒定的内径及恒定的外径沿轴向延伸。内筒部72的上端缘72a在轴向上与纵截面上的第3弯曲部68的曲率中心一致。
72.翻折部74连接内筒部72的下端缘与外筒部73的下端缘。翻折部74从内筒部72的下端缘向径向的外侧以180
°
弯曲并延伸。翻折部74的下表面以在纵截面上沿向下方突出的凸曲面状延伸。
73.外筒部73从翻折部74遍及整个圆周而向上方延伸。外筒部73沿着内筒部72的外周面以恒定的内径及恒定的外径沿轴向延伸。外筒部73的内周面既可以与内筒部72的外周面相接,也可以与内筒部72的外周面稍隔开间隔。外筒部73的外径与垫片30的引导部43的内径相等。外筒部73的上端缘73a形成为与轴向正交的平面状。外筒部73的上端缘73a位于比负极罐60中轴向的两端间的中心60c更靠顶部62一侧(上方)。外筒部73的上端缘73a位于比内筒部72的上端缘72a更靠上方。换言之,外筒部73比内筒部72更向上方突出。外筒部73的上端缘73a位于比第3弯曲部68的上端缘68a更靠下方。此外,第3弯曲部68的上端缘68a是与负极罐周壁部64的外周面中第2弯曲部67及第3弯曲部68的边界一致,且在纵截面上负极罐周壁部64的外周面的切线方向与轴向的夹角取极大值的部位。
74.在外筒部73的外周面的上端部形成有倒角部75。倒角部75遍及周向的整个圆周而形成。在图示的例子中,倒角部75具有所谓的方形倒角形状。但是,倒角部75的法线方向并不限于对径向以45
°
倾斜的方向。另外,倒角部75也可以具有所谓的圆形倒角形状。
75.如图2所示,负极罐60在垫片30的密封剂保持部44涂敷了密封剂(未图示)的状态下安装到垫片30。负极罐60的双筒部71插入到垫片30的外壁部41及内壁部51之间的环状槽中。双筒部71的下端缘(负极罐60的开口边缘61)抵接到垫片30的基部31的顶面33。在双筒部71的外筒部73的外周面遍及整个圆周而密接有垫片30的外壁部41的内周面。外筒部73的外周面与垫片30的外壁部41的内周面之中至少整个密封剂保持部44接触。在图示的例子中,双筒部71以通过外筒部73挤压垫片30的密封剂保持部44的凸部46(参照图3)的方式插入外壁部41的内侧。外筒部73的倒角部75及上端缘73a位于比密封剂保持部44更靠上方且比外壁部41的上端缘41a更靠下方。负极罐60以安装到垫片30的状态与垫片30一起插入到正极罐20的内侧。负极罐60配置成为使顶部62从正极罐20向上方突出。
76.垫片30从上方插入到正极罐20的开口部中。垫片30的基部31的底面32与正极罐20的底部22的上表面接触。垫片30的外周面遍及整个圆周而与正极罐周壁部24的内周面密接。垫片30的外周面遍及轴向的全长而与正极罐周壁部24的内周面接触。在此,垫片30以单件状态使外周面的锥形部56比径向的外侧更朝向下方的方式形成,因此通过插入正极罐20,利用正极罐周壁部24来向径向的内侧按压。由此,垫片30的外壁部41以使对于负极罐60在径向上隔着间隔的部分向径向的内侧位移的方式变形。在图示的例子中,垫片30的外壁部41之中位于比负极罐60的外筒部73更靠上方的部分向径向的内侧位移。其结果,处于垫片30的外壁部41的内周面的引导部43的上部,在负极罐60的外筒部73的上方比外筒部73的外周面更向径向的内侧鼓出。
77.如图1所示,正极罐20被铆接加工,以使正极罐周壁部24的上部收缩。正极罐20的开口边缘21被收缩到比负极罐60的外筒部73的上端缘73a更靠径向的内侧。通过收缩正极罐周壁部24的上部,垫片30变形,以使相对于负极罐60在径向隔开间隔的部分向径向的内侧位移。其结果,垫片30的外壁部41从外筒部73的径向外侧通过外筒部73的上方并遍及第3弯曲部68的上方而配置。而且,外壁部41从上方与负极罐60的外筒部73上的倒角部75及上端缘73a、以及台阶部65的第3弯曲部68密接。另外,负极罐60经由垫片30并通过正极罐周壁部24的上部向下方扣住。相应地,基部31被负极罐60的开口边缘61加压,从而垫片30以使内壁部51的外周面53沿着负极罐周壁部64的内周面的方式变形。
78.如以上说明的那样,本实施方式的电池1的垫片30的外壁部41的内周面具备:以恒定的内径沿轴向延伸的引导部43;以及位于引导部43与基部31之间且能够保持密封剂的密封剂保持部44。外壁部41的外周面具备遍及周向的整个圆周而延伸且直径随着从下方向上方逐渐扩大的锥形部56。
79.依据该构成,通过将负极罐周壁部64插入保持了密封剂的密封剂保持部44的内侧,使得密封剂配置在密封剂保持部44与负极罐周壁部64之间,因此能够确保垫片30与负极罐60之间的密封性。另外,由于在轴向夹着密封剂保持部44而沿与基部31为相反的一侧形成有以恒定的内径沿轴向延伸的引导部43,当将负极罐60插入外壁部41的内侧时,能够将负极罐周壁部64顺畅地朝向密封剂保持部44进行引导。而且,外壁部41的内周面与锥形部56之间的部分随着朝向上方变厚,因此通过将安装了负极罐60的垫片30插入正极罐20,利用铆接加工来收缩正极罐20的开口边缘21,能够将垫片30的外壁部41的壁厚部分按到负极罐60上,从而能够在下方扣住负极罐60。特别是,在具有负极罐周壁部64在开口边缘61翻折的双筒构造的情况下,能够将垫片30的外壁部41的壁厚部分按到外筒部73的上端缘73a,从而在下方扣住负极罐60。因而,即便在谋求增大电容量而增加厚度的电池1中,也能抑制水分从正极罐20的开口部传递到垫片30的表面进入内部。因此,通过使用本实施方式的垫片30,能够形成具有优异的密封性且电容量大的可回流焊接的电池1。另外,电池1具备上述的垫片30,因此成为具有优异的密封性且电容量大的可回流焊接的电池。
80.另外,从径向观看,锥形部56至少与引导部43重叠。依据该构成,能够将外壁部41之中通过设置引导部43来以恒定的内径延伸的部分形成得较厚。因而,容易向垫片30安装负极罐60,并且能够实现确保优异的密封性。
81.密封剂保持部44具备在轴向上设置多个的凸部46,该凸部46比引导部43更向径向的内侧突出并且沿着周向遍及整个圆周延伸。由此,在轴向上相邻的凸部46之间形成有槽部47,因此密封剂保持部44能够由槽部47容易保持具有流动性的密封剂。另外,凸部46之间的槽部47沿着周向遍及整个圆周延伸,因此密封剂保持部44能够在整个圆周上保持密封剂。进而,由于凸部46比引导部43更向径向的内侧突出,因此能够使外壁部41可靠地接触到负极罐60的外周面。因而,通过使用垫片30,能够形成具有优异的密封性的电池1。
82.内壁部51的上端缘51a位于比轴向上的外壁部41的高度中心41c更靠下方。依据该构成,与内壁部的上端缘位于比外壁部41的高度中心41c更靠上方的构成相比,在基部31因在下方扣住的负极罐60而被加压的情况下,能够减小内壁部51的位移量。由此,能够抑制负载因内壁部51而施加到正极5或负极7、隔膜9等。因而,能够通过使用垫片30来抑制内部短路等不良的发生,所以能够形成可靠性高的电池1。
83.轴向上的基部31的厚度大于径向上的外壁部41及内壁部51各自的最大厚度。依据该构成,能够确保外壁部41之中特别是靠近基部31的部分的壁厚。由此,在谋求电容量的增大而增加厚度的电池1中,能够确保垫片30的强度。另外,由于在正极罐20的底部22与负极罐60的开口边缘61之间配置有足够量的垫片30,因此在铆接加工正极罐20时能够使正极罐20及负极罐60与垫片30充分密接。因而,通过使用垫片30,能够形成具有优异的密封性的电池1。
84.垫片30还具备从基部31的内周面向径向的内侧突出的闸门部36。闸门部36的上表面37在纵截面上随着从径向的内侧向外侧向上方延伸。依据该构成,在射出成型垫片30时,熔化树脂从模具之中与闸门部36对应的空腔部流入与基部31对应的空腔部。进而,流入模具之中与基部31对应的空腔部的熔化树脂流入与内壁部51对应的空腔部。此时,与闸门部36的上表面37对应的模具内表面随着从径向的内侧朝向外侧向上方、即沿从基部31朝向内壁部51的方向延伸,因此能够积极地向模具中的与内壁部51对应的空腔部引导熔化树脂。特别是,在基部31形成为较厚的情况下,树脂会容易积存在模具中的与基部31对应的空腔部,所以通过上述的作用能够可靠地形成内壁部51。因此,在通过射出成型来形成垫片30时,能够抑制发生填充不足等的成形不良。
85.内壁部51在纵截面上朝向上方逐渐变细。由此,在模具的与内壁部51对应的空腔部中,能够容易将熔化树脂填充到最里部。因而,在通过射出成型来形成垫片30时,能够更加可靠地抑制发生填充不足等的成形不良。
86.内壁部51的上端缘51a位于比负极罐60的外筒部73的上端缘73a更靠下方。依据该构成,与内壁部的上端缘位于比外筒部73的上端缘73a更靠上方的构成相比,当基部31因在下方被扣住的负极罐60而被加压的情况下,能够减小内壁部51的位移量。由此,能够抑制负载因内壁部51而施加到正极5或负极7、隔膜9等。因此,能够抑制内部短路等不良的发生。因此,能够提供可靠性高的电池1。
87.此外,在图2所示的实施方式中,垫片30的基部31的轴向厚度大于外壁部41的径向最大厚度及内壁部51的径向最大厚度,但是基部与外壁部及内壁部的大小关系并不限于此。如图5所示,垫片130的基部131的轴向厚度也可以小于外壁部41的径向最大厚度。另外,虽然未图示,但垫片的基部的轴向厚度也可以小于内壁部的径向最大厚度。
88.另外,在上述实施方式中,内壁部51随着从下端部朝向上方逐渐变薄,但是内壁部的形状并不限于此。如图5所示,内壁部151也可以沿轴向以恒定的厚度延伸。
89.另外,在上述实施方式中,内壁部51的上端缘51a位于比密封剂保持部44的上端缘稍上方,但是内壁部的上端缘与密封剂保持部的位置关系并不限于此。如图5所示,内壁部151的上端缘151a也可以位于比密封剂保持部44的上端缘更靠下方。
90.此外,本发明并不限于参照附图进行说明的上述实施方式,可考虑该技术范围内各种变形例。
91.例如,在上述实施方式中,垫片30与正极罐20的底部22的上表面接触,但是也可以例如在垫片与正极罐的底部之间配置隔膜及正极。
92.另外,在上述实施方式中,密封剂保持部44的凸部46及槽部47形成为环状,但是凸部及槽部的形状并不限于此。例如,凸部及槽部也可以形成为螺旋状。另外,密封剂保持部也可以具备沿周向及轴向独立设置的多个凸部。另外,密封剂保持部也可以具备独立设置
的多个凹部。另外,密封剂保持部也可以通过粗糙表面加工来形成。
93.另外,在上述实施方式中,倒角部42形成在垫片30的外壁部41,但是倒角部也可以不形成在外壁部。引导部也可以从外壁部的上端开口边缘以恒定的内径沿轴向延伸。
94.以上,说明了本发明的优选实施例,但是本发明并不限于这些实施例。在不脱离本发明的宗旨的范围内,可以进行构成的附加、省略、置换及其他的变更。本发明不受前述说明的限制,而仅受所附权利要求的范围限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1