一种柔性CIC电池及其制备方法与应用与流程
一种柔性cic电池及其制备方法与应用
技术领域
1.本发明涉及太阳能电池技术领域,具体涉及一种柔性cic电池及其制备方法与应用。
背景技术:
2.目前人造卫星、飞船、空间站等航天器均利用太阳电池来获得持续运行的能量。将太阳电池片经过焊接互联条、焊接旁路二极管以及粘贴抗辐照玻璃盖片后成为独立组件,简称为cic电池(connector and cover integrated cell)。
3.相关技术中航天器太阳电池阵所采用的技术一般为刚性阵技术,刚性基板及刚性cic电池为其基本组成单元。传统刚性太阳阵采用刚性基板与刚性cic的组合形式,其存在如下问题:1)不可弯曲,传统基板为铝蜂窝与碳纤维的组合形式,其厚度极厚一般均超过20mm;而刚柔结合太阳阵,则需采用约0.5mm厚柔性基板,但因其采用刚性cic电池,因此其仅可实现轻微弯折平铺放置不可卷曲;2)重量大,使用刚性cic组成的刚性太阳阵重量较重;3)不可直接层叠,体积大。刚性cic电池存在发电效率低、重量重和不能弯曲等问题;相关技术中还采用了柔性基板和刚性cic电池组合而成的柔性太阳阵技术,柔性太阳阵由于选用刚性cic电池,同样存在发电效率低、重量重和不能弯曲等问题。
4.因此,需要开发一种柔性cic电池,该组件重量轻且高效可靠。
技术实现要素:
5.为解决现有技术中存在的问题,本发明提供了一种cic电池,该组件高效可靠。
6.本发明还提供了上述cic电池的制备方法。
7.本发明还提供了上述柔性太阳电池的应用。
8.本发明第一方面提供了一种cic电池,
9.包括柔性太阳电池,所述柔性太阳电池相对设置有第一表面和第二表面;
10.在所述柔性太阳电池的第一表面设有柔性玻璃盖片;
11.在所述柔性太阳电池的第二表面设有旁路二极管;
12.所述旁路二极管和所述柔性太阳电池通过柔性互联片相连;
13.所述柔性cic电池的厚度为100μm~300μm。
14.本发明中柔性cic电池各组件均采用全柔性设计,从而具有弯曲性能和柔韧性好的特点;同时该柔性cic电池的整体厚度薄,从而具有面密度低的特点;其有益的弯曲性能和柔韧性能保证了其与翼型曲面的贴合可靠性好、不存在翘曲和碎裂等封装问题。
15.本发明的柔性cic电池高效可靠,将其应用于航天器太阳阵上,替代目前使用的刚性cic,从而实现航天器太阳阵全柔性,使其可弯曲、可压紧,大大减小其重量和体积。
16.本发明中柔性cic电池采用方形设计,取消了相关技术中放置旁路二极管的大倒角设计(该大倒角设计会导致刚性cic电池中存在2个倒角);即该柔性cic电池中不需要设计倒角,cic电池从而提高了太阳阵的可利用面积,进一步增加了太阳阵的布线系数和发电
功率。
17.同时本发明中本发明中柔性cic电池的柔性太阳电池及旁路二极管厚度均极薄,实现了层叠。
18.在柔性cic电池中,为实现太阳阵的柔性化而将cic电池全柔性化;而cic电池的柔性首先需要太阳电池、旁路二极管等器件全部采用柔性器件,根据其器件特点将cic电池中旁路二极管组合形式由同层改为叠层。
19.刚性cic中应用柔性二极管若平行组合旁路二极管与刚性太阳电池会出现较大高差,不易盖片粘贴,以及增加盖片损伤率;若将柔性旁路二极管设计在刚性太阳电池下部,增加旁路二极管导致的高差会使刚性cic在受压过程中易出现太阳电池及玻璃盖片的碎裂。同时,刚性电池因厚度较厚不能采用叠层组合形式。
20.柔性cic若采用平行方式,需有倒角,因此减少太阳电池的有效面积,将会降低单体电池发电量,可能导致无法满足卫星功率要求。若采用层叠方式,提高单体太阳电池发电量,且满足卫星正常功率需求,并且采用层叠方式,柔性太阳电池可保护旁路二极管免受紫外射线、电子辐射等影响,保证旁路二极管性能,增加产品可靠性。
21.相关技术中刚性cic采用刚性旁路二极管为三角形硅管;本发明产品使用柔性砷化镓旁路二极管厚度较薄,在制备过程中与太阳电池层叠放且固定在太阳电池背面;为提高焊接可靠性及材料利用率,旁路二极管设计为方形或圆形。
22.相关技术中刚性cic用表面覆盖层为厚度80微米以上玻璃盖片或透明聚酰亚胺膜,透明聚酰亚胺膜为行业内对柔性太阳电池阵覆盖多次试验使用产品,其厚度较薄弯曲性极好,容易加工制造,但透明聚酰亚胺膜不具备对空间低能粒子的有效防护作用;而本发明中柔性玻璃盖片既具备带电粒子防护效果也具备可弯曲特性。
23.根据本发明的一些实施方式,所述柔性太阳电池包括柔性晶硅太阳电池、柔性砷化镓太阳电池、柔性铜铟镓硒薄膜太阳电池和柔性非晶硅薄膜太阳电池中一种。
24.根据本发明的一些实施方式,所述柔性太阳电池的厚度为30μm~90μm。
25.根据本发明的一些实施方式,所述柔性玻璃的厚度为50μm~70μm。
26.50μm~70μm的柔性玻璃的弯曲半径可达50mm。
27.根据本发明的一些实施方式,所述旁路二极管为方形旁路二极管和圆形旁路二极管中的一种。
28.柔性cic电池中旁路二极管尺寸设计不需考虑倒角因素(相关技术中考虑倒角,则需设计为三角形),因焊点通常为方形或圆形,所以将柔性旁路二极管设计为方形或圆形,提高旁路二极管面积利用率和生产效率;同时降低了二极管边缘处折角或漏电的风险,增加了产品可靠性。
29.根据本发明的一些实施方式,所述柔性互联片为金属互联片。
30.柔性互联片还存在减小应力的作用。
31.根据本发明的一些实施方式,所述金属互联片包括金互联片和银互联片中的至少一种。
32.根据本发明的一些实施方式,所述柔性互联片的厚度为20μm~40μm。
33.本发明中的柔性互连片通常为20μm~40μm的银带制作而成,相关技术中国为“ω”形式;但本发明中为满足直接层叠要求,互连片设计为平面形式,采用平面“s”弯减应力形
式。
34.本发明第二方面提供了上述柔性cic电池的方法,包括以下步骤:
35.s1、将所述柔性太阳电池、所述柔性旁路二极管和所述柔性互联片进行绝缘防护处理;制得第一组件;
36.s2、将步骤s1所述第一组件采用阻熔焊接工艺进行焊接;制得第二组件;
37.s3、将所述柔性玻璃盖片与步骤s2所述第二组件贴合后,制得所述柔性cic电池。
38.相关技术中刚性cic电连接采用阻熔焊工艺,柔性cic与刚性相比互连片材料厚度相同焊接无差别,但柔性cic中柔性太阳电池及柔性旁路二极管与刚性器件差异较大,阻熔焊接工艺较难实现,主要因为,阻熔焊接为通过电阻值较高的焊接电极发热使电极接触金属银融化使互连片与太阳电池及二极管电极形成有效焊接;柔性器件材料较薄,焊接过程中用较低的焊接功率柔性电极不能熔化形成焊点,提高焊接功率柔性电池即刻击穿失效;相关技术中采取的措施为使用导电胶将太阳电池与互连片粘贴完成电连接,导电胶粘贴方式易实现但其可靠性相对较差。
39.阻熔焊工艺:
40.本发明柔性cic电池为提高产品可靠性;通过工艺优化仍采用阻熔焊工艺。对需焊接的太阳电池及旁路二极管针对焊接温度强度要求优化产品结构增加其可靠性;降低了焊接过程中击穿失效的风险;对焊接电极增加辅助焊接金属材料层,提高其可焊性;对焊接机台更换材料尺寸相匹配和焊接电极;调节焊接电压、电流、及压力。最终实现了柔性太阳电池、柔性旁路二极管与纯银互连片的可靠焊接。
41.柔性cic漏电绝缘防护工艺:
42.因柔性电池及二极管等厚度太薄导致传统电连接以后导电互连片及旁路二极管与电池等近距离接触均会发生漏电。针对这种情况对柔性cic电池存在漏电的部位增加绝缘防护工艺保证产品可靠性。
43.玻璃盖片贴片定位工艺:
44.刚性cic用玻璃盖片较厚,使用定位桩工艺即可实现盖片精准定位,但对于柔性cic而言玻璃盖片极薄且脆弱,定位桩与玻璃盖片接触极易造成盖片破损。对于这种情况,本发明通过可移动定位桩工艺实现盖片的定位。
45.根据本发明的一些实施方式,所述柔性互联片表面设有非焊接区和焊接区。
46.根据本发明的一些实施方式,在所述柔性太阳电池的第一表面边缘与所述柔性互连片的部分非焊接区进行绝缘防护处理。
47.根据本发明的一些实施方式,所述柔性太阳电池下电极与所述柔性旁路二极管接触边缘区域进行绝缘防护处理。
48.根据本发明的一些实施方式,所述柔性旁路二极管下电极与所述柔性互连片的部分缝焊接区的进行绝缘防护处理。
49.根据本发明的一些实施方式,步骤s2中进行所述阻熔焊工艺的位置包括如下位置:所述柔性太阳电池正面电极与所述柔性互连片的焊接、所述柔性旁路二极管上下电极与所述柔性互连片的焊接和所述柔性旁路二极管上电极互连片与所述柔性太阳电池下电极的焊接。
50.根据本发明的一些实施方式,步骤s2中所述阻熔焊工艺,包括如下工艺参数:
51.焊接电极为:钨钼铜金属材料;
52.焊接功率为:50w~100w;
53.焊接电压为:0.5v~1v;
54.焊接电流为:100a~200a;
55.焊接压力为:3n~6n;
56.焊料为:银。
57.根据本发明的一些实施方式,步骤s3中所述贴合,包括以下步骤:在所述第二组件表面涂覆胶层,再将所述柔性玻璃放置于所述胶层表面,固化。
58.根据本发明的一些实施方式,所述胶层为双组份硅橡胶。
59.根据本发明的一些实施方式,所述胶层的厚度为30μm~150μm。
60.根据本发明的一些实施方式,所述固化,包括真空贴合和热固化。
61.根据本发明的一些实施方式,所述真空贴合的真空度为0.1pa~10pa。
62.根据本发明的一些实施方式,所述热固化的温度为50℃~150℃。
63.根据本发明的一些实施方式,所述热固化的时间为0.5h~5h。
64.本发明第三方面提供了上述的柔性cic电池在制备空间飞行器中的应用。
65.根据本发明的一些实施方式,所述空间飞行器包括人造地球卫星、空间探测器和载人航天器中的至少一种。
66.本发明至少具备如下有益效果:
67.本发明实现了柔性cic电池的全柔性化,使柔性cic电池具有更小的收拢体积和更轻的重量,可使同样体积和重量的卫星具有更高的功率,可携带更多的有效载荷,节省空间飞行器成本及发射费用。
附图说明
68.图1为本发明实施方式中柔性cic电池主视图;
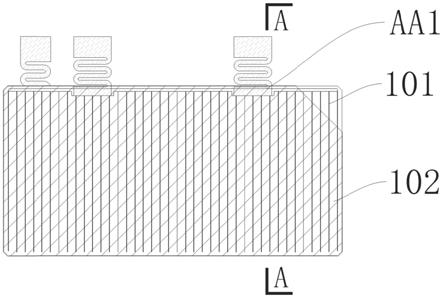
69.图2为图1中aa处截面aa1的结构示意图;
70.图3为本发明实施方式中柔性cic后视图;
71.图4为图3中bb处截面bb1的结构示意图;图5为本发明实施方式中柔性互联片(太阳电池上电极互联片)的结构示意图;
72.图6为本发明实施方式中柔性互联片(柔性旁路二极管下电极互联片)的结构示意图;
73.图7为本发明实施方式中柔性旁路二极管的俯视结构示意图;
74.附图标记:
75.101、柔性三结砷化镓电池;102、柔性玻璃盖片;103、柔性旁路二极管;104、柔性互连片;105、绝缘保护层;106、盖片胶层;
76.201、柔性旁路二极管的边缘;202、柔性旁路二极管的电极。
具体实施方式
77.以下将结合实施例对本发明的构思及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施
例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。
78.本发明的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
79.下面详细描述本发明的具体实施例。
80.太空中存在
±
100℃的大温差(低温和高温差距为200℃),导致不同材料存在应力,面积较大且厚度较薄的太阳阵,其应力主要体现在cic电池之间,本实施方式中柔性cic采用平面减应力环形式,不存在凸起,实现了太阳阵无间隙直接层叠加压,使体积减小(相关技术中传统刚性cic电池采用的减应力技术为使用“ω”减应力环互连片,其能有效减应力但其存在高于cic的凸起结构,使太阳阵直接无间隔层叠不可实现)。
81.本发明实施方式中柔性cic需在柔性电池上焊接柔性互连片、柔性旁路二极管等,另外在柔性电池正面粘贴柔性玻璃盖片。
82.柔性互连片可以为单“s”弯及多“s”弯的平面减应力形式,也可以为传统“ω”减应力形式。
83.旁路二极管位置可以在柔性电池背面的不同位置左侧、中侧或右侧均可。
84.柔性cic电池将采用柔性三结砷化镓电池、柔性玻璃盖片、柔性旁路二极管等可卷曲部件,组成柔性叠层电池。该叠层电池可卷曲,卷曲半径小于50mm。重量轻,整个叠层电池的厚度比刚性叠层电池厚度减少约二分之一。
85.本发明的柔性cic电池的封装制造工艺。具体采用的措施包括:
86.1)柔性电池电极焊接过程中的真空吸附工艺。因柔性电池厚度太薄且电池金属层与砷化镓外延层之间存在应力,导致电池制作完成后会自然卷曲,不能像传统刚性电池一样平整进行后续工艺。针对这种情况对焊接造成的问题,设计研发焊接真空吸附工装使柔性电池焊接过程中保持平整状态。对于柔性电池传统吸附工艺会导致柔性电池变形,严重影响cic贴片以及产品形貌。对于这种情况设计研发针对柔性电池的吸附工装保证其吸附效果的同时不造成电池变形。
87.2)柔性电池焊接工艺。因柔性电池与传统刚性电池厚度及衬底材料等均不相同,导致对于传统刚性电池的焊接方式在柔性电池上并不适用。针对这种情况针对柔性电池设计研发不同焊接工艺方案,并通过多次对焊接工艺及样品的调整最终得到相匹配的焊接工艺方式。
88.3)柔性cic漏电绝缘防护工艺。因柔性电池及二极管等厚度太薄导致传统电连接以后导电互连片及旁路二极管与电池等近距离接触均会发生漏电。针对这种情况对柔性cic存在漏电的部位设计研发相适应的绝缘防护工艺保证产品可靠性。
89.4)玻璃盖片贴片定位工艺。传统刚性cic用玻璃盖片较厚,使用定位桩工艺即可实现盖片精准定位,但对于柔性cic而言玻璃盖片极薄且脆弱,定位桩与玻璃盖片接触极易造成盖片破损。对于这种情况设计研发针对柔性盖片的工装,并通过新的工艺方法实现盖片的柔性定位。
90.5)柔性cic固化过程中固定工艺。传统刚性电池粘贴盖片后即可静置烘干,但对于柔性cic因其电池自然卷曲,玻璃盖片也易变形。对于这种情况设计研发固定工艺保证其层压固定的同时不对cic造成损伤及变形。
91.本发明实施方式中柔性cic电池的主视图如图1所示,本实施中柔性cic电池的主视图如图1所示,后视图如图3所示,截面图如图2(aa1处)和图4(bb1处)所示;包括太阳电池101,在太阳电池101的第一表面设有柔性玻璃盖片102;
92.在太阳电池101的第二表面设有旁路二极管103;
93.柔性互联片104上设有非焊接区和焊接区;
94.旁路二极管103和太阳电池101通过柔性互联片104相连(对应于焊接区);
95.太阳电池101与柔性互联片104间还设有绝缘层105(对应于非焊接区);
96.太阳电池101与柔性玻璃盖片102通过盖片胶层106相连;
97.柔性互联片104分为如图5所示的太阳电池上电极互联片和如图6所示的柔性旁路二极管下电极互联片;
98.旁路二极管103的结构如图7所示,设有柔性旁路二极管的电极202和柔性旁路二极管的边缘201。
99.实施例1
100.本实施例为一种柔性cic电池及其制备方法。
101.本实施中柔性cic电池的主视图如图1所示,后视图如图3所示,截面图如图2(aa1处)和图4(bb1处)所示;包括太阳电池101,在太阳电池101的第一表面设有柔性玻璃盖片102;
102.在太阳电池101的第二表面设有旁路二极管103;
103.柔性互联片104上设有非焊接区和焊接区;
104.旁路二极管103和太阳电池101通过柔性互联片104相连(对应于焊接区);
105.太阳电池101与柔性互联片104间还设有绝缘层105(对应于非焊接区);
106.太阳电池101与柔性玻璃盖片102通过盖片胶层106相连;
107.柔性互联片104分为如图5所示的太阳电池上电极互联片和如图6所示的柔性旁路二极管下电极互联片;
108.旁路二极管103的结构如图7所示,设有柔性旁路二极管的电极202和柔性旁路二极管的边缘201。
109.柔性cic电池的厚度为150μm;
110.太阳电池为柔性三结砷化镓电池;
111.太阳电池101的厚度为50μm;
112.盖片胶层106的厚度为40μm;
113.柔性玻璃盖片102的厚度为60μm;
114.太阳电池上电极互联片为方形银互联片,厚度为25μm;
115.柔性旁路二极管下电极互联片为方形银互联片,厚度为25μm。
116.60μm的柔性玻璃盖片弯曲半径可达50mm。
117.本实施例中柔性cic电池的制备方法,包括以下步骤:
118.s1、采用阻熔焊工艺将所述太阳电池、所述柔性旁路二极管和所述柔性互联片焊
接;制得第一组件;
119.s2、将步骤s1所述第一组件进行绝缘防护处理;制得第二组件;
120.s3、将所述柔性玻璃盖片与步骤s2所述第二组件贴合后,制得所述柔性cic电池。
121.步骤s1中阻熔焊工艺,包括如下工艺参数:
122.焊接电极为:钨钼铜金属材料;
123.焊接功率为:100w;
124.焊接电压为:1v;
125.焊接电流为:150a
126.焊接压力为:5n;
127.焊料为:银;
128.步骤s2中所述绝缘防护处理,包括以下步骤:在柔性旁路二极管103和柔性互联片104表面涂覆绝缘胶105。
129.步骤s3中所述贴合,包括以下步骤:在第二组件表面涂覆盖片胶层106,再将柔性玻璃102放置于盖片胶层106表面,固化。
130.本实施例所制作出来的柔性cic电池的面密度仅为535g/m2,相比与传统的太阳能电池组件的层压方案1260g/m2,其面密度减小50%以上;同时相同面积的柔性cic电池阵相较于刚性阵发电功率增加5%;相同重量的柔性cic电池阵相较于刚性阵发电功率增加100%以上;相同体积的柔性cic电池阵相较于刚性阵发电功率增加150%以上。
131.综上所述,本发明实现了太阳电池阵的全柔性化,使太阳电池阵具有更小的收拢体积和更轻的重量,在同样体积和重量的卫星上具有更高的功率,携带了更多的有效载荷,节省了卫星成本及发射费用。
132.实施例2
133.本实施例为一种柔性cic电池及其制备方法(导电胶电连接方式)。
134.本实施中柔性cic电池的主视图如图1所示,后视图如图2所示,截面图如图3所示;包括太阳电池101,在太阳电池101的第一表面设有柔性玻璃盖片102;
135.在太阳电池101的第二表面设有旁路二极管103;
136.柔性互联片104上设有非焊接区和焊接区;
137.旁路二极管103和太阳电池101通过柔性互联片104相连(对应于焊接区);
138.太阳电池101与柔性互联片104间还设有绝缘层105(对应于非焊接区);
139.太阳电池101与柔性玻璃盖片102通过盖片胶层106相连;
140.柔性互联片104分为如图5所示的太阳电池上电极互联片和如图6所示的柔性旁路二极管下电极互联片;
141.旁路二极管103的结构如图7所示,设有柔性旁路二极管的电极202和柔性旁路二极管的边缘201。
142.太阳电池为柔性三结砷化镓电池;
143.太阳电池101的厚度为50μm;
144.盖片胶层106的厚度为40μm;
145.柔性玻璃盖片102的厚度为60μm;
146.太阳电池上电极互联片为方形银互联片,厚度为25μm;
147.柔性旁路二极管下电极互联片为方形银互联片,厚度为25μm。
148.60μm的柔性玻璃盖片弯曲半径达50mm。
149.本实施例中柔性cic电池的制备方法,包括以下步骤:
150.s1、采用导电胶粘接工艺将所述太阳电池、所述柔性旁路二极管和所述柔性互联片形成电连接;制得第一组件;
151.s2、将步骤s1所述第一组件进行绝缘防护处理;制得第二组件;
152.s3、将所述柔性玻璃盖片与步骤s2所述第二组件贴合后,制得所述柔性cic电池。
153.步骤s1中导电胶粘接工艺,其使用导电胶又称导电银浆,主要由树脂基体、导电粒子和分散添加剂、助剂等组成,其配方如下:
154.成分质量占比作用银粉78%~82%导电填料双酚a型环氧树脂8%~12%树脂酸酐类固化剂1%~3%固化剂甲基咪唑0%~1%促进剂乙酸丁酯4%~6%非活性稀释剂活性稀释剂1%~2%活性稀释剂聚酰胺蜡0%~1%防沉降剂钛酸四子乙酯0%~1%附着力促进剂
155.步骤s2中所述绝缘防护处理,包括以下步骤:在柔性旁路二极管103和柔性互联片104表面涂覆绝缘胶105。
156.步骤s3中所述贴合,包括以下步骤:在第二组件表面涂覆盖片胶层106,再将柔性玻璃102放置于盖片胶层106表面,固化。
157.本实施例所制作出来的柔性cic电池的面密度仅为535g/m2,相比与传统的太阳能电池组件的层压方案1260g/m2,其面密度减小50%以上;同时相同面积的柔性cic电池阵相较于刚性阵发电功率增加5%;相同重量的柔性cic电池阵相较于刚性阵发电功率增加100%以上;相同体积的柔性cic电池阵相较于刚性阵发电功率增加150%以上。
158.导电胶粘接工艺制备柔性cic相较于阻熔焊接工艺具有制造工艺难度低、生产效率高、生产成本低等优点,但是其生产柔性cic电池发电功率低1-2%,且可靠性相对较低。因此导电胶粘接工艺产品在临近空间航空无人机等领域应用优势较大,但在航天卫星电源系统应用因其可靠度较低应用存在问题。
159.上面结合具体实施方式对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。此外,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1