一种锂离子电池复合隔膜及其制备方法、锂离子电池与流程
1.本技术属于锂离子电池技术领域,具体涉及一种锂离子电池复合隔膜及其制备方法、锂离子电池。
背景技术:
2.锂离子电池作为新能源具有高比容量、高工作电压、长使用寿命、无记忆效应等优点而被人们青睐,随着社会的进步,对锂离子电池能量密度的要求越来越高。通常,锂离子电池负极材料在首次充放电的过程中会额外消耗部分锂离子,形成一层覆盖于电极负极材料表面的固体电解质界面膜,简称sei膜,sei膜的形成消耗部分锂,会造成正极材料锂的损失,从而降低电池容量,导致电池的首次充放电效率偏低。此外,在锂离子电池循环过程中,sei膜由于负极材料在充放电过程中的体积效应会发生破裂,因此在循环过程中锂离子电池仍会消耗额外的锂离子对破裂的sei膜进行修复,正负极内部都会不同程度存在不可逆锂而带来容量损失,从而导致电池的循环性能衰减严重。为了提高锂离子电池首次充放电效率,减小sei膜形成对锂的消耗,对锂离子电池进行补锂的技术亟待开发。
3.中国专利一种双层复合隔膜电池及其补锂方法,公开了采用双层隔膜设计,在两层隔膜之间加入活性锂层,活性锂层为锂金属或锂与铝、硅、锗、锡和碳中的一种或多种的合金或者混合物,从而通过这种设计来实现补锂,但是金属锂或锂合金的安全风险高。中国专利一种补锂复合隔膜的制备方法,公开了在基膜的正极侧涂覆涂胶层,负极侧涂覆富含无机锂盐的补锂浆料,其锂源为常规的各种无机锂盐,如碳酸锂、氢氧化锂、氯化锂等,但是这些锂盐的氧化电位通常高于电解液的分解电位,在不使用特殊催化剂的作用下,根本无法释放活性的锂离子。
技术实现要素:
4.针对现有锂离子电池首次放电效率低,循环性能低的问题,本技术提供了一种锂离子电池复合隔膜及其锂离子电池。
5.本技术解决上述技术问题所采用的技术方案如下:
6.一方面,本技术提供一种锂离子电池复合隔膜,包括基膜和补锂层,所述补锂层形成于所述基膜至少部分表面,所述补锂层包括稳定化锂粉,所述稳定化锂粉包括含锂金属、无机锂盐层和热塑性树脂层,所述无机锂盐层覆盖于所述含锂金属的外部,所述热塑性树脂层覆盖于所述无机锂盐层的外部。
7.优选的,所述含锂金属包括锂单质或锂合金,所述锂合金选自由si、mg、al、sn、be、ti中的至少一种金属与锂所组成的合金。优选的,所述无机锂盐层包括碳酸锂、氯化锂、磷酸锂、硼酸锂、硫酸锂中的一种或多种。
8.优选的,所述热塑性树脂层选自丙烯酸改性的聚乙烯蜡。
9.优选的,所述含锂金属、所述无机盐锂层和所述热塑性树脂层的质量比为1:0.1~3:0.5~3。
10.优选的,所述补锂层包括以下重量组分:第一主材料1-50份、第一分散剂0.1-10份、稳定化锂粉0.1-25份和第一粘结剂0.1-10份。
11.优选的,所述补锂层包括以下重量组分:第一主材料5-30份、第一分散剂0.3-8份、稳定化锂粉10-20份和第一粘结剂1-8份。
12.优选的,所述第一主材料包括聚偏氟乙烯、聚四氟乙烯、聚六氟丙稀、偏氟乙烯与六氟丙稀的共聚物中的一种或多种;
13.第一分散剂包括聚丙烯酸酯类、聚氨酯类、磷酸酯类中的一种或多种;
14.第一粘结剂包括聚丙烯酸酯类、聚烯烃丙烯酸酯类、聚丙烯酸类、改性的丙烯酸酯共聚物中的一种或多种。
15.优选的,还包括有涂胶层,所述涂胶层和所述补锂层分别设置于所述基膜的两个侧面。
16.优选的,所述涂胶层厚度为0.1-5μm;所述补锂层厚度为0.1-5μm;所述基膜厚度为5-20μm。
17.优选的,所述涂胶层厚度为0.5-5μm;所述补锂层厚度为0.5-5μm;所述基膜厚度为5-16μm。
18.优选的,所述涂胶层包括以下重量组分:第二主材料1-50份、第二分散剂0.1-10份、润湿剂0.1-5份和第二粘结剂1-10份。
19.优选的,所述涂胶层包括以下重量组分:第二主材料5-30份、第二分散剂0.3-8份、润湿剂0.1-1份和第二粘结剂1-8份。
20.优选的,所述第二主材料包括聚偏氟乙烯、聚四氟乙烯、聚六氟丙稀、偏氟乙烯与六氟丙稀的共聚物中的一种或多种;
21.所述第二分散剂包括聚丙烯酸酯类、聚氨酯类、磷酸酯类中的一种或多种;
22.所述润湿剂包括聚醚有机硅共聚物、非离子型月桂醇聚醚中的一种或多种;
23.所述第二粘结剂包括聚丙烯酸酯类、聚烯烃丙烯酸酯类、聚丙烯酸类、改性的丙烯酸酯共聚物中的一种或多种。
24.优选的,所述基膜包括聚乙烯基膜、聚丙烯基膜、聚丙烯/聚乙烯/聚丙烯复合基膜中的一种。
25.另一方面,本技术提供一种锂离子电池,包括正极、负极和隔膜,所述隔膜由上述锂离子电池复合隔膜经热压制得,所述热压操作的温度为70℃~105℃。
26.优选的,当所述锂离子电池复合隔膜还包括涂胶层时,所述涂胶层设置于所述基膜朝向所述正极的侧面,所述补锂层设置于所述基膜朝向所述负极的侧面。
27.另一方面,本技术提供一种锂离子电池复合隔膜的制备方法,包括如下步骤:
28.制备补锂层浆料:将稳定化锂粉分散至溶剂中,得到补锂层浆料;
29.补锂层浆料涂覆至基膜的表面,干燥去除溶剂,形成补锂层。
30.优选的,所述制备补锂层浆料包括以下操作:将固含量1wt%-50wt%第一主材料加入溶剂中,加入固含量0.1wt%-10wt%的第一分散剂,然后通过砂磨或超声分散,加入固含量0.1wt%-25wt%稳定化锂粉和固含量1wt%-10wt%第一粘结剂,充分搅拌。
31.优选的,还包括以下操作:制备涂胶层浆料:将固含量1wt%-50wt%第二主材料加入溶剂中,并加入固含量0.1wt%-10wt%第二分散剂和固含量0.1wt%-5wt%润湿剂,然后
通过砂磨或超声分散,加入固含量1wt%-10wt%第二粘结剂,充分搅拌;
32.将所述涂胶层浆料涂覆至基膜的表面,干燥去除溶剂,形成涂胶层;
33.将所述补锂层浆料涂覆至基膜的另一个侧面,干燥去除溶剂,形成补锂层。
34.优选的,所述溶剂为水。
35.本技术的有益效果:
36.本技术提供一种锂离子电池复合隔膜,补锂层形成于基膜至少部分表面,补锂层包括稳定化锂粉,稳定化锂粉包括含锂金属、无机锂盐层和热塑性树脂层,无机锂盐层覆盖于含锂金属的外部,热塑性树脂层覆盖于无机锂盐层的外部。热塑性树脂层具有粘结性,在热压工序熔化,能够增强隔膜与负极片之间的粘结力。含锂金属能够补充电池在首次充放电过程中由于负极材料形成固体电解质膜(sei膜)额外消耗的锂离子,提高电池首次充放电效率;同时补充锂离子电池循环过程中对破裂的固体电解质膜(sei膜)修复消耗的锂离子,提高电池的循环性能。稳定化锂粉的结构,稳定性好,可稳定存在空气、nmp及含有水等的环境中。
具体实施方式
37.为了使本技术所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
38.一方面,本技术提供一种锂离子电池复合隔膜,包括基膜和补锂层,所述补锂层形成于所述基膜至少部分表面,所述补锂层包括稳定化锂粉,所述稳定化锂粉包括含锂金属、无机锂盐层和热塑性树脂层,所述无机锂盐层覆盖于所述含锂金属的外部,所述热塑性树脂层覆盖于所述无机锂盐层的外部。
39.在一些实施例中,本技术提供的稳定化锂粉,与常规的惰性锂粉的双层核壳结构不同的是,本技术使用的稳定化锂粉在空气、nmp以及水中可以稳定存在,不发生任何发应,稳定化锂粉的稳定性好;而常规的惰性锂粉虽然不活泼,但是仍需要在非水溶剂中使用,利用惰性锂粉制备补锂浆料或者是利用惰性锂粉制备的浆料进行涂覆制备补锂复合隔膜,都带来不便。本技术将稳定化锂粉应用于隔膜中,在基膜至少部分表面形成补锂层,稳定化锂粉中的热塑性树脂层,具有粘结性,经过热压工序后,热塑性树脂熔化,能够增强隔膜与极片的粘结力,缩短锂离子传输距离,提高锂离子迁移效率;稳定化锂粉包括的无机锂盐层覆盖于含锂金属的外部,从而使得金属锂能够在空气、水或nmp等环境中稳定存在;含锂金属在电池首次充放电过程中补充负极材料表面形成固体电解质膜(sei膜)额外消耗的锂离子,减少正极片活性物质中锂的消耗,放电容量增加,从而提高电池首次充放电效率;含锂金属也能补充在锂离子电池循环过程中对破裂的sei膜修复所消耗的锂离子,减少了正极片活性物质中锂的消耗,提高电池循环性能。
40.含锂金属包括锂单质或锂合金,所述锂合金选自由si、mg、al、sn、be、ti中的至少一种金属与锂所组成的合金。在一些实施例中,本技术并不限定上述所选的与锂组成合金的金属种类,但是锂合金中非锂金属种类的选择要求在电池进行充电反应时,锂合金中的锂要优先释放锂离子,并在负极材料表面形成固体电解质膜(sei膜)额外消耗的锂离子进行补充,同时锂合金中的非锂金属不得导致锂离子电池的副反应增加,影响锂离子电池电
性能。无机锂盐层包括碳酸锂,氯化锂、磷酸锂、硼酸锂、硫酸锂中的一种或多种。在一些实施例中,本技术并不限定无机锂盐层的种类,只要能起到包覆的含锂金属能够稳定存在于水、nmp或空气中,同时无机锂盐中的离子不导致锂离子电池的副反应增加,影响锂离子电池电性能即可。
41.热塑性树脂层选自丙烯酸改性的聚乙烯蜡。丙烯酸改性的聚乙烯蜡具有较强的粘结性,90℃左右熔化,与热压工序的温度范围相适应;丙烯酸改性的聚乙烯蜡经热压工序后,增强隔膜与极片的粘结力,缩短锂离子传输距离,提高锂离子迁移效率,降低电池内阻,改善电池电性能。对于锂离子电池来说,丙烯酸改性聚乙烯蜡并未引入新的杂质,未增加锂离子电池的副反应。本技术不限定热塑性树脂的种类,可以是聚乙烯蜡,或者是其它具有粘结性,在90℃左右熔化且不增加锂离子电池副反应的热塑性树脂种类。
42.本领域技术人员在知晓稳定化锂粉的结构的情况下,根据化学合成领域的公知常识可以知晓上述稳定化锂粉的制备方法。作为本技术的示例:
43.可采用包覆有无机锂盐层的含锂金属进行原位聚合等方式在表面形成热塑性树脂层。
44.稳定化锂粉中含锂金属、无机盐锂层和热塑性树脂层的质量比为:1:0.1~3:0.5~3
45.在一些实施例中,稳定化锂粉中含锂金属、无机盐锂层和热塑性树脂层的质量比低于上述范围值,隔膜与极片的粘结性降低、可参与补锂反应的锂离子含量降低、锂离子的传输距离增加、锂离子的迁移效率降低、电池循环性能降低;若高于上述范围值,电池整体重量增加,电池的能量密度降低。
46.补锂层包括以下重量组分:第一主材料1-50份、第一分散剂0.1-10份、稳定化锂粉0.1-25份和第一粘结剂0.1-10份。
47.进一步的,补锂层包括以下重量组分:第一主材料5-30份、第一分散剂0.3-8份、稳定化锂粉10-20份和第一粘结剂1-8份。
48.第一主材料包括聚偏氟乙烯(pvdf)、聚四氟乙烯(ptfe)、聚六氟丙稀(phfp)、偏氟乙烯与六氟丙稀的共聚物中的一种或多种;第一分散剂包括聚丙烯酸酯类、聚氨酯类、磷酸酯类中的一种或多种;第一粘结剂包括聚丙烯酸酯类、聚烯烃丙烯酸酯类、聚丙烯酸类、改性的丙烯酸酯共聚物中的一种或多种。
49.在一些实施例中,补锂层中稳定化锂粉重量组分是0.1-25份,优选10-20份,第一分散剂0.3-8份、第一主材料优选5-30份、第一粘结剂优选1-8份;通过使补锂层中各个重量组分在合适的范围内,制备得到的锂离子电池具有更高的首次充放电效率,更好的循环性能。稳定化锂粉含有热塑性树脂层更有利于分散到第一主材料中,并与第一粘结剂结合,在分散剂的作用下形成更加稳定的补锂浆料,经过涂覆形成稳定化锂粉分布均匀的补锂层,提高电池电性能。
50.本技术提供的锂离子电池复合隔膜,还包括涂胶层,涂胶层和补锂层分别设置于基膜的两个侧面。
51.在一些实施例中,隔膜其中一面设置有涂胶层,另一个侧面设置有补锂层,涂胶层能增加隔膜于极片之间的粘结力,补锂层中也含有粘结类物质,同样增加隔膜与极片之间的粘结力,保证了隔膜两侧与对应极片之间的距离一致性,从而保证锂离子隔膜两侧锂离
子传输距离的一致性。
52.在一些实施例中,涂胶层厚度为0.1-5μm;补锂层厚度为0.1-5μm;基膜厚度为5-20μm。优选涂胶层厚度为0.5-5μm;补锂层厚度为0.5-5μm;基膜厚度为5-16μm。
53.在一些实施例中优选的涂胶层厚度、补锂层厚度、基膜厚度制备得到的电芯经过热压工序后,电池硬度较好,便于电芯运输,提高生产效率;而且制备得到的锂离子电池的首次充放电效率得到提高,同时提高电池的循环性能,改善电池电性能。在一些实施例中,涂胶层与补锂层的厚度都为0.1-5μm,厚度高于5μm,单个电芯的体积增加,电池入壳困难,同时电池的体积能量密度降低;厚度低于0.1μm,难以形成涂胶层、补锂层,制备得到的电池充放电效率及循环性能无明显改善。
54.涂胶层包括以下重量组分:第二主材料1-50份、第二分散剂0.1-10份、润湿剂0.1-5份和第二粘结剂1-10份。
55.涂胶层包括以下重量组分:第二主材料5-30份、第二分散剂0.3-8份、润湿剂0.1-1份和第二粘结剂1-8份。
56.第二主材料包括聚偏氟乙烯(pvdf)、聚四氟乙烯(ptfe)、聚六氟丙稀(phfp)、偏氟乙烯与六氟丙稀的共聚物中的一种或多种;
57.第二分散剂包括聚丙烯酸酯类、聚氨酯类、磷酸酯类中的一种或多种;
58.润湿剂包括聚醚有机硅共聚物、非离子型月桂醇聚醚中的一种或多种;
59.粘结剂包括聚丙烯酸酯类、聚烯烃丙烯酸酯类、聚丙烯酸类、改性的丙烯酸酯共聚物中的一种或多种。
60.在一些实施例中,涂胶层中第二主材料重量组分优选5-30份,第二分散剂优选0.3-8份、第二粘结剂优选1-8份、润湿剂优选0.1-1份;通过使涂胶层中各个重量组分在合适的范围内,涂覆在基膜表面的涂胶层制备得到的隔膜与正极的粘结性较好,缩短锂离子的传输距离,降低电池内阻,提高电池循环性能。
61.在一些实施例中,涂胶层的第二主料与补锂层中的第一主料种类相同,重量组分相同,且粘结剂的种类和重量组分也相同,这样可以起到基膜两侧的涂胶层、补锂层含有相同种类的粘结剂,制备得到的隔膜制作成的电芯经过热压工序后,隔膜与正极片或隔膜与负极片的粘结力基本相同,隔膜与正极片的距离、隔膜与负极片的距离相近,锂离子电池传输距离基本相同,可以提高电池容量、循环性能的一致性。
62.在一些实施例中,本技术并不限定第一主材料、第二主材料、第一分散剂、第二分散剂、第一粘结剂、第二粘结剂的种类;第一主材料、第二主材料、第一粘结剂、第二粘结剂的主要作用都是增强隔膜与极片的粘结力。第一主材料还有将稳定化锂粉粘结均匀分散到溶剂中的作用。涂胶层中含有润湿剂,润湿剂通过降低第二主材料等的表面张力或者是界面张力,使得溶剂水能够润湿第二主材料等物料;同时润湿剂通过降低固定表面的界面张力,更有利于浆料涂覆与基膜表面。
63.基膜包括聚乙烯基膜、聚丙烯基膜、聚丙烯/聚乙烯/聚丙烯复合基膜中的一种。
64.另一方面,本技术提供一种锂离子电池复合隔膜的制备方法,包括如下步骤:
65.制备涂胶层浆料:
66.将固含量1wt%-50wt%第二主材料加入溶剂中,并加入固含量0.1wt%-10wt%第二分散剂和固含量0.1wt%-5wt%润湿剂,然后通过砂磨或超声分散1-4h,加入固含量
1wt%-10wt%第二粘结剂,充分搅拌0.5-1h;
67.制备补锂层浆料:
68.将固含量1wt%-50wt%第一主材料加入溶剂中,加入固含量0.1wt%-10wt%第一分散剂,然后通过砂磨或超声分散1-4h,加入固含量0.1wt%-25wt%稳定化锂粉和固含量1wt%-10wt%第一粘结剂,充分搅拌0.5-1h;
69.制备锂离子电池复合隔膜:
70.将涂胶层浆料涂覆至基膜其中一面,在30℃-80℃条件下进行烘干,形成涂胶层;之后将补锂层浆料涂覆至基膜的另一面形成,在30℃-80℃条件下进行烘干,补锂层。
71.制备补锂层浆料、涂胶层浆料中,溶剂为水。
72.涂胶层厚度为0.1-5μm;补锂层厚度为0.1-5μm;基膜厚度为5-20μm。
73.在一些实施例中,本技术制备的补锂层浆料,稳定化锂粉固含量0.1wt%-25wt%,稳定化锂粉固含量低于范围值,内壳金属锂含量较少,无法满足锂离子电池首次充放电中sei膜形成中锂离子的消耗或者是无法满足锂离子电池循环过程中修补破裂的sei膜锂离子的消耗;稳定化锂粉固含量高于范围值,相对应的主材料等固含量降低,隔膜与极片的粘结力降低,锂离子迁移速率降低,电池的循环性能下降,寿命降低。
74.在一些实施例中,本技术提供一种锂离子电池复合隔膜的制备方法,制备涂胶层浆料中第二主材料固含量优选为5wt%-30wt%,第二分散剂固含量优选为0.3wt%-8wt%,润湿剂固含量优选为0.1wt%-1wt%,第二粘结剂固含量优选为1wt%-8wt%。
75.在一些实施例中,本技术提供一种锂离子电池复合隔膜的制备方法,制备补锂层浆料中第一主材料固含量优选为5wt%-30wt%,第一分散剂固含量优选为0.3wt%-8wt%,第二粘结剂固含量优选为1wt%-8wt%,稳定化锂粉固含量优选为10wt%-20wt%。
76.本技术提供一种锂离子电池复合隔膜的制备方法中的涂胶层厚度优选为0.5-5μm;补锂层厚度优选为0.5-5μm;基膜厚度优选为5-16μm。
77.在一些实施例中,本技术给出了制备涂胶层浆料、补锂层浆料中第一主材料、第二主材料、分散剂、粘结剂、润湿剂、稳定化锂粉中优选种类、固含量参数及涂胶层、补锂层、基膜的优选厚度,制备得到的锂离子电池复合隔膜的性能较好。
78.另一方面,本技术提供一种锂离子电池,包括正极、负极和经过锂离子电池复合隔膜经过热压制备得到的隔膜。
79.在一些实施例中,通过锂离子电池复合隔膜经过热压制备得到的隔膜与正极片、负极片等组装制备得到的锂离子电池,能提高电池的首次充放电效率及电池循环性能。
80.锂离子电池复合隔膜还包括有涂胶层,涂胶层设置于所述基膜朝向所述正极的侧面,补锂层设置于所述基膜朝向所述负极的侧面,热压操作的温度为70℃~105℃。
81.在一些实施例中,本技术通过在隔膜的负极侧增加补锂层,稳定化锂粉能够补充电池在首次充放电过程中由于负极材料生成sei膜额外消耗的锂离子,从而改善电池的首次充放电效率。此外在电池的循环过程中,sei膜由于负极材料在充放电过程中的体积效应会发生破裂,因此在循环过程中锂离子电池仍会消耗额外的锂离子对破裂的sei膜进行修复,而补锂层同样可以对其进行补充,从而改善电池的循环性能。本技术通过在隔膜的正极侧增加涂胶层,能够保证电池电芯经热压后隔膜能够同正极片之间有较大的粘结力,可以提高电芯的硬度,使之不易变形。同时,隔膜另一面形成的补锂层,正对负极片,隔膜同负极
片之间也具有一定的粘结力,正负极片与隔膜之间经过热压工序后,粘结力增加,同时正负极片之间的距离缩短,锂离子传输距离缩短,提高了锂离子迁移效率,提高锂离子电池的循环性能。
82.在一些实施例中,通过热压操作得到的锂离子电池复合隔膜,其中热压操作的温度为70℃~105℃;低于此温度范围,涂胶层、补锂层与基膜的结合力弱,在电芯制备过程中,涂胶层、补锂层容易脱落;高于此温度范围,超过隔膜的闭孔温度,锂离子电池不易于在穿过隔膜孔,造成电池容量降低、内阻增加、循环效率降低。
83.正极片制备方法:将活性物质ncm811与乙炔黑、聚偏氟乙烯(购自东莞市庆丰塑胶原料有限公司,牌号为fr900)按重量比为90:5:5溶于n-甲基吡咯烷酮中形成固含量为50wt%的正极浆料,并将搅拌均匀后得到的正极浆料涂覆在厚度为16μm的铝箔两面上,并在110℃
±
5℃下烘烤,然后经过压延、真空干燥,形成厚度为140μm
±
5μm的材料层,得到正极片。
84.负极片制备方法:将沥青包覆天然石墨(沥青包覆量为2wt%)与导电炭黑、丁苯橡胶、羧甲基纤维素按重量比为95:1:1.7:2.3分散在去离子水中得到负极浆料,并将搅拌均匀后的负极浆料涂覆在厚度为10μm的铜箔两面上,并在110℃
±
5℃下烘烤,然后经过压延、真空干燥,形成厚度为100μm
±
5μm的材料层,得到负极材料。
85.电解液:ed:dmc:emc:dec=1:1:1:1,lipf6浓度为1mol/l。
86.电池的制备:将上述正、负极片与实验制备的隔膜卷绕成方形锂离子电池组,其中涂胶层面向正极片,补锂层面向负极片,经热压后,装入电池壳中并进行焊接,随后将电解液注入到电池壳中,密封制成453450a型锂离子电池。
87.下面通过几个实施例对本技术做进一步详细的描述,以下实验使用的基膜均为12μm聚乙烯基膜(同批次),所使用的稳定化锂粉内核为锂金属、中间层为碳酸锂、外壳为丙烯酸改性的聚乙烯蜡的三层核壳结构。
88.实施例1
89.(1)制备涂胶层浆料:
90.将固含量20wt%胶层主材料聚偏氟乙烯(pvdf)加入溶剂去离子水中,并加入固含量2.0wt%分散剂聚丙烯酸酯和固含量0.5wt%润湿剂聚醚有机硅共聚物,然后通过超声分散3h,加入固含量5.0wt%的粘结剂聚丙烯酸酯,充分搅拌0.8h;
91.(2)制备补锂层浆料:
92.将固含量20wt%主材料聚偏氟乙烯(pvdf)加入溶剂中,加入固含量2.0wt%分散剂聚丙烯酸酯,然后通过超声分散3h,加入固含量15%稳定化锂粉和固含量5.0wt%粘结剂聚丙烯酸酯,充分搅拌0.8h;
93.(3)将涂胶层浆料涂覆至基膜其中一面形成涂胶层,在80℃条件下进行烘干,之后将补锂层浆料涂覆至基膜的另一面形成补锂层,在80℃条件下进行烘干;形成的涂胶层厚度为2μm;形成的补锂层厚度为2μm。
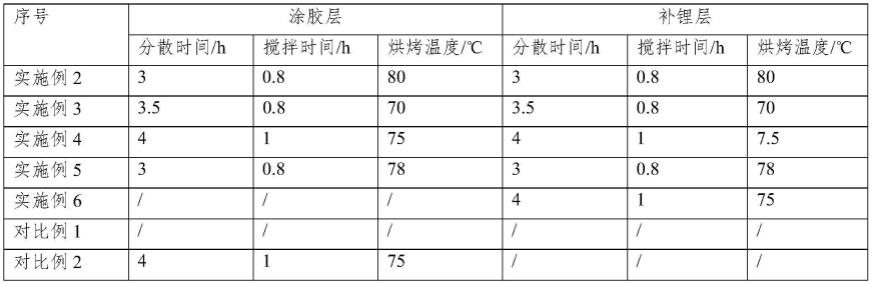
94.实施例2-6中锂离子电池复合隔膜的制备方法、对比例1-2中涂胶层或补锂层的制备方法同实施例1;实施例2-6、对比例1-2中浆料制备过程中分散参数、搅拌参数、烘烤参数如表1;实施例2-6、对比例1-2中粘结剂、分散剂等材料种类、固含量及涂胶层、补锂层厚度如表2所示。
95.表1实施例2-5浆料制备过程中分散参数、搅拌参数、烘烤参数如下表
[0096][0097]
表2实施例、对比例不同材料种类、固含量及涂层厚度参数如下表
[0098][0099][0100]
按照上述锂离子电池的制备方法,将实施例1-6和对比例1-2制备得到的隔膜制备锂离子电池,静置24小时后,进行首次充电效率的测试和循环性能的测试。
[0101]
常温循环性能:将电池装入电池性能测试仪bs-9300上,在25℃室温下,以1c的电流,上限电压4.2v,下限电压2.5v的条件下,进行500次循环,第500次的放电容量与第1次的放电容量的比值即为该电池的500次的常温循环容量保持率,测试结果见表3。
[0102]
表3实施例1-5及对比例1-3制备得到的锂离子电池循环数据
[0103][0104][0105]
由表3可知,实施例1-5的首次充放电效率显著高于对比例1和2,说明经过热压后,补锂层在首次充放电过程中对于电池内部额外消耗的用于形成sei膜的锂离子进行补充。实施例6中由于有补锂层,因此其首次充放电效率比对比例1和2高。实施例6有补锂层,无涂胶层,电池的首次充放电效率比对比例2高出较多,说明补锂层的补锂效果较好,在形成sei膜的锂离子进行了有效的补充。实施例1-5的500次常温容量保持率较对比例1有显著提高,这是由于实施例1-5的涂胶层和补锂层经过热压后,能够有效地粘结在正负极极片上,缩短锂离子传输距离,同时补锂层能够在电池循环过程中补充由于sei膜破裂造成的额外的锂离子的消耗,因此实施例1-5和对比例1相比,具有更好的循环性能。对比例2和实施例6因为有涂胶层或补锂层,经过热压后能够和正极片或负极片紧密贴合,因此在循环性能上与对比例1相比也有一定的提高。
[0106]
以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1