二次电池用电极的制作方法
1.本发明涉及一种二次电池用电极。
背景技术:
2.以往,已知有一种二次电池用电极,其具备由金属多孔体构成的集电体、及填充在该集电体中的电极复合材料。作为记载有这种技术的文献,例如有专利文献1。在专利文献1中记载了一种二次电池用电极,其在具有三维网状结构的带状多孔体中填充有活性物质,在带状多孔体的厚度方向的中央部一体地配设有集电极耳。借由像专利文献1的技术那样,使用金属多孔体作为集电体,可以增大电极活性物质的填充密度。
3.[先前技术文献]
[0004]
(专利文献)
[0005]
专利文献1:日本特开2002-279979号公报
技术实现要素:
[0006]
[发明所要解决的问题]
[0007]
但是,为了获得以金属多孔体为集电体的二次电池用电极,有时会形成在集电体的孔部填充有电极复合材料的复合材料填充部、与未填充电极复合材料的复合材料未填充部,并对复合材料未填充部进行轧制,由此来形成集电极耳。但是,在层叠此二次电池用电极的情况下、或将集电极耳会聚并与引线极耳焊接的情况下等,较强的应力容易施加至复合材料填充部与复合材料未填充部的边界部、和复合材料未填充部中形成集电极耳的部分与未形成集电极耳的部分的边界部等。并且,有可能由于施加至这些边界部的应力,使二次电池用电极中发生龟裂、断裂,从而使电池的输出和耐久性下降。为了降低施加至上述边界部的应力,也考虑将该边界部以缓慢弯曲的方式成形(设置r角)的方法,但是集电极耳的长度变长,二次电池用电极的能量密度有可能下降。
[0008]
本发明的目的在于,提供一种二次电池用电极,其是以金属多孔体为集电体,可以提高耐久性,同时可以提高能量密度。
[0009]
[解决问题的技术手段]
[0010]
本发明涉及一种二次电池用电极,其具有由金属多孔体构成的集电体、与填充在前述集电体中的电极复合材料,前述集电体具备:复合材料填充部,其填充有前述电极复合材料;及,复合材料未填充部,其未填充前述电极复合材料;前述复合材料未填充部具备:集电极耳部,其与前述复合材料填充部相比,厚度小且前述金属多孔体的密度高;及,极耳会聚部,其连结前述复合材料填充部与前述集电极耳部;并且,在前述极耳会聚部形成有从前述复合材料填充部侧向前述集电极耳部侧延伸的至少一个肋。
[0011]
前述肋也可以是对前述金属多孔体进行压制加工而形成。
[0012]
也可以是,在前述集电极耳部,沿着其宽度方向形成有凹凸形状的应力缓和部,前述应力缓和部的凹凸形状在剖视中为矩形波形状、正弦波形状、三角波形状或锯齿波形状。
[0013]
在前述极耳会聚部填充有加强前述极耳会聚部的加强材料。
[0014]
前述加强材料也可以以覆盖前述极耳会聚部的方式填充。
[0015]
前述加强材料也可以具有绝缘性。
[0016]
前述加强材料也可以具有热传导性。
[0017]
也可以是,前述极耳会聚部具有:肋形成部,其形成有前述肋;及,倾斜部,其以厚度随着从前述复合材料填充部朝向前述集电极耳部而变小的方式倾斜;并且,至少在前述倾斜部的厚度方向两侧的面上配置有缓冲材料。此外,也可以在前述肋形成部也配置前述缓冲材料。
[0018]
(发明的效果)
[0019]
根据本发明,可以提供一种二次电池用电极,其是以金属多孔体为集电体,可以提高耐久性,同时可以提高能量密度。
附图说明
[0020]
图1是绘示本发明的第一实施方式的二次电池用电极的平面图。
[0021]
图2是图1中的a-a剖面图。
[0022]
图3是绘示本发明的第二实施方式的二次电池用电极的平面图。
[0023]
图4是图3中的b-b剖面图。
具体实施方式
[0024]
以下,针对本发明的实施方式,参照附图来进行说明。但是,以下所示的实施方式是对本发明进行例示,本发明并不限定于以下的实施方式。
[0025]
《第一实施方式》
[0026]
<电极>
[0027]
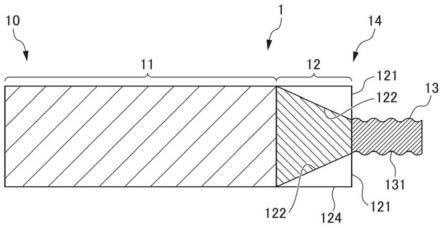
针对本实施方式的二次电池用电极1,参照图1及图2来进行说明。图1是二次电池用电极1的平面图,图2是图1中的二次电池用电极1的a-a剖面图。此外,在图2中省略了电极复合材料20的记载。如图1所示,二次电池用电极1具备金属多孔体也就是集电体10、及填充在集电体10中的电极复合材料20。
[0028]
[电极复合材料]
[0029]
填充在集电体10中的电极复合材料20至少包含电极活性物质。可以应用于本实施方式的电极复合材料20只要包含电极活性物质作为必需成分,则也可以任意包含其他成分。作为其他成分,并没有特别限定。作为其他成分,例如可列举固体电解质、导电助剂、粘结剂等。
[0030]
在构成正极的电极复合材料20中,至少含有正极活性物质,作为其他成分,例如也可以含有固体电解质、导电助剂、粘结剂等。作为正极活性物质,只要可以吸留、释放锂离子,则没有特别限定,例如,可以列举licoo2、li(ni
5/10
co
2/10
mn
3/10
)o2、li(ni
6/10
co
2/10
mn
2/10
)o2、li(ni
8/10
co
1/10
mn
1/10
)o2、li(ni
0.8
co
0.15
al
0.05
)o2、li(ni
1/6
co
4/6
mn
1/6
)o2、li(ni
1/3
co
1/3
mn
1/3
)o2、licoo4、limn2o4、linio2、lifepo4、硫化锂、硫等。
[0031]
在构成负极的电极复合材料20中,至少含有负极活性物质,作为其他成分,例如也可以含有固体电解质、导电助剂、粘结剂等。作为负极活性物质,只要可以吸留、释放锂离
子,则没有特别限定,例如,可以列举金属锂、锂合金、金属氧化物、金属硫化物、金属氮化物、si、sio及人造石墨、天然石墨、硬碳、软碳等碳材料等。
[0032]
[集电体]
[0033]
集电体10由金属多孔体构成。金属多孔体具有相互连续的孔部,可以在孔部的内部填充包含电极活性物质的电极复合材料20。作为上述金属多孔体,只要具有相互连续的孔部,则没有特别限制,例如可列举具有因发泡而形成的孔部的发泡金属、金属网、膨胀金属、冲孔金属、金属无纺布等形态。作为金属多孔体中所使用的金属,只要具有导电性,则没有特别限定,例如可列举镍、铝、不锈钢、钛、铜、银等。这些中,作为构成正极的集电体10,优选发泡铝、发泡镍及发泡不锈钢,作为构成负极的集电体10,可以优选使用发泡铜及发泡不锈钢。
[0034]
金属多孔体的集电体10在内部具有孔部,表面积比现有的金属箔也就是集电体10大。借由将上述金属多孔体用作集电体10,可以在上述孔部填充包含电极活性物质的电极复合材料20。由此,可以增加电极层的每单位面积的活性物质量,结果,可以提高二次电池的体积能量密度。另外,由于电极复合材料20的固定化变得容易,因此,与将现有的金属箔用作集电体的电极不同,在将电极复合材料层厚膜化时,不需要将形成电极复合材料层的涂敷用浆料增稠。因此,可以减少增稠所需的有机高分子化合物等粘结剂。因而,可以增加二次电池用电极1的每单位面积的容量,可以实现电池的高容量化。
[0035]
接下来,针对本实施方式的集电体10的构造的细节进行说明。如图1及图2所示,集电体10为横长的板状,并且具备复合材料填充部11与复合材料未填充部14。
[0036]
(复合材料填充部)
[0037]
复合材料填充部11是集电体10中填充有电极复合材料20的区域。复合材料填充部11从集电体10的一端侧(在图1及图2中为纸面左侧)形成到中央部侧。
[0038]
(复合材料未填充部)
[0039]
复合材料未填充部14是集电体10中未填充电极复合材料20的区域。复合材料未填充部14具备集电极耳部13、及连结复合材料填充部11与集电极耳部13的极耳会聚部12。
[0040]
极耳会聚部12形成在集电极耳部13与复合材料填充部11之间,所述集电极耳部13形成在集电体10的另一端侧(在图1及图2中为纸面右侧)。极耳会聚部12借由在集电体10的一部分中不填充电极复合材料20而形成。
[0041]
极耳会聚部12具有:倾斜部122,其以其厚度随着从复合材料填充部11朝向集电极耳部13而变小的方式倾斜;及,肋形成部124,其形成有肋121。
[0042]
在极耳会聚部12的肋形成部124,以从复合材料填充部11侧向集电极耳部13侧延伸的方式,形成有至少一个凸状的肋121。在本实施方式中,在极耳会聚部12形成有两个肋121。具体而言,如图2所示,肋121形成在极耳会聚部12中的集电体10的厚度方向两侧的面上。另外,如图1所示,肋121形成在集电体10的宽度方向中间部。
[0043]
集电极耳部13是借由焊接而与引线极耳(省略图示)电连接的部位。在本实施方式中,在集电体10的另一端侧形成有两个集电极耳部13。两个集电极耳部13在集电体10的宽度方向上隔开间隔配置。具体而言,以从极耳会聚部12中的未形成肋121的部分向集电体10的长度方向延伸出的方式,形成集电极耳部13。与复合材料填充部11相比,集电极耳部13的厚度小。另外,构成集电极耳部13的金属多孔体的密度高于构成复合材料填充部11和极耳
会聚部12的金属多孔体的密度。
[0044]
在集电极耳部13,沿着其宽度方向形成有凹凸形状的应力缓和部131。如图2所示,应力缓和部131形成在集电极耳部13中的集电体10的厚度方向两侧的面上。应力缓和部131的凹凸形状优选在剖视中为矩形波形状、正弦波形状、三角波形状或锯齿波形状。如图2所示,在本实施方式中,应力缓和部131的凹凸形状在剖视中为正弦波形状。
[0045]
<二次电池用电极1的制造方法>
[0046]
接下来,对本实施方式的二次电池用电极1的制造方法的一例进行说明。首先,在集电体10的孔部内填充电极复合材料20,形成填充有电极复合材料20的区域、及未填充电极复合材料20的区域。然后,对集电体10进行轧制,由此,在填充有电极复合材料20的区域,形成电极复合材料20的填充密度得以提高的复合材料填充部11。另外,在未填充电极复合材料20的区域形成复合材料未填充部14,所述复合材料未填充部14具备具有倾斜部122及肋形成部124的极耳会聚部12、以及集电极耳部13。在肋形成部124形成肋121的方法没有特别限定,从效率性的观点出发,优选对金属多孔体进行压制加工来形成。具体而言,在极耳会聚部12中,以弱于其他部分的压力对形成肋121的部分进行压制,由此,可以在集电体10的厚度方向两侧的面上,形成倾斜部122及比倾斜部122更向集电体10的厚度方向突出的肋121。另外,形成在集电体10的端部的集电极耳部13比极耳会聚部12更远离填充有电极复合材料20的区域,因此容易延展。由此,集电极耳部13中,金属多孔体的密度变得高于极耳会聚部12,同时集电极耳部13被薄层化。
[0047]
根据本实施方式的二次电池用电极1,发挥以下效果。
[0048]
本实施方式的二次电池用电极1具有由金属多孔体构成的集电体10、与填充在集电体10中的电极复合材料20,集电体10具备:复合材料填充部11,其填充有电极复合材料20;及,复合材料未填充部14,其未填充电极复合材料20;复合材料未填充部14具备:集电极耳部13,其与复合材料填充部11相比,厚度小且金属多孔体的密度高;及,极耳会聚部12,其连结复合材料填充部11与集电极耳部13;并且,在极耳会聚部12形成有从复合材料填充部11侧向集电极耳部13侧延伸的至少一个肋121。由此,在极耳会聚部12中,在集电极耳部13延伸的方向上形成有肋121,因此,可以提高极耳会聚部12的强度。因此,即使不在复合材料填充部11与极耳会聚部12的边界部、和极耳会聚部12与集电极耳部13的边界部设置r角,也可以提高针对施加至这些边界部的应力而言的强度。由此,例如,即使在层叠二次电池用电极1将集电极耳部13会聚而焊接于引线极耳的情况下,也可以抑制由施加至上述边界部的应力引起的电极的龟裂和断裂的发生。因而,可以实现兼顾二次电池用电极1的高耐久性与高能量密度。另外,在借由压制加工来制造二次电池用电极1时,也可以抑制为了形成集电极耳部13而对集电体10的端部进行轧制时施加的应力所引起的二次电池用电极1的龟裂和断裂的发生。
[0049]
另外,本实施方式的二次电池用电极1的肋121是对金属多孔体进行压制加工而形成。由此,在制造二次电池用电极1时,仅局部调整施加至复合材料未填充部14的压制的强度,便可以有效率地形成肋121。
[0050]
另外,在本实施方式的集电极耳部13,沿着其宽度方向形成有凹凸形状的应力缓和部131,凹凸形状在剖视中为矩形波形状、正弦波形状、三角波形状或锯齿波形状。由此,即使从集电极耳部13的厚度方向施加有应力,也会由于应力缓和部131,使集电极耳部13相
应于应力而变形。在借由肋121提高了极耳会聚部12的强度的基础上,可以使施加至极耳会聚部12的应力从集电极耳部13释放。由此,可以进一步提高二次电池用电极1的耐久性。
[0051]
《第二实施方式》
[0052]
接下来,针对第二实施方式的二次电池用电极1a,参照图3及图4来进行说明。图3是二次电池用电极1a的平面图,图4是图3中的二次电池用电极1a的b-b剖面图。在图4中省略了电极复合材料20的记载。此外,针对与上述实施方式相同的构造,标注相同的符号,并省略其说明。
[0053]
如图3所示,本实施方式的二次电池用电极1a具备金属多孔体也就是集电体10、填充在集电体10中的电极复合材料20、加强材料30、及缓冲材料40。二次电池用电极1a与第一实施方式的二次电池用电极1的主要不同在于具备加强材料30与缓冲材料40。
[0054]
加强材料30对极耳会聚部12进行加强。作为加强材料30的原材料,例如可列举树脂等。作为可以应用的树脂,例如,如果是热硬化性树脂,则可以列举聚酰亚胺系树脂、环氧系树脂、硅酮系树脂、聚氨基甲酸酯系树脂等,如果是热塑性树脂,则可以列举聚烯烃系树脂、聚苯乙烯系树脂、氟系树脂、聚氯乙烯系树脂、聚甲基丙烯酸系树脂、聚氨基甲酸酯系树脂等,如果是光硬化性树脂,则可以列举硅酮系树脂、聚甲基丙烯酸系树脂、聚酯系树脂等。这些中,从对异性极的接触满足电绝缘、对电极复合材料为惰性、对电极制造时使用的化学品具有耐受性、加工性良好、耐热性和柔软性优异的观点出发,优选聚乙烯系树脂和聚丙烯系树脂。
[0055]
如图3所示,加强材料30被填充在集电体10的极耳会聚部12。具体而言,加强材料30具有绝缘性,以覆盖包含肋121在内的集电体10的极耳会聚部12的表面的方式填充。由此,由于以不使金属多孔体的表面露出的方式,被具有绝缘性的加强材料30覆盖,因此可以防止二次电池用电极1a短路。
[0056]
另外,作为加强材料30,也可以使用具有热传导性的树脂。在使用了具有热传导性的加强材料30的情况下,可以将在复合材料填充部11产生的热从极耳会聚部12和集电极耳部13散热。由此,即使在将多个二次电池用电极1a重叠而作成厚的层的情况下,也可以减少由发热引起的温度分布的偏差,可以防止二次电池用电极1a的劣化。
[0057]
另外,填充在极耳会聚部12中的加强材料30在肋121与倾斜部122中可以是相同种类,也可以是不同种类。
[0058]
缓冲材料40是配置在极耳会聚部12的倾斜部122的部件。在本实施方式中,配置有四个缓冲材料40。具体而言,在集电体10的厚度方向两侧的面上以夹着肋121的方式,各配置有两个缓冲材料40。缓冲材料40配置为在倾斜部122,由此构成为使复合材料填充部11与极耳会聚部12处,集电体10的厚度大致均匀。
[0059]
作为缓冲材料40,优选使用具有绝缘性的部件或具有热传导性的部件。在本实施方式中,使用具有绝缘性的树脂作为缓冲材料40。
[0060]
此处,在为了制造电池而层叠多个二次电池用电极1进行约束的情况下,会在邻接的二次电池用电极1或电解质层等与倾斜部122之间形成间隙,应力容易施加至极耳会聚部12的该间隙。特别是在全固体电池中,由于约束载荷重要,因此有对上述间隙施加更强的应力的倾向。
[0061]
借由像本实施方式这样,在倾斜部122配置缓冲材料40,可以利用缓冲材料40,填
埋在邻接的二次电池用电极1a或电解质层等与极耳会聚部12的倾斜部122之间形成的间隙。由此,可以降低施加至构成电池的二次电池用电极1a的极耳会聚部12的来自层叠方向的应力。由此,可以提高使用二次电池用电极1a构成的电池的耐久性。
[0062]
<二次电池用电极1a的制造方法>
[0063]
接下来,针对本实施方式的二次电池用电极1a的制造方法的一例进行说明。首先,借由前述二次电池用电极1的制造方法,形成具备复合材料填充部11、以及具有极耳会聚部12及集电极耳部13的复合材料未填充部14的集电体10。然后,在极耳会聚部12填充加强材料30。进而,在极耳会聚部12的倾斜部122配置缓冲材料40。
[0064]
根据本实施方式的二次电池用电极1a,发挥以下效果。
[0065]
在本实施方式的二次电池用电极1a中,在极耳会聚部12填充有由树脂构成的加强材料30。由此,可以利用加强材料30代替电极复合材料20来填埋集电体10的孔部,因此可以进一步加强由肋121提高了强度的集电体10的极耳会聚部12。
[0066]
以上,针对本发明的有关实施方式进行了说明,但本发明并不限制于上述实施方式,而能够适当变化。
[0067]
在上述实施方式中,在极耳会聚部12形成了两个肋121,但形成在极耳会聚部12的肋121的数量没有特别限定。例如,可以在极耳会聚部12仅形成一个肋121,也可以形成三个以上。
[0068]
在上述实施方式中,二次电池用电极1、1a具有两个集电极耳部13,但集电极耳部13的数量没有特别限定。例如,二次电池用电极1、1a可以是仅具备一个集电极耳部13的构造,也可以是具备三个以上的构造。
[0069]
在第二实施方式中,仅在极耳会聚部12的倾斜部122配置了缓冲材料40,但也可以将缓冲材料40配置在肋形成部124而不仅仅配置在倾斜部122。也就是,也可以将缓冲材料40配置在倾斜部122及肋形成部124中的集电体10的厚度方向两侧的面上。
[0070]
附图标记
[0071]
1、1a:二次电池用电极
[0072]
10:集电体
[0073]
11:复合材料填充部
[0074]
12:极耳会聚部
[0075]
13:集电极耳部
[0076]
14:复合材料未填充部
[0077]
20:电极复合材料
[0078]
121:肋
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1